7075-T6铝合金摩擦塞焊焊接区域温度场的数值模拟
2018-07-27,,,,
,, ,,
(1.南京航空航天大学机电学院,南京 210001;2. 南京信息职业技术学院机电学院,南京 210023)
0 引 言
摩擦塞焊(friction plug welding)又称为摩擦塞补焊,是一种新型固相补焊技术[1];该技术的基本原理是在待焊工件上钻出一定大小的锥形通孔,将与基体材料相同的焊接塞棒以较高的转速在一定的焊接速度下进入锥形通孔,通过焊接塞棒与焊件之间的相互摩擦使二者连接,然后在顶锻力的作用下,连接处材料的组织更加细小,从而有效保证焊接接头的质量。摩擦塞焊接头的质量在很大程度上受摩擦塞焊焊接区域温度的影响,但是通过试验来研究焊接区域温度场的演变规律具有很大的局限性,通常试验设备很难达到焊接参数要求,虽然可以对焊接设备进行改造,但其成本较大。数值模拟是用计算机程序来求解数学模型的近似解,该技术不受时间、尺寸、温度等的限制,可节约成本,提高效率。数值模拟方法已被应用于摩擦焊接中惯性摩擦焊接和搅拌摩擦焊接温度场的模拟[2-6],并取得了很好的效果。
目前,有关摩擦塞焊的研究主要集中在补焊接头的力学性能和组织方面[7-9],而对摩擦塞焊焊接区域温度场数值模拟的研究很少。为此,作者以7075-T6铝合金为待焊材料,建立了摩擦塞焊的产热模型,在ABAQUS软件中建立焊接区域温度场的有限元模型,对摩擦塞焊焊接区域的温度场进行模拟,并进行了试验验证。
1 试验方法
焊接用塞棒和铝板的材料均为7075-T6铝合金,由昆山市全顺铝材锻造有限公司提供,其化学成分如表1所示。

表 1 7075-T6铝合金的化学成分(质量分数)Tab.1 Chemical composition of 7075-T6 aluminumalloy (mass) %
