6061铝合金在多向锻造过程中显微组织与拉伸性能的演变
2018-07-27,,,,,
, ,,,,
(广西大学1.机械工程学院,2.土木建筑工程学院,南宁 530004)
0 引 言
作为一种常用的有色金属材料,铝合金具有良好的耐腐蚀性能、力学性能和可加工性等,在现代工业中占有很重要的地位。但是,铝合金的强度不高、硬度低、摩擦因数高,且铝合金容易拉伤、难以润滑,从而导致其耐磨性能较差,这在很大程度上限制了其应用范围[1]。由Hall-Petch关系可知,细化晶粒可以有效提高材料的强度与硬度,因此可通过细化铝合金的晶粒来提高铝合金的性能,并拓宽其应用范围。
强烈塑性变形技术[2]可以使材料产生较大的变形量,具有强烈细化晶粒的能力。目前,常用的强烈塑性变形技术主要包括高压扭转法(HPT)[3]、多向锻造法(MF)[4]、累积轧合法(ARB)[5]、等径角挤压法(ECAP)[6]等。其中,多向锻造法不需要特定的装置,工艺简单、成本低且具有制造大块致密细晶材料的潜力,因此可用于规模化生产。目前,国内外学者们已将多向锻造法应用于不同材料,如冉敏等[7]研究了多向锻造工艺对Fe-17Mn-8Cr合金力学性能和阻尼性能的影响;屈啸等[8]通过多向锻造工艺在时效态铝铜合金中获得了超细等轴晶粒,晶粒尺寸可达到0.56~0.71 μm;徐志良[9]对AZ80A镁合金分别进行了多向锻造和等径角挤压,发现多向锻造变形后镁合金的硬度、抗压强度等均优于等径角挤压变形后的。综上可知,多向锻造法是一种实用性强、效果好的晶粒细化方法。
