电热瓷砖的生产工艺研究*
2018-07-28黄辛辰黄惠宁许小平李矿雄
黄辛辰 黄惠宁 许小平 李矿雄
(广东金意陶陶瓷集团有限公司 广东 佛山 528000)
前言
随着陶瓷行业产能过剩,国家供给侧改革的实施,目前对于陶瓷行业而言,要想可持续性发展,走环保节能的创新之路势在必行。由于国家能源结构的调整,电是未来能源发展的大趋势,电采暖也必将成为供暖行业的一个趋势,而电热瓷砖正是抓住目前行业的发展需要和市场需求,拥有较大的市场优势。
电热瓷砖又称采暖陶瓷墙地砖,是指具有室内采暖功能的瓷质砖,一般可分为采暖地砖和采暖墙砖两大类。
普通的瓷质砖本身不能产生热量,它必须与一定的热源组合后才能通过自身被加热而具有对外辐射热量的功能。
与传统的取暖炉、空调等采暖形式相比,电热陶瓷墙地砖供暖系统可使室内具有地面温度高,上层空间温度低,给人以脚暖头凉的舒适感,这与中医“温足凉顶”的理论相符,同时还可以减轻室内空气的干燥感,它无噪音、无风速、无扬尘、无废气,保持室内干净、卫生,在潮湿地区可以防止各种风湿疾病的发生,有助于人体的健康,给人一种清新温暖的良好感觉。目前,市场上销售最多的是电热陶瓷地砖,其种类较多、名称繁杂、各具特点。笔者从热源、结构、生产工艺等方面对电热瓷质砖作初步归纳,并提出一种新型的电热陶瓷墙地砖方案。
这种结构的电热陶瓷墙地砖只适合电热系统,它是将电热元件镶嵌于保温板内,再以粘贴的方式附着在陶瓷墙地砖底面上,使电热元件与外界隔离,起到绝缘、防水防潮、防腐蚀的作用。该结构的最大优势是每块陶瓷墙地砖都是一个独立的发热单元,每块砖都采用并联电路,因此电热陶瓷墙地砖可以各自独立工作,相互之间的影响很小,铺贴施工相对简单。
1 生产内容
1.1 生产设备及材料
