发动机主油道锥堵泄漏问题研究
2018-07-26韩珍沈杰魏浩波
韩珍,沈杰,魏浩波
(上海汽车集团股份有限公司,上海 201804)
引言
漏油是发动机疑难问题之一,而锥堵主要用来密封发动机主油道工艺孔[1],一部分锥堵的安装位置在发动机外部可见区域,其漏油会导致客户抱怨。本文针对锥堵漏油问题,从密封原理,设计分析,生产工艺等方面进行分析研究,并提出了解决方案。
1 问题描述
锥堵在开发过程中,早期并未发生泄漏,后期出现泄漏,更换密封胶和增大扭矩后得到解决,但是后续又产生了泄漏问题,在气密性检测时,少量数据超过限值,在后续测试中发生漏油现象。由此可见,需要找到根本原因才能解决锥堵漏油问题。
2 原因分析
2.1 工作原理
锥堵配合密封有两种形式:直螺纹孔/锥螺纹堵塞,锥螺纹孔/锥螺纹堵塞,其工作原理是相同的,本文以直/锥配合为例来进行分析。
锥堵装配在铝合金的直螺纹安装孔内,锥堵表面有预涂胶,直螺纹孔/锥螺纹堵塞配合的密封原理:
(1)锥堵材料比铝合金硬,锥堵A截面[2]的螺纹中径和大径尺寸对应内螺纹尺寸,B截面的螺纹中径和大径尺寸均大于内螺纹对应尺寸,在安装过程中,锥堵螺纹与内螺纹孔啮合,与内螺纹基体干涉,内孔材料受到挤压变形,从而填充螺纹副之间缝隙,在A面和B面之间区域达到密封效果(见图1);
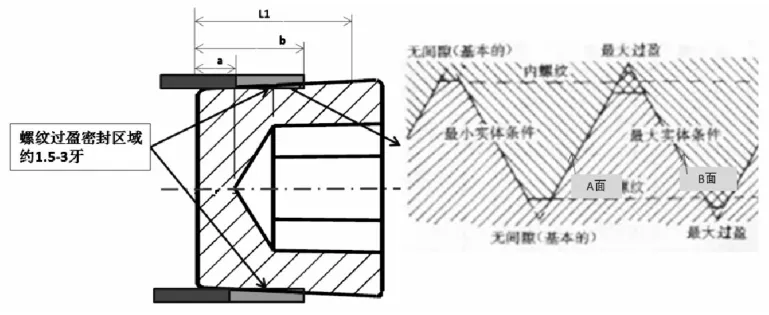
图1 锥堵密封原理[3]
(2)60°螺纹本身具有自锁和自密封功能;
(3)预涂胶密封,在两个挤压的金属面之间最大间隙内填充,来完成密封功能,若间隙过大,则无法实现密封功能。
2.2 密封尺寸分析校核
锥螺纹应满足标准定义的参数要求,锥度1:16,在有效螺纹长度L1范围内,螺纹应满足在A和B参考面上的尺寸(见图2):
大径,中径,小径,牙高。

图2 锥螺纹尺寸要求[4]
按照标准定义,会制作环规来进行螺纹检查,此项检查针对的是螺纹中径和60°牙型,未能检查牙高和大径尺寸[5],因此,在满足环规要求下,堵塞依然产生了泄漏问题。
针对问题堵塞,进行了剖切检查:
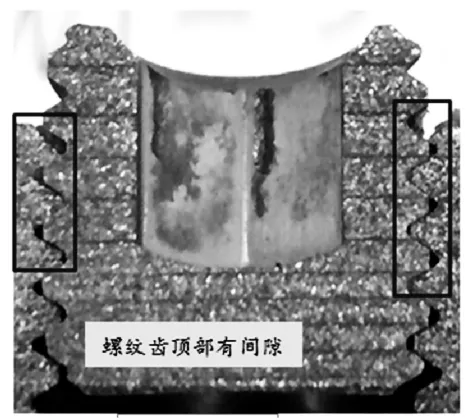
图3 产生泄漏的堵塞
从图3可以看到,由于堵塞螺纹大径不足,未能挤压铝合金内螺纹底部基材变形,产生较大缝隙,密封胶在此处填充失效,螺纹大径处的缝隙形成一个螺旋上升的管道,机油从此管道泄漏;而小径处的铝合金材料薄弱,变形充分,缝隙较小,预涂胶起到密封作用。
因此,控制螺纹的大径、中径、牙高这三个关键尺寸,配合密封胶,可以起到密封效果。
早期采用加大扭矩+更改预涂胶措施,其实是挤压缸盖孔螺纹变形程度,填充了螺纹大径不合格导致的缝隙,使用粘接性能更强的胶来填充缝隙,来保证通过缸盖气密性检测。
2.3 凸出高度分析校核
锥堵装配后,外侧可能会有零件,会产生干涉,需要计算锥堵凸出安装孔端面的高度。
图4中,堵塞整体长度C,凸出安装孔面高度为J,锥堵B面的螺纹尺寸与直孔的螺纹尺寸一致,此处装配位置理论上是贴合的,因此凸出高度J=C-B(此处应考虑公差),而锥堵打扭矩后,会继续下降一定高度,因此,锥堵实际凸出高度是可以控制在一定范围之内。
另外,锥堵拆卸后,直螺纹孔受到的安装应力大部分释放;复装锥堵时,内孔中受挤压的螺纹并非前一次挤压过的螺纹,而是下面未曾参与过盈挤压的螺纹,相当于首次安装锥堵,对螺纹孔的破坏风险低,而复装后,锥堵将低于之前的安装高度。但是锥/锥配合不建议复装,需根据实际情况判断。
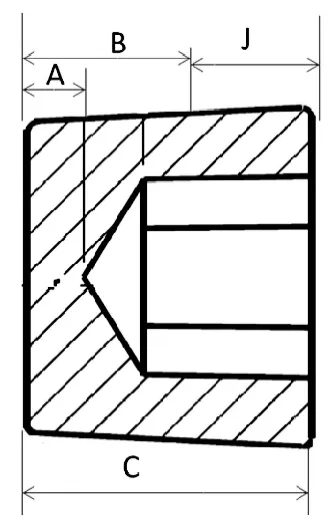
图4 锥堵凸出高度分析
2.4 应力分析校核
由于铝合金铸件会预留锥堵安装孔搭子位置,而机加工螺纹孔后,可能会产生偏心问题,导致螺纹孔壁厚不均匀,安装锥堵后,局部应力集中,可能会产生安装孔极小尺寸方向裂纹问题,会产生漏油问题(见图5):
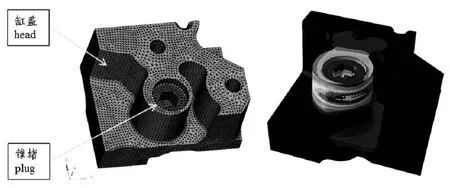
图5 螺纹孔壁厚不均匀
若扭矩不足,锥堵与安装孔接触应力不足(见图6),会产生密封不良问题,有潜在泄漏风险:

图6 锥堵与安装孔接触应力不足
本文堵塞的CAE分析都满足密封要求,实际也未产生破裂和扭矩失效引起的漏油。
3 解决措施和验证措施
针对大径和牙高尺寸不到位情况,将堵塞机加工工艺调整如下:

表1 三种机加工序比较
由于本文锥堵采用内六角设计,节省了重量和尺寸空间,但也造成堵塞壁厚薄,加工外螺纹的OP30工艺中,会导致薄壁处内凹变形,导致螺纹大径尺寸不合格,临时措施采用内六角孔内插入芯棒,搓丝时,螺纹大径和牙高能够保持较好的形状,气密性检测也验证了此更改有效,确认控制大径和牙高尺寸,是减少泄漏的有效途径。因此,在此基础上继续调整螺纹加工工艺,改为滚丝工艺(见图7),螺纹尺寸调整到位后,气密性检查控制在1%内,问题解决。
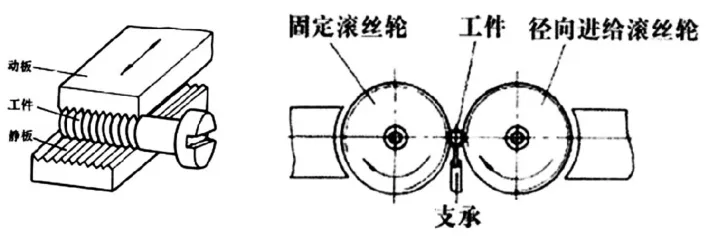
图7 搓丝和滚丝工艺
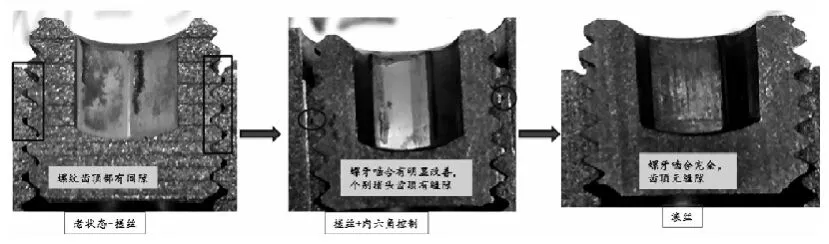
图8 改进螺纹加工工艺效果
工艺调整期间,螺纹配合情况见图 8,可以看到随着工艺改进,锥堵对铝合金基材的挤压越来越充分,密封效果越来越好。使用滚丝工艺的锥堵,装配后有三个螺牙参与挤压和密封。
4 结束语
(1)通过剖切安装状态的漏油堵塞,找到漏油点,据此查到关键控制参数:大径和牙高,从而确认堵塞密封的原理在于锥堵螺牙挤压铝合金孔的基材,产生干涉和变形,铝合金材料填充螺纹副之间的空隙,达到密封效果,密封胶只能在间隙较小的贴合面之间产生辅助密封效果。
(2)通过调整螺纹加工工艺,从搓丝改为滚丝,零件尺寸调整到位密封问题解决。
(3)锥堵上的螺纹比较特殊,不仅要控制中径尺寸,还须控制大径和牙高尺寸,因此,除了使用环规检查中径尺寸,还须投影法检查两个参考面上的大径和牙高尺寸,才能保证密封有效性。
(4)应用仿真软件对锥堵安装进行动力学分析,模拟锥堵安装后的偏心和应力分布,为锥堵失效分析提供了有力的数据支撑,快速验证了安装扭矩的可靠性,快速有效,具有很强的实用性和经济型。并对堵塞设计分析有很好的指导性作用。
(5)螺纹机加工设备需要定期保养,避免设备磨损导致的螺纹失控。
综上所述,本文为锥堵密封失效提供了有效的分析检查方法,能够及时找到堵塞失效的根本原因,为下一步问题解决指明具体的方向,具有很强的指导作用和应用价值。