目前,在多向锻造法的研究中,始锻温度不易确定。当始锻温度过低时,铝合金的塑性和流动性不足,空气锤巨大的冲击力会导致其发生断裂;而当始锻温度过高时,即高于400 ℃时,铝合金内部的再结晶晶粒充分长大,不利于其力学性能的改善。现有研究常采用试错法并进行大量的试验来确定合适的工艺条件,但试错法的试验周期长、成本高,而有限元方法利用计算机软件对多向锻造工艺进行模拟,可提高效率、节约成本。为了优化铝合金的多向锻造工艺,作者以工业中常用的6061铝合金为研究对象,采用有限元模拟方法对不同始锻温度下6061铝合金的多向锻造工艺进行模拟,得到了最优的始锻温度,并通过显微组织观察和拉伸性能测试对模拟结果进行了验证。
1 试验方法
试验材料为φ40 mm的T6态6061铝合金棒,化学成分如表1所示。

表1 6061铝合金的化学成分(质量分数)Tab.1 Chemical composition of 6061 aluminumalloy (mass) %
在6061铝合金棒上截取尺寸为φ35 mm×55 mm的试样。对试样进行300 ℃×1 h的固溶处理后水淬,然后在SRJX-8型箱式加热炉中将试样加热到始锻温度,保温20 min后,采用C41-65KG型空气锤在试样的x,y,z3个方向反复翻转锻造,锻造顺序为z方向→y方向→x方向,每个方向上的变形量大约为30%,各方向锻造一次为一次多向锻造,每次多向锻造结束后,将试样重新加热至始锻温度并保温5 min,如此循环4次后水淬。
在锻后试样的中心平行于z轴方向上截取尺寸为10 mm×10 mm×10 mm的金相试样,依次在180#,400#,800#,1500#,2500#SiC水砂纸上研磨和机械抛光后,用质量分数为5%的HF水溶液腐蚀20 s,酒精清洗,电吹风吹干,在Axio Scope A1型光学显微镜上观察显微组织。
