轧机装配问题分析
2018-07-27孙亮
孙 亮
(中国一重核电生产部,黑龙江161042)
首先,根据检验大纲及装配的联装方案提前确定以下几点:
(1)根据轧机机架的净重、立装后高度、重量分布确定起吊方案及吊绳吊具的选用。
(2)根据轧机机架的高度、装配场地天车的高度、轧机底部管路的轮廓高度确定基础布置的高低。
(3)根据联试件如外接出入口轨道确定基础摆放位置,确保后续有足够的操作空间。
(4)为后续布置基础调整底板水平,需事先将两片轧机底板的宽度加工一致,如底板与轧机接触存在凹槽,需将两片底板凹槽高度加工一致并记录实际数值。
1 轧机机架基础布置
轧机机架基础布置如图1所示,采用适当高度及宽度的方箱,根据装配图,在两片轧机机架的跨度摆放方箱,并在方箱上均布摆放可调垫铁,最后将轧机底板摆放在垫铁上,根据图纸确定底板间距。
摆放底板后,使用水准仪扫描轧机底板的水平并记录。
2 立装轧机机架
通过天车将轧机机架立装至已调整水平的底板,如图2所示。轧机立装后精度测量需检查以下几项内容:
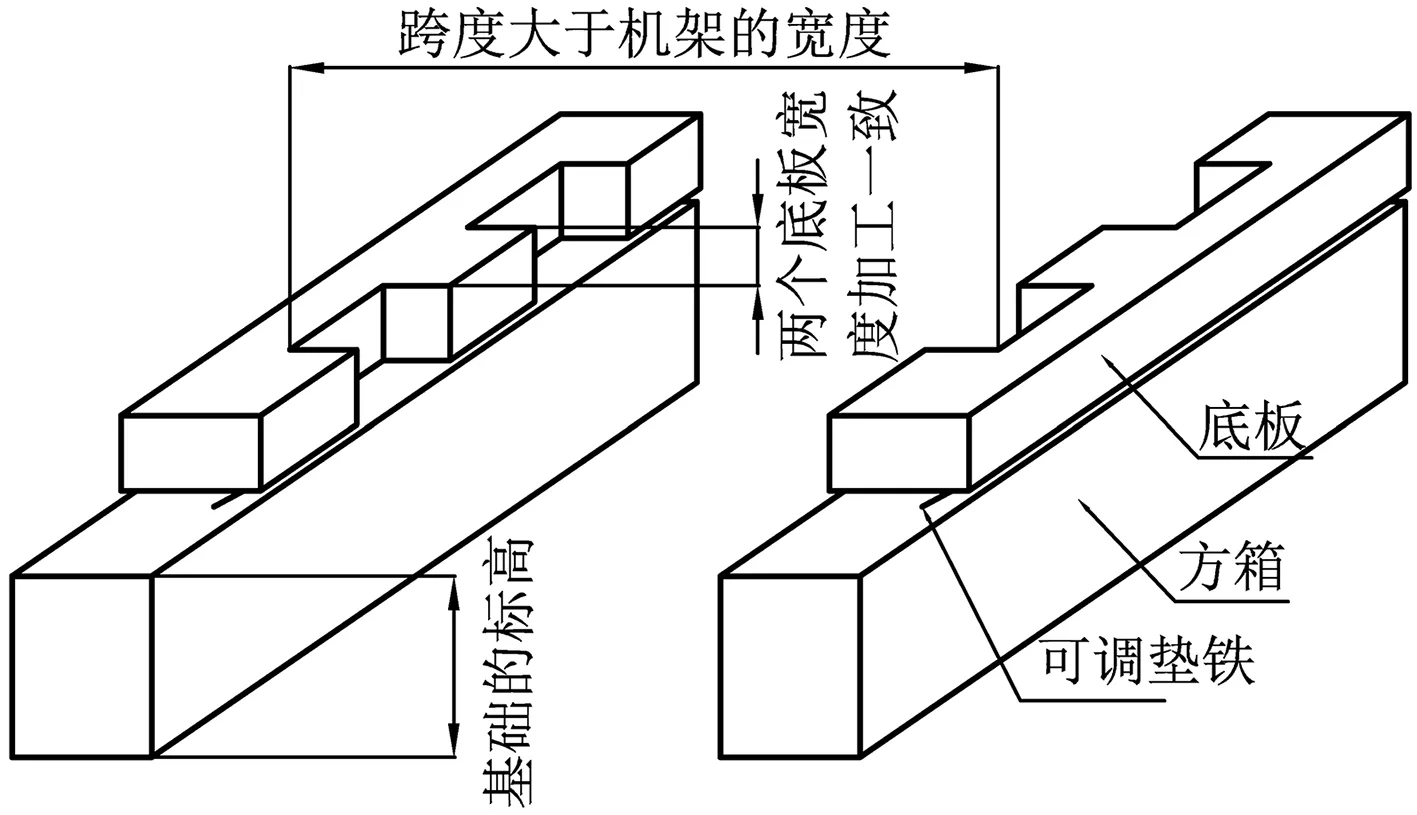
图1 轧机机架基础布置Figure 1 Basic layout of mill housing
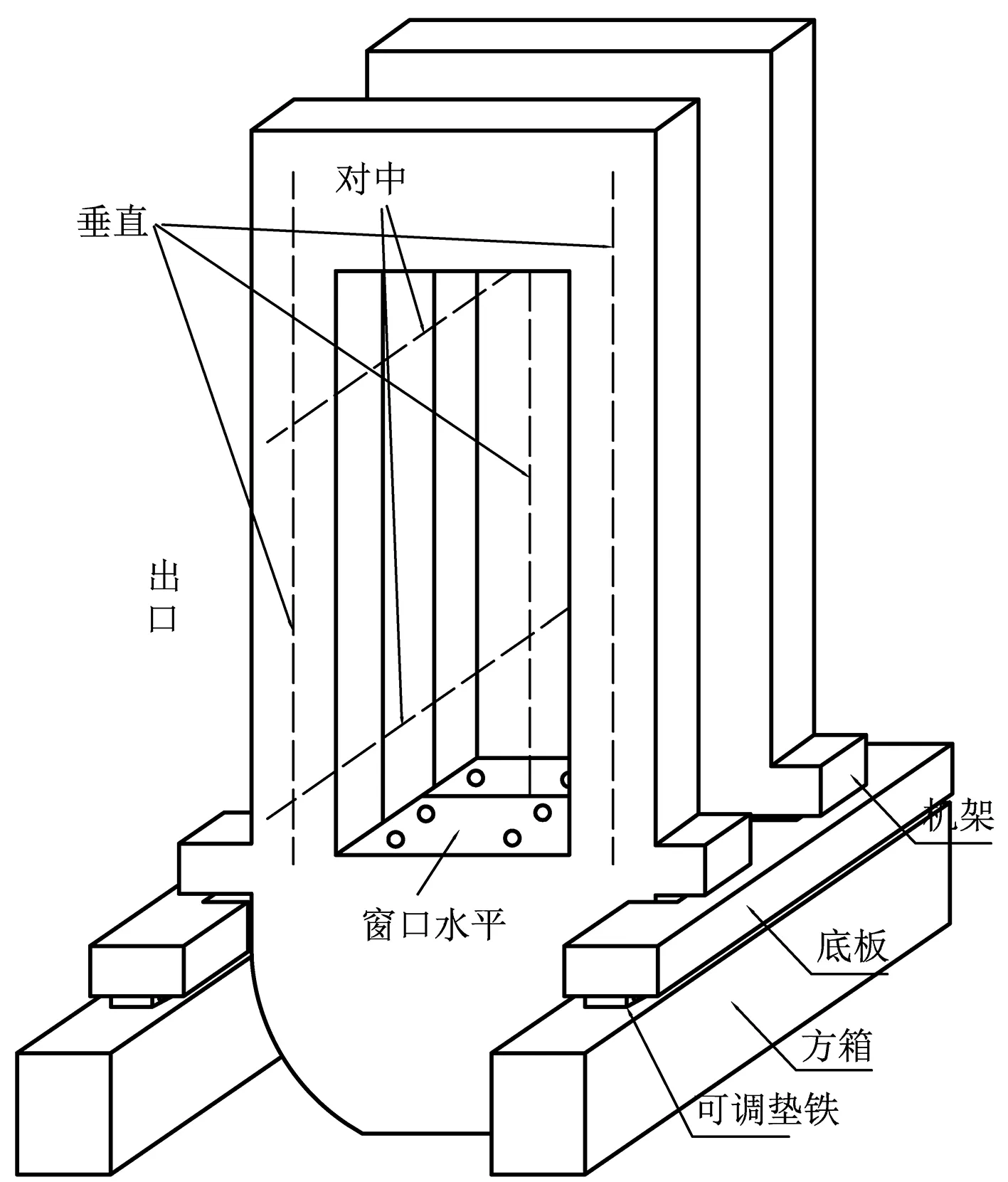
图2 轧机立装后精度测量Figure 2 Accuracy measures of mill after vertical installation