本产品主要生产设备及原料均采购自广东省及周边省的生产厂家。
1)采用的主要生产设备有:FLT高压发泡机,水暖恒温机,空压机,模具及其支架,5T冷压机。
2)主要使用材料有:瓷质砖,铝箔胶带,双导硅胶发热电缆,阻燃型聚氨酯硬泡A/B料,耐高温发热主线,防水连接发热支线。
1.2 产品结构
电热瓷砖由高效散热装饰面层(瓷质砖)、发热层(发热电缆)和环保隔热底层(阻燃型聚氨酯硬泡保温板,目前已知最好的绝热材料之一)复合而成,其结构如图1所示。
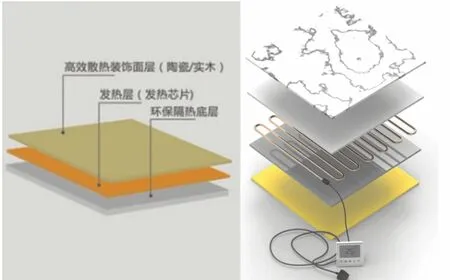
图1 电热瓷砖结构图
1.3 生产工艺流程
电热瓷砖生产工艺流程如图2所示。
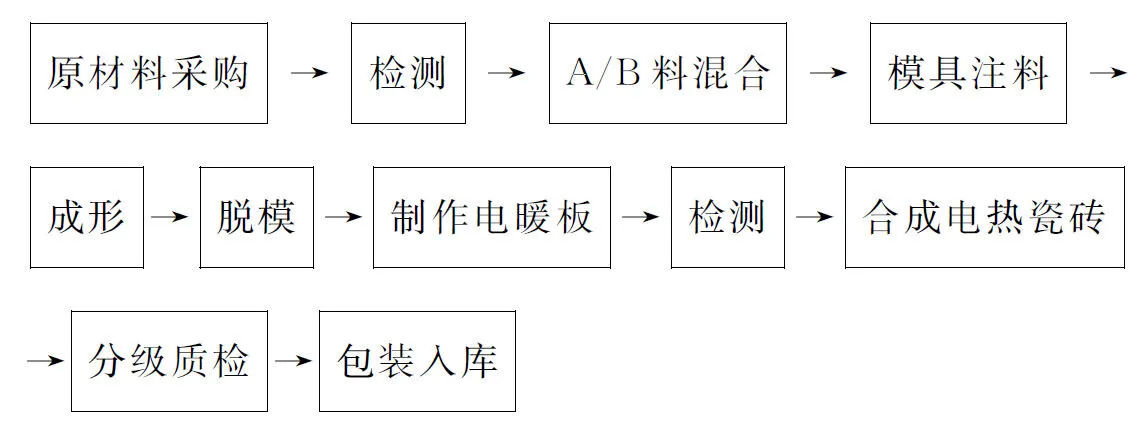
图2电热瓷砖生产工艺流程
1.4 主要生产工艺参数
电热瓷砖主要生产工艺参数如下:
1)原料注射压力:10~12 MPa;
2)聚氨酯A/B料配比:A∶B=1∶1.12~1.30;
3)液压油泵额定压力:21 MPa,流量10 mL/r;
4)液压输出工作压力:16~20 MPa;
5)空气气压压力:0.2~0.4 MPa;
6)高压发泡机内置恒温机温度:20~23 ℃;
7)搅拌时间:5~30 min;
8)空压机输出功率:7.5~8 kW;
9)水暖恒温机温度:30~60 ℃;
10)模具内温度:30~60 ℃;
11)冷压机:5 t。
生产中的A料,又称白料,为聚醚多元醇、发泡剂、催化剂、均泡剂及阻燃剂等混合而成;B料,又称黑料,常为PAPI(聚合MDI)。
2 生产要点控制
2.1 聚氨酯发泡料的要求