按照GB/T 228.1-2010,在锻造前后的试样上截取如图1所示的拉伸试样,采用岛津万能试验机中的光学引伸计进行室温拉伸试验,拉伸速度为1 mm·min-1,测3个试样取平均值,得到应力-应变曲线,分析6061铝合金在多向锻造前后的拉伸性能变化。
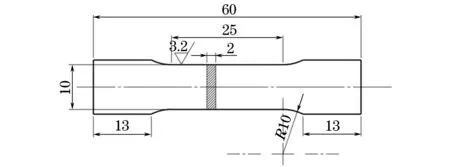
图1 拉伸试样的形状与尺寸Fig.1 Shape and dimensions of tensile specimen
2 多向锻造的数值模拟
2.1 有限元模型的建立
通过Pro/E三维建模软件绘制几何模型,圆柱体试样的尺寸设定为φ35 mm×55 mm,将建好的几何模型和上下模导入到DEFORM-3D软件中,装配好位置,整体模型如图2所示。
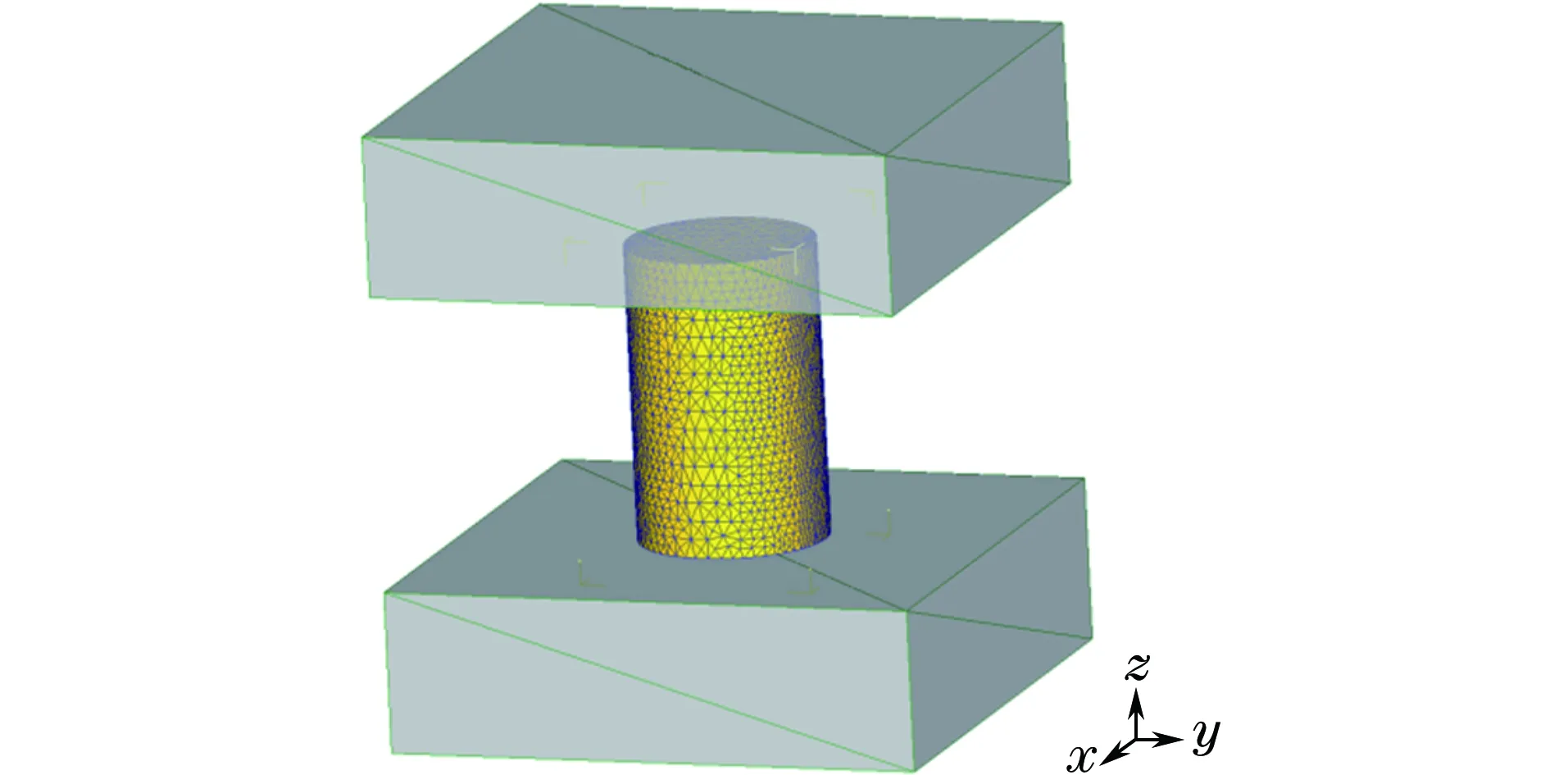
图2 多向锻造的有限元模型示意Fig.2 Diagram of finite element model for multi-directional forging
将试样的材料属性设置为求解效率比较高的塑性体,上下模具均设置为刚性体。采用剪切摩擦方式,试样与上下模具间的接触摩擦因数设为0.3。为了防止挤压过程中的网格畸变并提高运算精度,采用相对网格生成法,即根据网格目标总数及生成后的大单元和小单元的比例自动调整并生成网格。始锻温度分别设置为250,300,350 ℃,模具温度设置为20 ℃,环境温度设置为20 ℃,试验的断裂阈值设置为1.34,断裂单元数目设置为4个。加载的方式设置为锻打,锻造方案与试验过程的相同,当上模具沿z方向下压时,试样的应变速率瞬间达到10 s-1。
