浅谈渗碳齿轮的金相检验
2018-07-26樊超韩江
樊超,韩江
(宝鸡法士特齿轮有限责任公司,陕西 宝鸡 722409)
引言
齿轮是机械制造中最常见的传动件之一,它具有传动平稳、冲击小、传动效率高等优点。一般齿轮的材质用调质钢即可,对于重载齿轮要进行渗碳淬火工艺来提高它的强度。生产渗碳齿轮的工艺路线为:下料→锻造→正火→机加工→热处理→精加工。齿轮在热处理后要进行金相检测,金相检测是对零件内部材质的分析过程。它也是渗碳齿轮生产过程中的一个重要环节。
1 工艺分析
齿轮零件的材质一般选用低碳合金渗碳钢,如 20Cr MnTi、20CrMnMo、20CrNi3等,此类材质含碳量在0.2%左右,经过渗碳工艺后表层含碳量能达到0.8%~1.0%,从表层向里,含碳量逐渐降低,大约到距表面1.5mm左右位置,含碳量接近原始材质。渗碳零件在淬火后表面能得到高碳马氏体,心部得到低碳马氏体,因此齿轮的表面有高的硬度耐磨性,而心部保持良好的韧性和足够的强度。
齿轮零件渗碳淬火后的金相检验包括为质量把而进行的质量检测和为工艺分析而进行的金相分析。
2 制样
齿轮类零件在进行金相检验前应进行金相试样制作,首先是切割取样,取样可用气割、砂轮切割等方法,但最好的取样方法是采用线切割工艺。检测渗碳淬火试样应在齿轮上纵向切割取样,为保证能保留完整的齿形,应切下两个齿,齿根往下还需留 2mm的余量。取下的样品再从齿宽中部横向切割,一分为二,选其中端面平整的一个试样进行制样、检测。制样应经过磨平、粗磨、细磨和抛光,磨制好的试样应清洗干净并用吹风机吹干。
3 质量检测
3.1 金相组织
将制备好的金相试样用4%的硝酸酒精腐蚀10秒钟,在金相显微镜下观测金相组织,其表面渗碳层组织应该为高碳马氏体和少量残余奥氏体,不合格的金相组织有网状碳化物、粗大马氏、过量的残余奥氏体等;心部应该为板条马氏体,不合格的心部组织有粗大的铁素体。
3.2 表面硬度
齿面是齿轮最重要的工作面,因此测试表面硬度应在齿面上进行,由于轮齿的结构形状限制,被测表面和支持面都不是平面,因此不能直接测试,需要对试样进行细致的测量、切割、等复杂的制样过程,使被测面与齿面测试力的法线平行,制样难度大,不便于实施,因此,齿轮的表面硬度一般在其它表面进行替代测试,如轮齿的端面,如果齿顶较宽,也可以在齿顶进行测试。表面硬度测试一般用洛氏硬度计。渗碳淬火、回火后的零件及试样表面硬度应该在 HRC58-63之间算合格品。
3.3 心部硬度
渗碳淬火试样的心部硬度也是采用洛氏硬度计 HRC标尺进行测试。测试前将试样的测试面和背面在抛光机上轻轻地抛磨,以去掉表层的残质及边缘的毛刺。心部硬度的测试位置在齿形中心线上,齿高二分之一处进行,低碳钢渗碳淬火后的心部硬度一般为HRC30-45。
3.4 有效硬化层深的测试