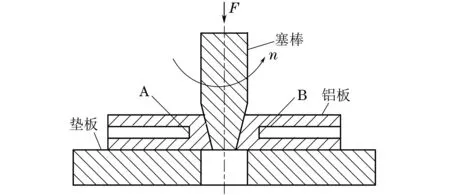
图1 摩擦塞焊过程示意Fig.1 Diagram of friction plug welding process
铝板的尺寸为150 mm×50 mm×5 mm,锥形孔锥度为60°,锥形孔底部直径为10 mm。塞棒尺寸为φ20 mm×100 mm,塞棒锥头锥度为60°,锥头小端直径为10 mm。采用自主研发的摩擦塞焊焊接设备进行摩擦塞焊,主轴转速为3 000 r·min-1,进给速度为120 mm·min-1,焊接时间为15 s,摩擦塞焊过程如图1所示,图中n为塞棒的转速,F为塞棒受到的轴向顶锻力。
在摩擦塞焊过程中塞棒以较高的转速向下进给,当塞棒和铝板开始接触时,焊接过程进入摩擦产热阶段。当摩擦接触5 s后,对塞棒减速制动,制动时间为5 s,整个摩擦产热阶段的时间为10 s;当摩擦产热结束后,保持5~8 kN的轴向顶锻力5 s,停止顶锻,摩擦塞焊结束。
在摩擦塞焊过程中,采用K型热电偶测A,B两处(如图1所示)的温度,将热电偶探头伸入小孔内接触A,B两处,两个测温点到焊接中心轴的距离都为8 mm,且到上下表面的距离也相同,当两个测温点测得的温度很接近时,即认为试验数据可靠,取平均值。
2 摩擦塞焊的产热模型
图2为摩擦塞焊用铝板的形状与尺寸,图中H为铝板厚度,R2和R3分别为锥形孔上下圆的半径,α为锥形孔的锥角。

图2 摩擦塞焊用铝板的形状与尺寸Fig.2 Shape and dimension of aluminum plate for friction plug welding