2.2 模拟结果与分析
在试样内部zOy截面上取5个追踪点分析其晶粒尺寸变化,追踪点的位置和模拟结果如图3所示。由图3可以看出,当始锻温度为300 ℃,试样原始晶粒尺寸约为50 μm,随着锻造时间的延长,即锻造循环周次的增加,试样不同位置的晶粒在经历不同时长的孕育期后,尺寸先迅速减小,后小幅增大,最后逐渐趋于稳定。由于小角度晶界随着等效应变的增加逐渐演变为大角度晶界,导致动态再结晶速率减小,因此随着锻造过程的进行,晶粒先迅速减小后小幅增大,但循环周次的增加使晶粒进一步缓慢细化,并最终达到稳定。
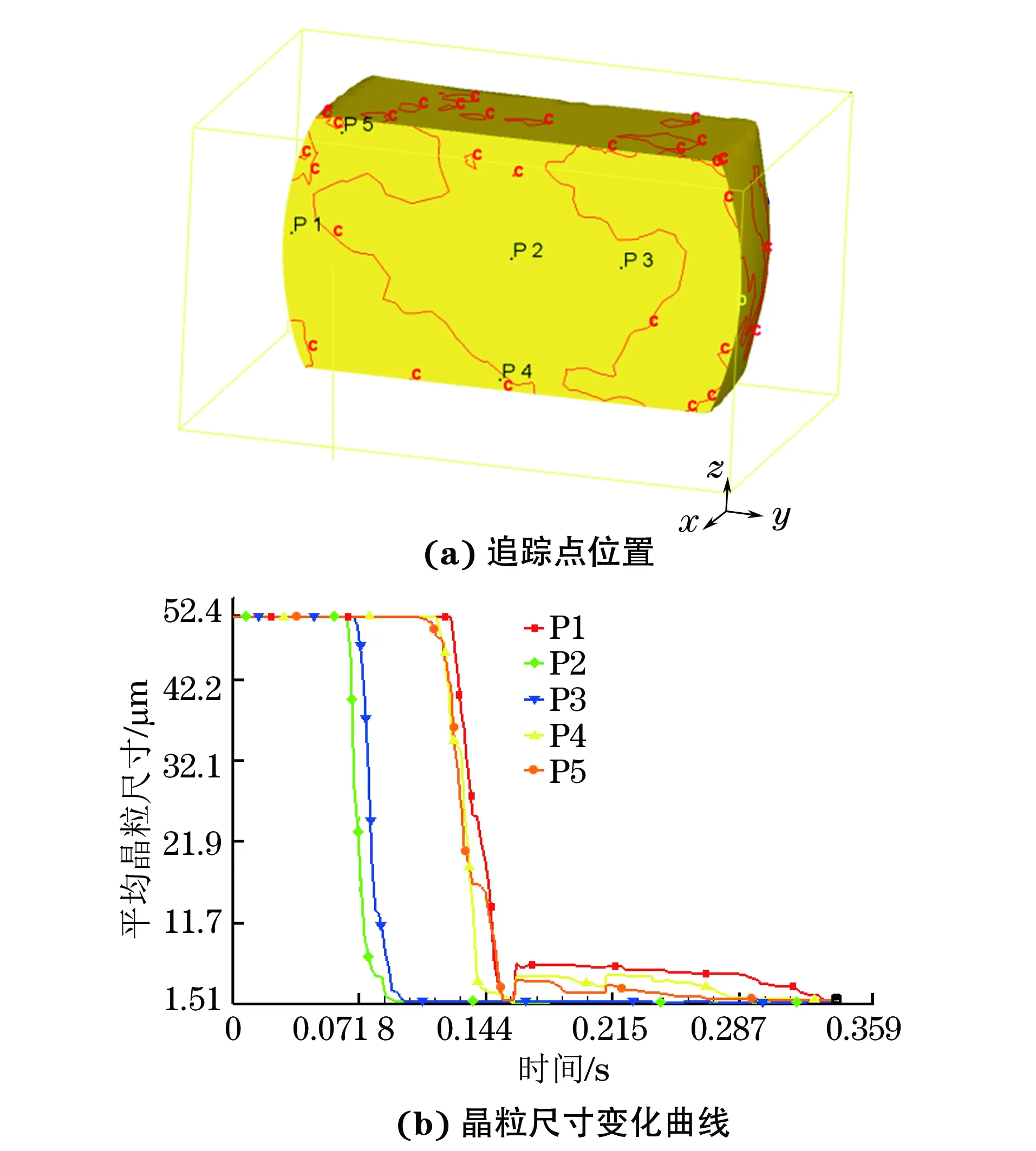
图3 始锻温度为300 ℃时试样zOy截面上5个追踪点的位置及其晶粒尺寸变化曲线Fig.3 Positions of 5 trace points (a) taken from zOy section of the sample and curves of grain size (b) at the initial forging temperature of 300 ℃
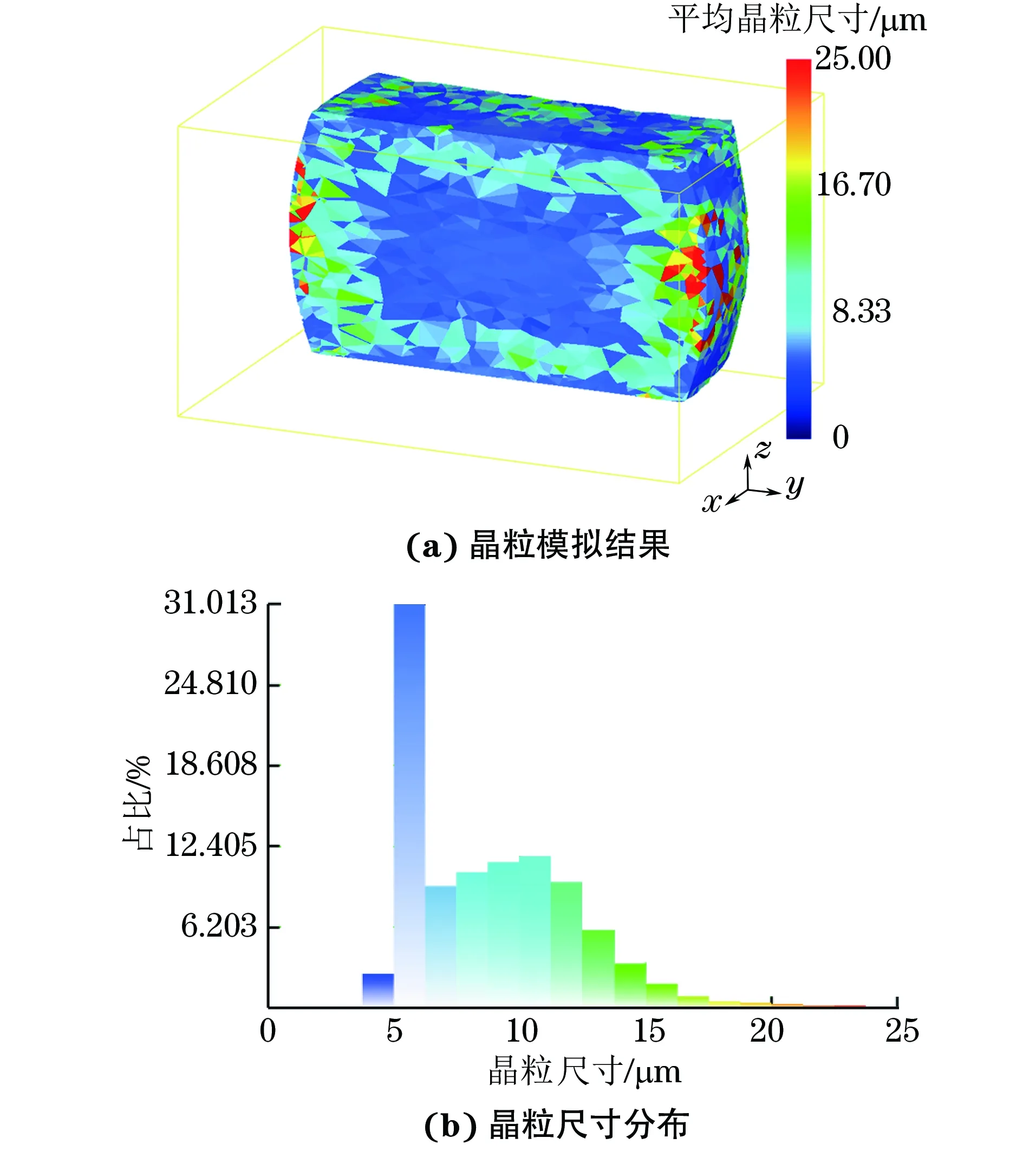
图4 始锻温度为250 ℃时4次循环多向锻造后试样的晶粒模拟结果及晶粒尺寸分布Fig.4 Grain simulation results (a) and size distribution (b) of the sample after four cycles of multi-directional forging at the initial forging temperature of 250 ℃