(1)立装轧机机架后底板水平精度恢复情况检查,需重新使用水准仪对底板水平进行测量,并记录数值,如出现偏离,可调节轧机底板下的可调垫铁进行调整。
(2)使用塞尺检查轧机底板与轧机机架之间缝隙,要求0.05 mm塞尺不入。
(3)在轴承座的接触面上悬挂钢线来测量轧机机架的对中情况。
(4)在机架入口侧挂钢线测量机架侧面垂直度。
(5)使用水准仪测量轧机机架窗口底面水平度。
3 轧机装配注意事项
(1)在加工工序中未完全消除机床夹角时,在轧机机架装配过程中,应确保机架窗口垂直,并记录底板此时水平实际数值,在分解前将底板水平实际数值用钢印打在相应底板非接触面上,以便于用户现场根据此数据调节底板水平。
(2)装配过程中,如果发现机架的垂直数据出现交叉现象,并通过调节底板水平仍无法恢复垂直,则可能是由于加工时轧机地脚与窗口的夹角未消除,需尽快返回机床,重新打表检查后修复。
(3)在将各联试件安装至机架后,将各超差的数值进行记录,并在相应的工件上做好标记,以便后续拆开后返修。
(4)如果轧机机架需要返回机床返修,为消除各加工机床之间的误差,需返回原加工机床进行返修。如需整机返修,则先在活动面进行销孔定位,确保在吊运过程中不发生错位。
(5)机架整体返修前,需根据装配提供的数据对工件进行找正,确保两者数据一致,方可进行返修,如数据存在差异,需按装配提供数据进行返修。
4 总结
综上所述,在轧机装配前,需根据检验关键尺寸,先做好准备,减少轧机的返修次数,减少不必要的浪费。