作为保温材料直接粘贴在陶瓷砖底部的聚氨酯底板,其生产和应用在国内刚起步。本项目使用密度为80~120 kg/m3中密度硬泡料用于连续化生产厚度在1.0~1.5 cm的硬质保温底板。生产聚氨酯发泡材料所用原料需满足以下要求:
1)满足设备要求,有较好的流动性,工艺可调范围要宽。成形后,保温板能达到75 HD以上的硬度及220 kPa以上的压缩强度要求;
2)选择符合国家环保要求的HCFC-141b发泡剂;
3)选用适合发泡体系的催化剂,可适当延长组合料的乳白时间(亦称流平时间),且后固化快,成品尺寸稳定性良好。如HCFC-141b发泡体系选用T-9与A-33复配后作为催化剂;
4)阻燃性达到B2级及以上。
2.2 高压发泡设备的工艺要求
高压发泡设备通常会设有A、B两组分储料罐,罐内原料温度需控制在20~25 ℃,具体工艺设定视环境情况定。新加入原料时需高速循环15~30 min,以保证原料的均匀性和稳定性。
2.3 模具选择与控制要求
选用合适的模具及相应的夹具。模具应具备一定的强度及刚度,且表面光洁,模纹清晰,排气性能良好,易于脱模。本项目采用开模浇注工艺,当混合料注入模具时,不夹带或少夹带气泡,通常以层流状态进入模具。夹具需能承受发泡压力,且保证制品不变形。
2.4 制作电暖板的要求
此工序为人工流水线作业,仅需要按工艺步骤完成即可,需注意监控发热电缆的布线及铝箔纸的铺贴情况。
2.5 电热瓷砖的合成要求
此工序为电热瓷砖合成的最后一道工序,主要控制要点如下:
1)选择适合的改性聚氨酯胶水;
2)注意打胶位置及胶的使用量;
3)粘合、摆放应整齐;
4)严格按照工艺要求操作。
3 产品性能检测
产品性能检测包括瓷质砖、阻燃型聚氨酯硬泡保温板及发热电缆3个部分。
3.1 瓷质砖
理论上,符合国家标准GB/T 4100-2015《陶瓷砖》各项性能要求的瓷质砖皆可使用。本产品选用瓷质砖主要性能测试结果如表1所示。