由圆台侧面积公式可得到铝板锥形孔的表面积为
(1)
基于库伦摩擦定律,在摩擦塞焊焊接过程中,假定摩擦接触面积始终为Ss,接触面上的压力为P,对塞棒进行受力分析可知,其受到向下的力与侧面受到向上的分力达到平衡状态,即

(2)
摩擦塞焊过程中,接触面始终为铝板锥形孔的表面;在该表面上取微单元dS,该微单元在铝板下底面的投影为微单元dΣ,则有
sinαdS=dΣ
(3)
铝板锥形孔微单元受到的摩擦力为
df=μPdS
(4)
式中:μ为摩擦因数;f为摩擦力。
铝板锥形孔微单元受到的扭矩为
dM=rdf=μPrdS
(5)
式中:M为铝板受到的扭矩;r为铝板锥形孔微单元到锥形孔轴线的距离。
铝板锥形孔微单元处塞棒的产热功率为
(6)
式中:W为塞棒的产热功率;ω为塞棒的角速度。
塞棒侧面产热的总功率为

(7)
(8)
3 摩擦塞焊的有限元模型
3.1 几何模型及网格划分
采用ABAQUS软件中的三维实体单元C3D8T对焊接用铝板进行建模,铝板的尺寸为150 mm×50 mm×5 mm;采用结构化网格划分技术,温度变化和变形程度最剧烈的摩擦塞焊焊接区域的网格较密集,温度变化及变形程度较轻区域的网格较稀疏,如图3所示。

图3 铝板的几何模型及网格划分Fig.3 Geometric model and mesh generation of the aluminum plate
3.2 热物理性能参数
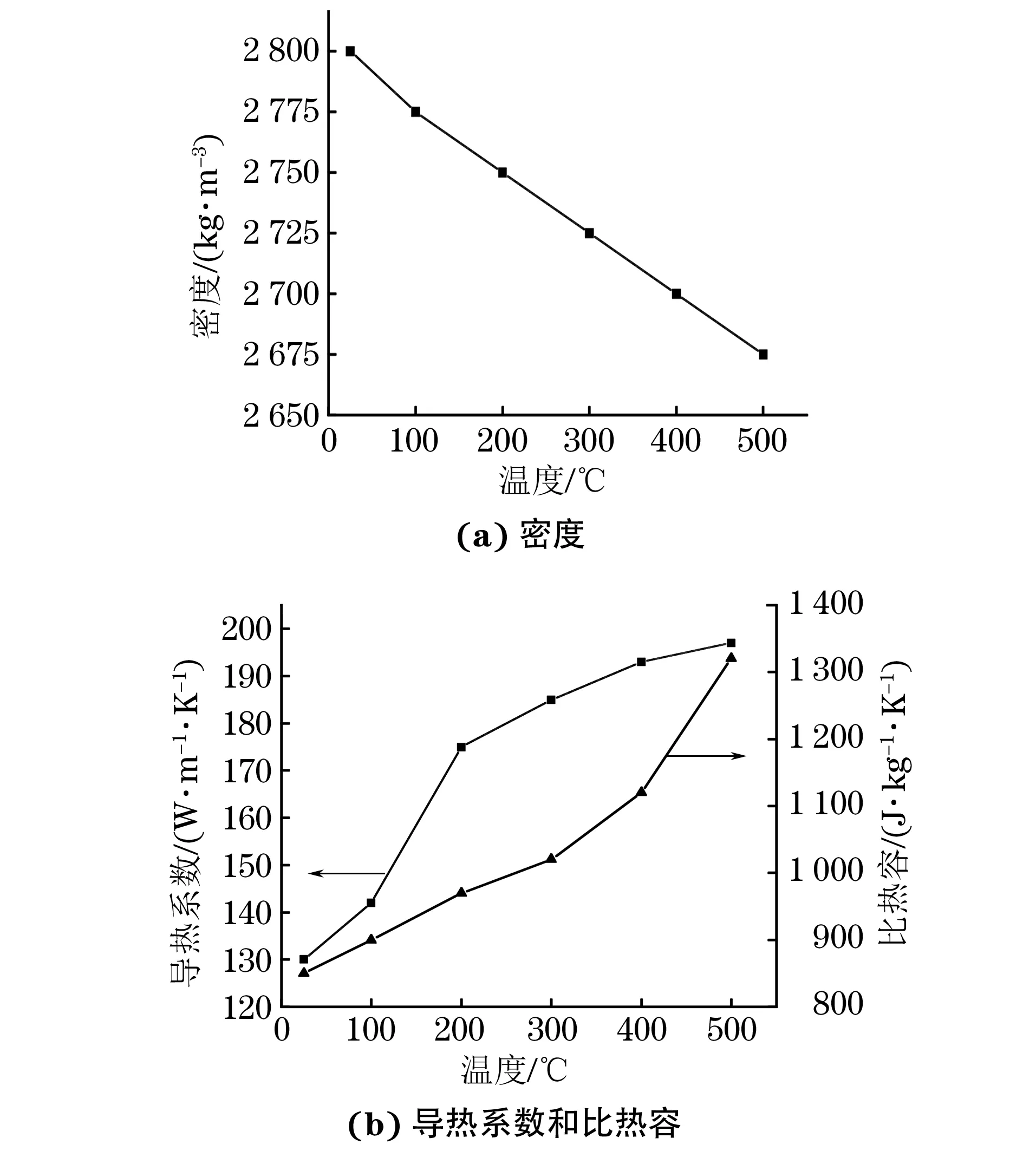