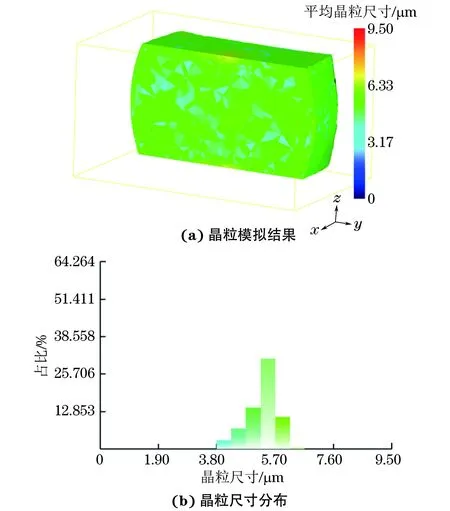
图5 始锻温度为350 ℃时4次循环多向锻造后试样的晶粒模拟结果及晶粒尺寸分布Fig.5 Grain simulation results (a) and size distribution (b) of the sample after four cycles of multi-directional forging at the initial forging temperature of 350 ℃
由图4可知,始锻温度为250 ℃时,多向锻造循环4次后,除少部分应变量不足的边缘区域外,试样大部分粗大晶粒均发生了强烈细化,晶粒尺寸主要分布在5~15 μm,平均晶粒尺寸约为8.9 μm。由图5可以看出,当始锻温度为350 ℃时,多向锻造循环4次后,试样的粗大晶粒发生了强烈细化,晶粒尺寸主要分布在4~6 μm,标准差仅为0.4。
由图6可以看出:当始锻温度为350 ℃时,试样最先发生动态再结晶,始锻温度为300 ℃时的次之,始锻温度为250 ℃时的最晚;始锻温度为300 ℃时,试样的晶粒细化效果最好,晶粒尺寸达到了1 μm甚至亚微米级,即形成了超细晶。因此,6061铝合金进行4次循环多向锻造的最优始锻温度为300 ℃。

图6 不同始锻温度下试样中心追踪点P2的晶粒尺寸变化曲线Fig.6 Curves of grain size of the center tracking point P2 of the sample at different initial forging temperatures