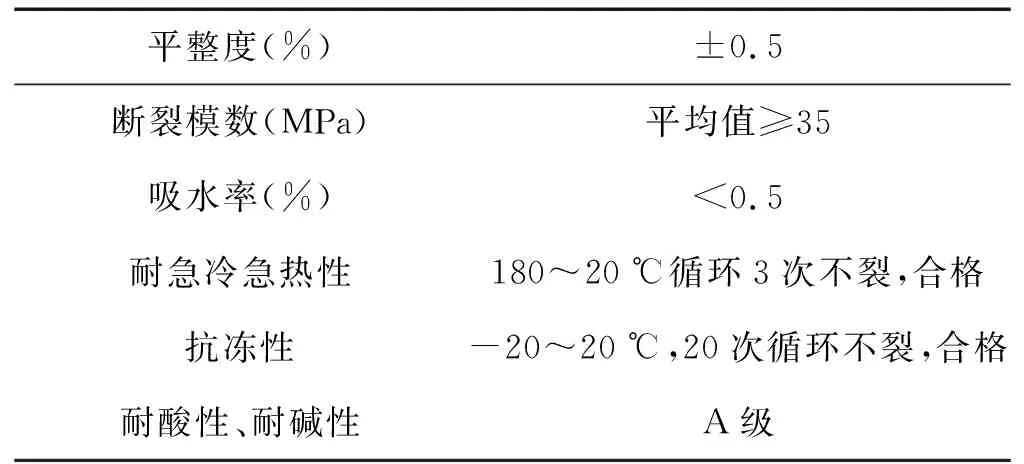
表1 烧成后产品的主要性能指标
测试结果表明,本产品选用瓷质砖各项性能符合国家标准GB/T 4100-2015《陶瓷砖》要求。
3.2 阻燃型聚氨酯硬泡保温板
本产品使用聚氨酯材料参照GB 50404-2017《硬泡聚氢酯保温防水工程技术规范》测试,主要性能指标如表2所示。
测试结果表明,本产品使用的阻燃型聚氨酯硬泡保温板符合GB 50404-2017《硬泡聚氢酯保温防水工程技术规范》的技术要求。
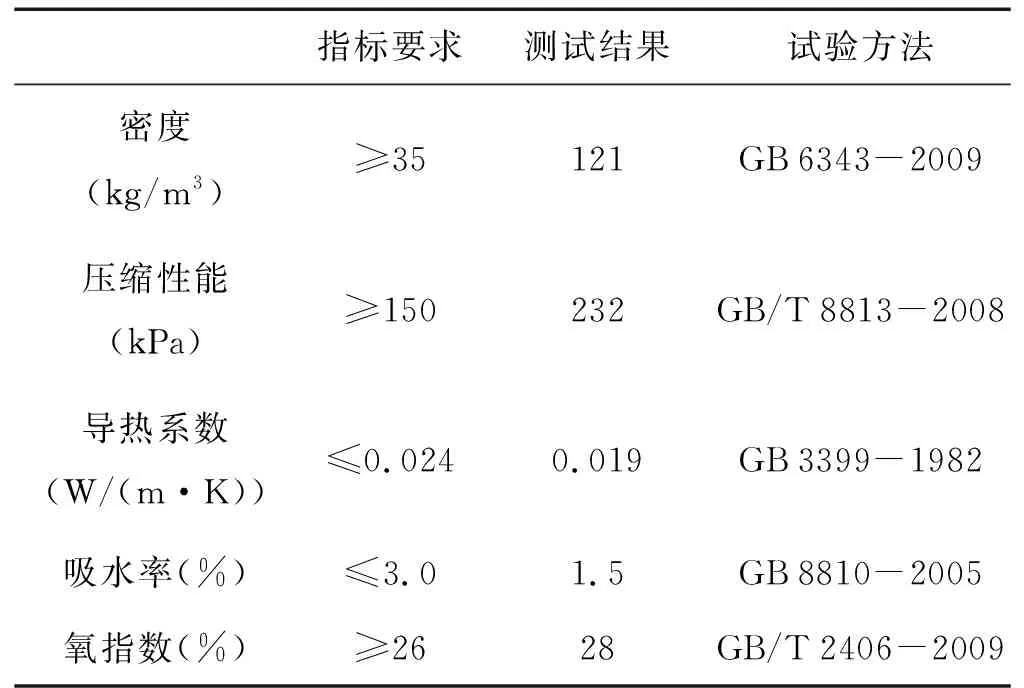
表2 阻燃型聚氨酯硬泡保温板主要性能指标
3.3 发热电缆
本产品选用的发热电缆为国家CCC强制认证产品,各项性能均需满足国家标准GB/T 1234-2012《高电阻电热合金》的相关要求。
3.4 电热瓷砖与其他采暖设备对比
经检测,电热瓷砖相对于其他采暖设备具有一定优势,具体性能如表3所示。
4 结论
1)聚氨酯A/B组合料的配比控制在1.00∶1.12~1.30,可以正常批量生产出符合本产品性能要求的保温底板。
2)使用各项性能指标满足国家要求的组件,可以制得质量优良的电热瓷砖。
3)电热瓷砖在生产工艺方面,具有分段工序明确、操作简单、易于操控、生产稳定及成品优等率高等优点。
4)该新型电热瓷砖具有较大的应用市场和较为广阔的应用前景,笔者对其结构进行详细的分析并对其生产工艺进行了量化统计,对各部分性能检测指标进行了介绍。
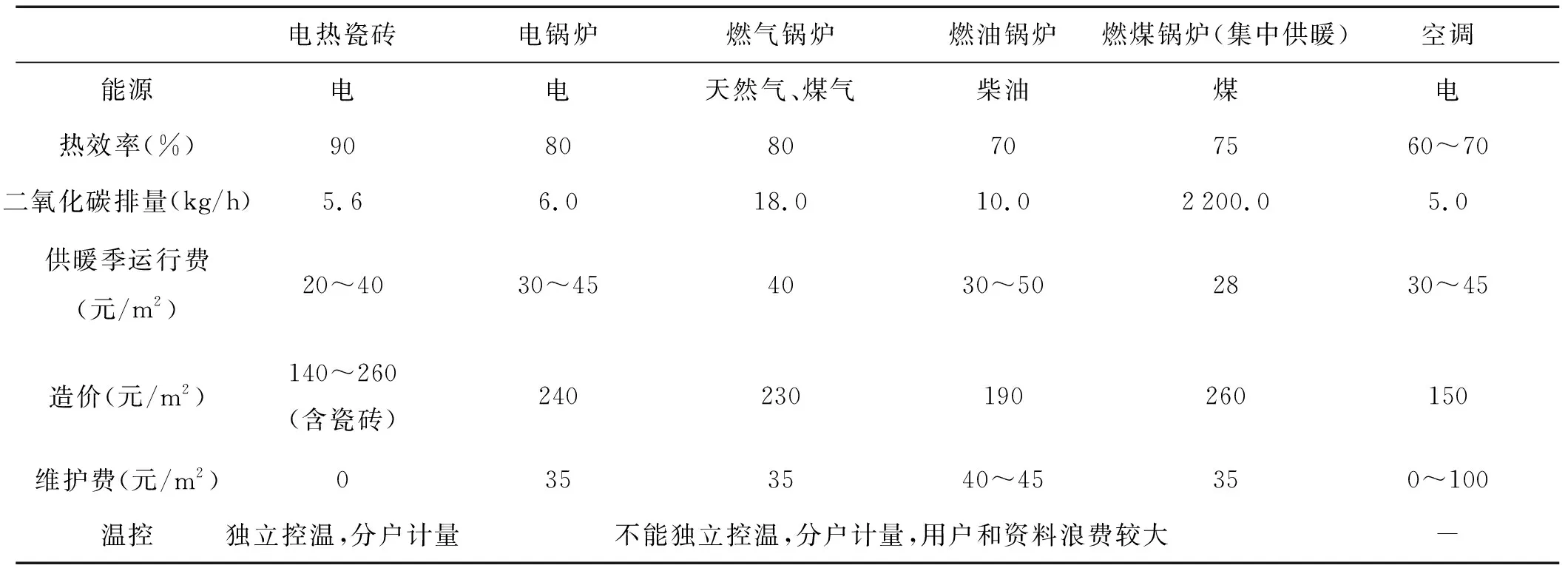
表3 电热瓷砖与其他采暖设备性能对比