将制作的金相试样测试面进行细致抛光,不进行任何腐蚀,放在显微硬度计工作台上,采用加载1Kg力进行硬度测试,从试样的边缘开始,每隔一定距离测试一个硬度值,记录测试距离及硬度值,直至硬度值低于标准所规定的有效硬化层深临界硬度值,便可停止测试,然后用插入法计算出有效硬化层深度值。有效硬化层深的测试位置在齿形试样的齿面中部进行测试,测试面垂直于试样表面。
除此之外的其它检测项目,如碳浓度、硬度梯度、非马氏体可依据相关图纸、标准及技术要求进行检测。
4 金相分析
渗碳件的金相检测,不仅是产品质量把关的质量检验。在实际生产中还担负着热处理工艺分析、设备调试、参数调整等重任。在渗碳过程中由于工艺不当或设备故障最容易出现渗碳层不足的缺陷。
4.1 试样退火
为检验齿轮零件的渗碳情况,实验室采用对渗碳、淬火试样进行等温退火获得平衡组织进行显微观测。其方法为将试样放入装有硼砂的试样盒内,在电阻炉中等温退火,在860度加热至心部,然后再降温至650保温一个小时,随后降至室温。对退火后的试样进行重新磨制,首先对检测面磨下去2mm以上,再进行精磨和抛光,最后用4%的硝酸酒精腐蚀10秒钟并吹干,进行检测。
4.2 金相组织分析
在显微镜下观测制作好的试样,正常的渗碳组织从表面到心部为:渗碳体+珠光体 珠光体 珠光体+铁素体,其中渗碳体+珠光体叫过共析层,珠光体+铁素体叫亚共析层。非正常的渗碳组织其渗碳层中从表面到心部都有铁素体的析出,参考Fe-C合金相图共析点分析,说明其渗碳层亚共析金相组织,最高碳含量低于 0.77%,全部渗碳层都达不到共析点的碳含量以至于渗碳层中没有过共析层,这种情况叫做渗碳亚共析。亚共析渗层在淬火后达不到要求的硬化层深和表面硬度,降低零件的耐磨性和疲劳强度。通过对亚共析组织的金相分析,技术人员可以判断渗碳过程的不足之处并制定出合理地返修工艺。
4.3 亚工析分析
根据亚共析严重程度可分为四种情况,第一种:从试样表面开始析出少量铁素体,到渗层中部时铁素体量逐渐增多,它反映了零件表层碳含量偏低,这是亚共析最轻微的一种情况;第二种:从试样表面开始析出零星铁素体,向里逐渐增多,直至心部组织,它反映了零件渗碳层碳含量偏低,第三种:从试样表面开始析出大量铁素体,向里逐渐减少,大约到1/3层深处铁素体析出量逐渐增多,直至心部组织。它反映了零件表层碳含量严重偏低;第四种:从试样表面开始析出大量铁素体,向里逐渐增加,直至心部组织。它反映了零件整个渗碳层碳含量严重偏低,是最严重的一种情况。
如下图示意:
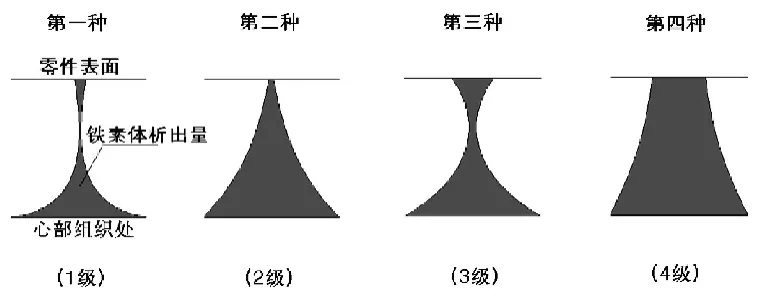
图1
这四种情况分别反映出渗碳过程的四种不足,第一种情况反映渗碳扩散期碳势不足;第二种情况反映渗碳强渗期碳势不足;第三种情况反映整个渗碳过程碳势偏低;第四种情况反映渗碳强渗期碳势严重偏低。
针对亚共析的不同严重程度,对亚共析组织定出以上四个级别,大大有利于技术人员对渗碳工艺过程的分析和制定零件返修措施。
5 结语
本文讲述了渗碳齿轮金相检验的基本情况,实际生产中具体的检测项目和方法还必须按照相关的国家标准、企业标准和产品技术要求,对金相组织的级别进行评定,对检测结果进行判定。