3 试验验证
3.1 宏观形貌与显微组织
由图7可知,在最优始锻温度下锻造过程中,试样保持完整,未发生开裂。

图7 最优始锻温度下多向锻造6061铝合金的宏观形貌Fig.7 Macroscopic morphology of 6061 aluminum alloy after multi-directional forging at the optimal initial forging temperature
由图8可以看出:锻造前,6061铝合金组织中的晶界清晰,晶粒粗大,且大小不均匀,平均晶粒尺寸在40~60 μm,还有少量的第二相分布在晶界以及晶粒内部;经过3次循环多向锻造后,晶粒均匀细化,晶粒间的位错发生重组,第二相开始破碎,这说明6061铝合金已经发生动态再结晶;经过4次循环多向锻造后,晶粒内部和晶界处弥散分布着第二相颗粒,原始粗晶晶界已不存在,晶粒高度细化且均匀分布,部分晶粒尺寸小于1 μm,6061铝合金呈超细晶的组织状态。6061铝合金中弥散分布的第二相会阻碍晶粒的长大,改善6061铝合金的力学性能。综上可知,当始锻温度为300 ℃时,4次循环多向锻造后6061铝合金的晶粒细化效果明显。
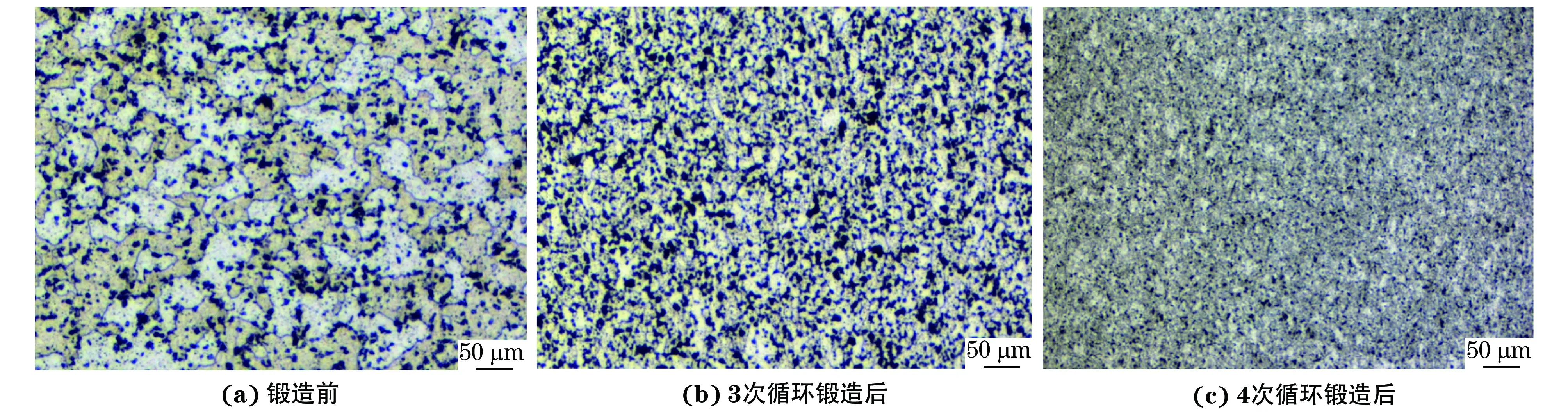
图8 最优始锻温度下6061铝合金多向锻造前后的显微组织Fig.8 Microstructures of 6061 aluminum alloy before (a) and after multi-directional forging (b-c)at the optimal initial forging temperature:(b) three cycles and (c) four cycles