图4 7075-T6铝合金的热物理性参数与温度的关系曲线Fig.4 Relation curves of thermal physical parameters vs temperature of 7075-T6 aluminum alloy: (a) density and (b) thermal conductivity and specific heat capacity
由图4[10]可知,7075-T6铝合金的导热系数、比热容、密度均随温度的变化而变化。7075-T6铝合金的泊松比为0.33,不随温度变化,摩擦因数取0.3。
3.3 边界条件
在焊接开始前,假设铝板和周围环境的温度均为20 ℃,在焊接开始后铝板的温度升高。在实际焊接过程中垫板和夹具都与铝板接触,但是夹具和铝板接触的面积非常小,因此可以忽略二者间的热传导,而垫板和铝板的接触面积较大,垫板和铝板与空气的对流换热系数为30 W·m-2·K-1,铝板和垫板之间的接触导热系数为100 W·m-2·K-1,辐射散热则忽略不计[11]。
3.4 热源的加载方式
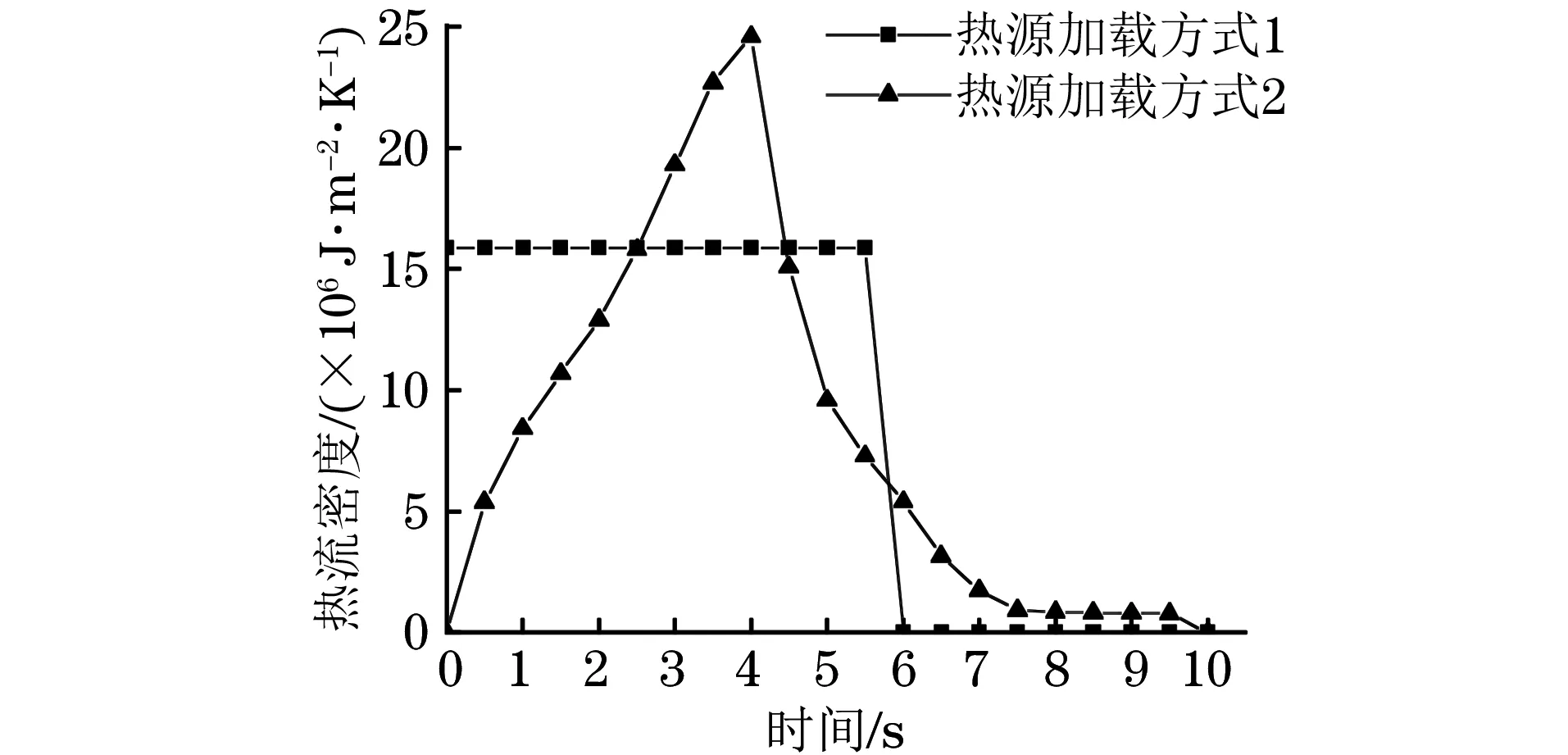
图5 摩擦产热阶段热流密度随时间的变化曲线Fig.5 Change curves of heat flux density vs time in the stage of friction heat generation
对于摩擦塞焊的产热模型,热输入区域为塞棒和铝板的接触面,因此设置该接触面为面热源。采用2种热源加载方式:热源加载方式1是采用稳定焊接时的塞棒转速和焊接顶锻力,分别为3 000 r·min-1,3 kN,来计算热流密度,则面热源上的热流密度为定值;热源加载方式2是采用瞬时焊接转速、焊接顶锻力来计算热流密度,此时热流密度是基于试验数据的且是变化的。
由式(8)得到两种热源加载方式的热流密度曲线如图5所示。
4 结果与讨论
