宽厚板抛丸机设备改造与应用
2018-07-27刘军刚李传鹏邢长怀任绪军
刘军刚 李 强 李传鹏 邢长怀 任绪军
(山钢集团莱芜钢铁集团有限公司宽厚板事业部,山东271104)
莱钢宽厚板热处理生产线使用的抛丸机,是德国DISA公司生产的,该设备利用高速旋转的叶轮将铁丸高速地抛向钢板表面,并借助于铁丸的冲击除去钢板表面氧化铁皮,使钢板在入辊底式热处理炉时保持表面清洁,防止辊底式热处理炉辊面结瘤现象[1-2]。
抛丸机上下各5个,共计10个抛头。由于热处理产品宽度规格较多,每个抛头打击的面积固定,因此对于部分宽度钢板,会发生东侧因为少开一组抛头而导致打击丸料较少,影响抛钢质量,导致热处理炉炉底辊结瘤严重[3-4]。由于部分钢板板形较差,抛丸结束后钢板表面残留大量的丸料,需要人工清理,同时严重制约了热处理生产线的生产。
1 设备结构及原理
抛丸机主要部件为抛头、螺旋输送器、大辊刷、预刮板、除尘风机、斗提机等组成。钢板由垛板机吊运到抛丸机上料辊道,钢板在抛丸机前经过提升、靠右后进入抛丸机进行抛丸。丸料通过抛头以80 m/s的速度对钢板进行打击除锈。钢板抛丸完成后,经过翻板进行质量检查。
2 设备优化方案
2.1 宽度检测光栅优化
抛丸机上下各5个,共计10个抛头。按原设计,根据钢板厚度开启抛头数量,依靠抛丸机入口处4个光栅进行检测,其中一组光栅控制4个抛头,2组光栅开启6个抛头,3组光栅开启8个抛头,4组光栅开启10个抛头。热处理钢板宽度规格较多,每个抛头打击的面积固定,因此对于部分宽度钢板,会发生东侧因为少开一组抛头而导致的打击丸料较少,影响抛钢质量。
根据现场钢板情况,对钢板宽度进行统计,具体结果如图1所示。从统计结果可以发现,90%的热处理钢板宽度为2.6 m以下,宽度2.9 m以上钢板仅占4%左右。

图1 热处理钢板宽度统计Figure 1 Statistic width of heat treatment plate
为解决钢板宽度规格多,部分规格钢板因为测宽光栅未触发,导致边部抛丸不彻底,因此我们对抛丸机入口光栅进行了位置优化。光栅优化示意图如图2所示。
优化前后光栅位置如表1所示。经过位置优化后,1号和2号光栅距离西侧位置不变。3号光栅由距离西侧2.9 m处,移动到2.4 m处。4号光栅由3.3 m处移动到2.9 m处。根据热处理钢板宽度统计,光栅位置经过优化后,宽度2.2 m以上钢板开启8组抛头,2.6 m以上宽度钢板开启10组抛头。保证了丸料打击力度,有效解决了边部抛钢不彻底的问题。
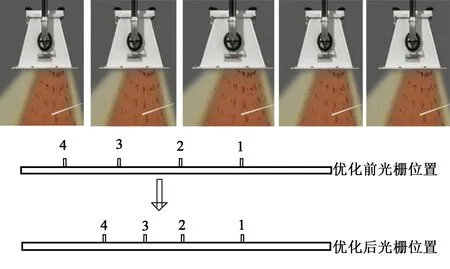
图2 光栅优化示意图Figure 2 Sketch of grating optimization
表1抛丸机宽度检测光栅位置优化(距离西侧)
Table1Positionoptimizationofwidthdetectiongratingforshotblastingmachine(distancefromthewesternside)

光栅1234原位置/m优化后位置/m1.61.62.11.92.92.23.32.6

(a)改造前

(b)改造后图3 光栅改造前后抛钢效果对比Figure 3 Comparison of shot blasting effects before and after grating improvement
检测光栅经过优化后,相同规格的钢板开启抛头数较优化之前有所增加,增加了抛头抛出的丸料数量,保证了丸料打击力度,钢板边部的抛钢效果明显改善,光栅改造前后的抛钢效果如图3所示。图3(a)为改造前抛钢效果,钢板东侧300 mm范围内,由南到北锈迹明显。图3(b)为改造后抛钢效果,钢板边部颜色均匀,无色斑锈迹。
2.2 残余丸料清扫装置优化
抛丸机丸料清扫系统主要包括预刮板和大辊刷,其主要作用是清除残留在钢板上表面的丸料。由于部分钢板板形不平度超标,预刮板和大辊刷无法将钢板上表面的丸料及时清理,导致钢板上表面残余丸料较多,需要人工清理,同时严重制约了热处理生产线的生产。
为保证抛丸后钢板上表面的残余丸料及时被清除,在抛丸机出口处增加了丸料吹扫装置,如图4所示。

图4 抛丸机后吹扫装置Figure 4 Blow unit after shot blasting machine
该吹扫装置总长5000 mm,内径为∅50 mm,外径为∅60 mm。每隔200 mm安装一个清扫喷嘴,喷嘴内径为∅20 mm。现场压缩空气,压力通过该吹扫装置吹扫钢板上表面,将钢板上表面丸料及时去除。利用抛丸机出口的光栅作为检测元件,当钢板头部触发光栅时,压缩空气开始吹扫,当钢板尾部离开光栅时,压缩空气停止吹扫。
3 改造效果
(1) 将宽度检测光栅位置优化后,相同规格的钢板开启抛头数增加,增加了抛头抛出的丸料数量,保证了丸料打击力度,钢板边部氧化铁皮能够被及时抛丸清理,钢板表面光泽均匀,无色斑。
(2) 在抛丸机出口增加吹扫装置后,利用压缩空气将抛丸后钢板上表面剩余的丸料及时清除,降低了劳动量,提高了生产效率。