3.2 常温拉伸性能
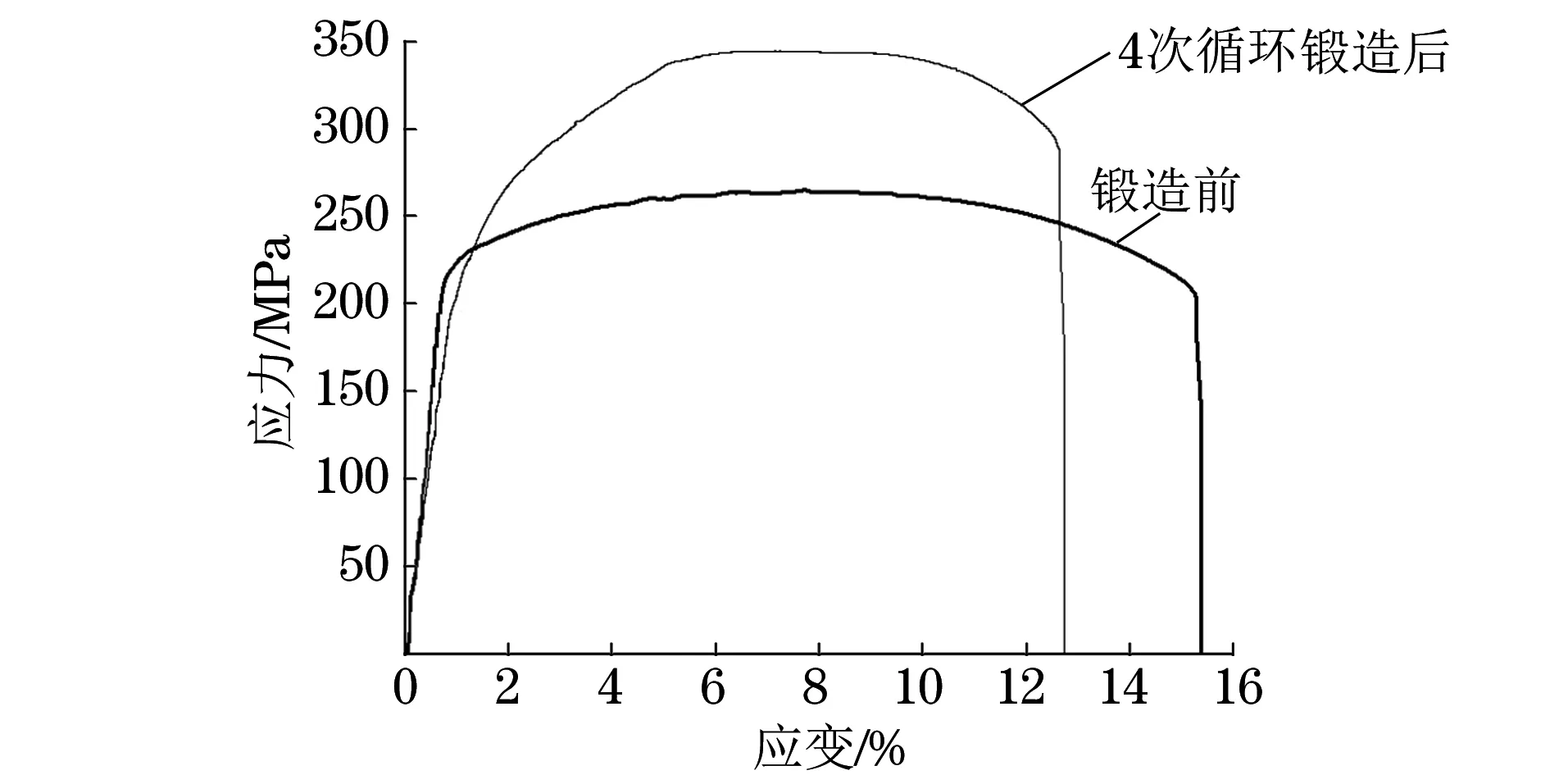
图9 多向锻造前后6061铝合金的应力-应变曲线Fig.9 Stress-strain curves of 6061 aluminum alloy before and after multi-directional forging
由图9可知:锻造前,6061铝合金的屈服强度较低,加工硬化明显,断后伸长率较大;经过4次循环多向锻造后,6061铝合金发生了完全的动态再结晶,晶粒剧烈细化并达到超细晶状态,虽然断后伸长率有所下降,塑性略有降低,但抗拉强度由锻造前的265.33 MPa增加到344.74 MPa。经多向锻造后,6061铝合金的晶粒细化,晶界变多,位错运动受到的阻碍作用增强;随着多向锻造循环次数的增加,应变不断累积,晶粒的细化程度增大,取向差增大,晶界继续增多,对位错运动的阻碍作用继续增强,从而导致铝合金的抗拉强度明显增大,而塑性略有降低:多向锻造工艺可以显著提高6061铝合金的力学性能。综上可知,在由有限元模拟得到的最优始锻温度下,6061铝合金的力学性能得到显著提高。
4 结 论
(1) 有限元模拟得到6061铝合金多向锻造工艺的最优始锻温度为300 ℃。
(2) 在最优始锻温度下,经过4次循环多向锻造后,6061铝合金发生了完全的动态再结晶,晶粒高度细化且均匀分布,部分晶粒尺寸小于1 μm,铝合金呈超细晶的组织状态;6061铝合金的拉伸性能得到显著提高,抗拉强度由锻造前的265.33 MPa增加到344.74 MPa,断后伸长率略有下降。