4.1 摩擦塞焊焊接区域的温度场
由图6和图7可知:两种热源加载方式下,焊接过程中焊接区域温度场的变化趋势是一致的;焊接开始后,焊接区域的温度升高,焊接摩擦接触面的温度上升得最快,在焊接过程进行到5 s左右时温度最高,在热传导的作用下,铝板的温度呈以焊接区域为中心并按照一定的温度梯度向四周下降的分布趋势,铝板在长度和宽度方向上的温度梯度明显不同;随着焊接过程的进行,铝板在宽度方向上的温度梯度减小,焊接进行到10 s后,宽度方向上的温度下降梯度几乎为零,但是在长度方向上始终保持着一定的温度下降梯度,这是因为宽度方向的距离比长度方向的短很多,铝板在宽度方向上和垫板因接触所产生的热损失少于在长度方向上的,因此当焊接进行到一定时间后,铝板在长度方向上仍有一定的温度梯度。
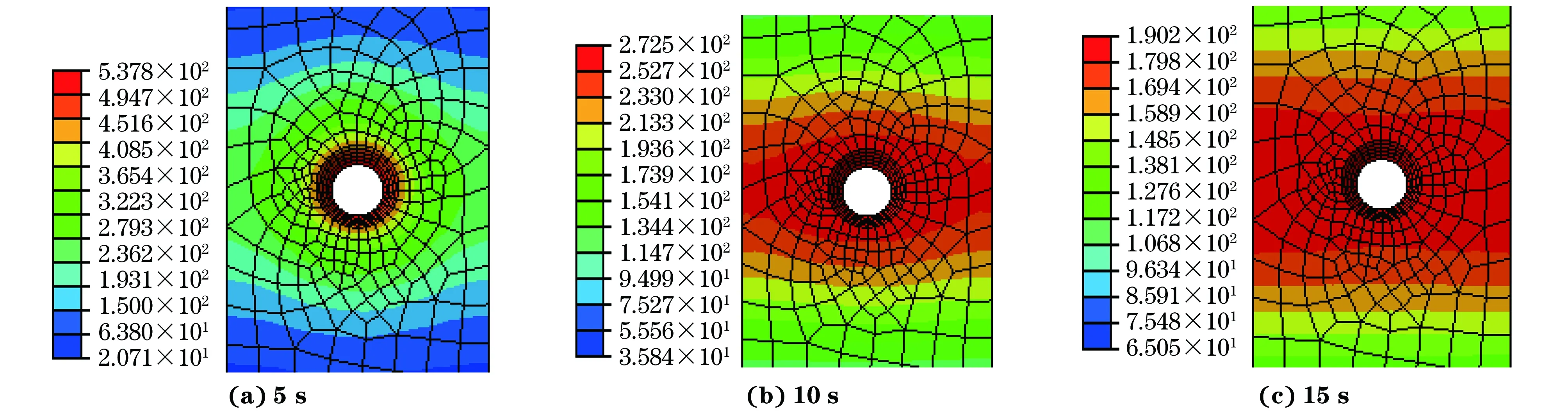
图6 热源加载方式1下不同时刻摩擦塞焊焊接区域的温度分布云图Fig.6 Temperature distribution of friction plug welding area at different times by heat source loading model 1
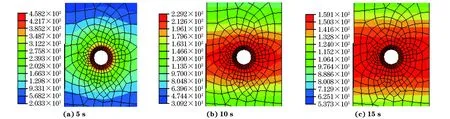
图7 热源加载方式2下不同时刻摩擦塞焊焊接区域的温度分布云图Fig.7 Temperature distribution of friction plug welding area at different times by heat source loading model 2
由图6和图7还可以看出,在相同时刻下,与热源加载方式2相比,采用热源加载方式1得到的铝板上相同位置的温度较高,这是由于在焊接过程中,热源加载方式1下热流密度的曲线和坐标轴围成的面积大于热源加载方式2下的,如图5所示,而曲线和坐标轴围成的面积为摩擦塞焊过程中铝板单位面积上产生的总热量,因此在相同时刻下,采用热源加载方式1得到的铝板相同位置的温度高于采用热源加载方式2得到的。
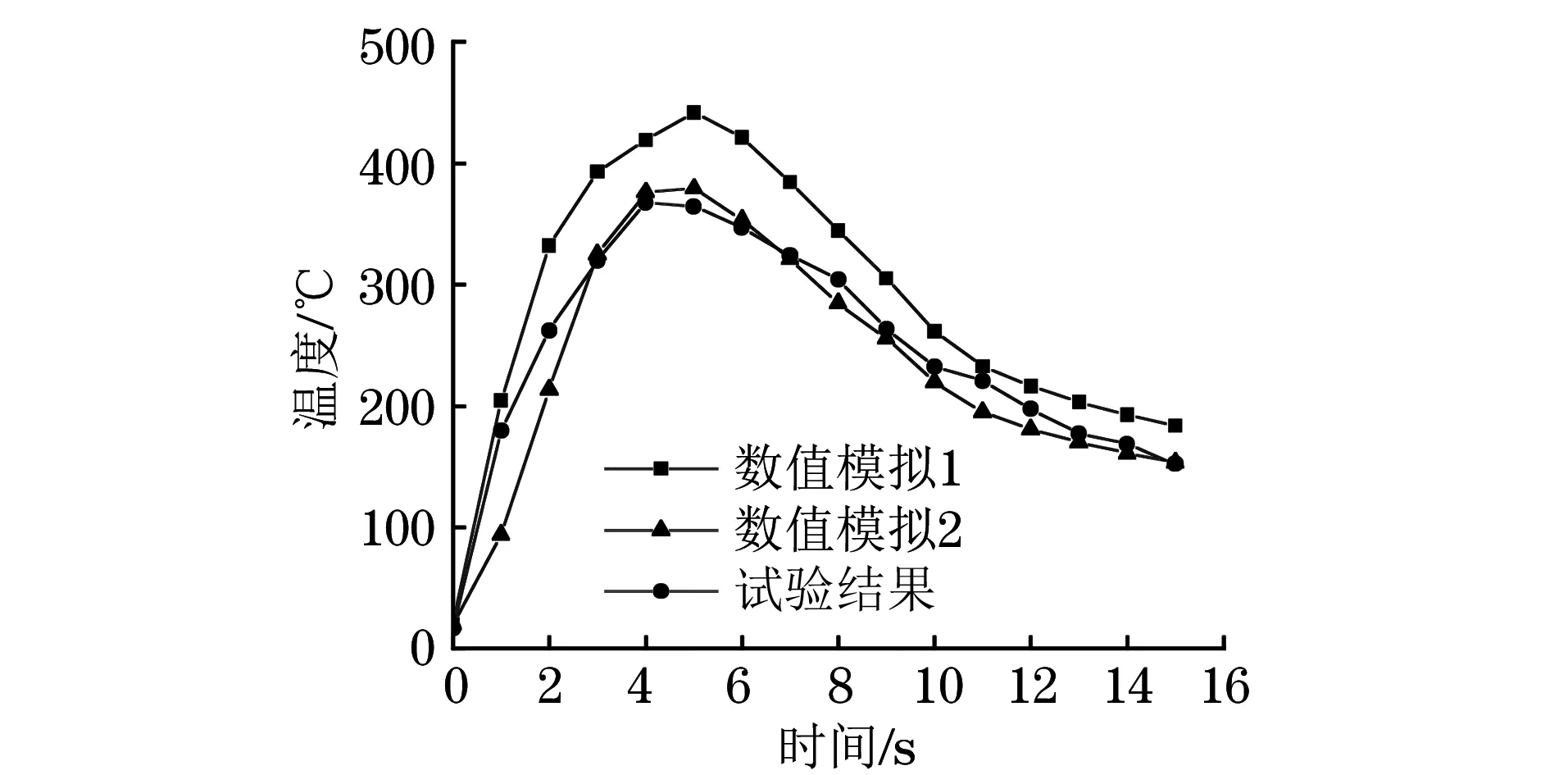
图8 铝板测温点温度的有限元模拟结果和试验结果Fig.8 Finite element simulation results and experimental results of temperature of measured point on the aluminum plate
4.2 试验验证
由图8可以看出,热源加载方式1和热源加载方式2得到的温度变化趋势和试验结果较为一致,但是采用热源加载方式2得到的模拟结果和试验结果的误差较小。热源加载方式1不依赖试验数据,当试验过程中焊接转速和焊接顶锻力在摩擦产热阶段的变化较小时,采用热源加载方式1同样可以得到和试验结果误差较小的结果。综上可知,通过有限元产热模型来模拟铝板摩擦塞棒的温度场是可行的。
5 结 论
(1) 采用热流密度为定值和基于试验数据的热流密度两种热源加载方式得到的7075-T6铝合金摩擦塞棒焊焊接区域的温度场变化趋势是一致的,但在相同时刻下,采用热流密度为定值的热源加载方式得到的温度更高。
(2) 采用两种热源加载方式得到铝板测温点的温度变化趋势和试验结果较为一致,但采用基于试验数据的热流密度的热源加载方式得到模拟结果更准确,和试验结果的误差较小,因此通过有限元产热模型来模拟铝板摩擦塞焊焊接区域的温度场是可行的。