3D打印非晶合金材料工艺及性能的研究进展
2018-07-23章媛洁张金良史玉升
章媛洁,张金良,张 磊,李 宁,宋 波,史玉升
(华中科技大学 材料成形与模具技术国家重点实验室,武汉 430074)
非晶合金又称金属玻璃,具有短程有序、长程无序的亚稳态结构特征。固态时其原子的三维空间呈拓扑无序排列,并在一定温度范围内保持相对稳定[1]。这种特殊的组织结构决定了非晶合金特殊的性能。力学性能方面,它有极高的强度和硬度,但弹性模量较低,金属玻璃拉伸时伸长率较小(1.5%~2.5%),但在压缩、弯曲时表现出很高的塑性,表明其在高强度的同时具有较好的韧性。物理性能方面,非晶合金一般具有较高的电阻率和小的电阻温度系数。同时非晶态结构合金自身的活性很高,能够在表面上迅速形成均匀的钝化膜,因此非晶合金具有良好的抗腐蚀性[2-3]。诸多优异的性能使得非晶合金在军工、航空航天、汽车、超导材料及电磁材料等领域得到广泛应用,为材料科研工作者和工业界研究开发高性能的功能材料与结构材料提供了十分重要的机会以及巨大的开拓空间。
目前非晶合金常用的方法是铜模铸造法和粉末冶金法。采用铜模铸造法生产时只能生产少部分玻璃形成能力很强的合金[4],并且熔体易在铜模内壁产生晶化,且凝固后合金呈现出较大的脆性,在生产非晶合金上受到较大的限制;粉末冶金法[5]技术所制备的块体在纯度、致密度、尺寸和成型等方面受到很大限制。总的来说,目前的方法在制备大尺寸形状复杂结构的非晶构件仍存在技术瓶颈,探索一种新的制备非晶合金的方法势在必行。
激光选区熔化(Selective Laser Melting, SLM)和激光立体成形(Laser Solid Forming, LSF)技术同属于3D打印技术,基于分层叠加制造思想,利用高能量激光束将金属粉末逐层熔化并成形为金属零件,集成了先进的激光技术、计算机辅助设计与制造(CAD/CAM)技术、计算机控制技术、真空技术、粉末冶金技术等;与传统的金属成形方法(高速切削、粉末压制、铸造、压力加工)相比,3D打印技术制备的零件具有形状复杂、相对密度高等优点[6-8]。3D打印技术的基本原理为:首先在计算机上设计出零件的三维实体模型,然后通过专用软件对该三维模型进行切片分层,得到各截面的轮廓数据,将这些数据导入快速成形设备,设备将按照这些轮廓数据,控制激光束选择性地熔化各层的金属粉末材料,逐步堆叠成三维金属零件[9-10]。SLM和LSF技术可利用高能量密度的激光束将小体积粉体快速加热至熔化状态,激光束移动熔体快速凝固,加热及冷却速率可达103~108K/s[11],满足大部分非晶材料的形成要求。此外,通过控制输入能量密度(激光功率、扫描速率、光斑尺寸等)可对凝固相的组织形貌进行调控,从而优化工艺,提升产品质量;因此,采用SLM和LSF熔化金属玻璃粉末制造复杂形状的大尺寸块体非晶合金存在巨大潜力。但SLM和LSF过程包含复杂的物理和化学过程,加工时高的温度梯度和热波动等对最终产品有着很大的影响,使得材料出现裂纹孔隙和晶化等组织缺陷,这也是SLM和LSF技术亟须解决的问题。本文将重点综述3D打印非晶合金国内外研究进展及现有缺陷,同时提出解决方法,并指出该领域今后的发展方向。
1 3D打印非晶合金国内外研究进展
1.1 SLM制备非晶合金
SLM技术原理为层叠制造技术,是利用激光束选择性地熔化当前层的粉末,将其堆叠成形出整个零件的技术。目前该技术广泛应用于成形铁基合金、钛合金、镍基合金等晶态合金。现有3D打印成形块体非晶合金的研究也主要采用SLM技术,并且已经顺利成形了支架结构、齿轮结构等小型构件。
图1为Pauly等[12]采用SLM技术,高温熔化铁基非晶粉体制造出的支架结构,证明了SLM技术能够制备出非晶合金部件。但其研究尚未成熟,过高的冷却速率及铁基材料有限的延展性能使得试样出现了微裂纹和气孔等组织缺陷,降低了材料的软磁性能,同时由于原料粉体少量杂质的引入,降低了材料的玻璃形成能力,导致部分晶化现象的出现。由此Pauly提出了通过调整加工参数和合金成分来降低试样表面粗糙度与孔隙率,抑制裂纹产生的方法。随后,Jung等[13]研究了SLM工艺参数对微观组织演变和材料热、磁性能的影响。他们发现试样中的孔隙可分为规则的球形和不规则的钥匙孔形,不规则气孔是熔体的不完全填充造成的,而球形气孔是熔体冷却过快截留在粉末中的气体来不及逸出造成的,采用降低扫描速率或提高激光功率的方法可将孔隙完全消除。而裂纹的产生则是热的激光加工层和温度相对低的底层热量分布不均匀造成的,当熔体快速凝固时,加工层收缩效应将不可避免地导致与已凝固底层的界面处产生较高应力,而金属玻璃较低的延展性和断裂韧性,最终造成了裂纹的产生。Jung等提出通过提高基底温度可以减少熔体和凝固层的温度差,避免微裂纹的产生,并通过对SLM工艺参数的优化,使得试样致密度超过99%,保持了铁基非晶合金优异的软磁性能。但是,基底温度的升高也会导致冷却速率的降低,因此应使用玻璃形成能力高的材料以弥补降低的冷却速率。

图1 铁基非晶三维支架结构[12]Fig.1 Scaffolds of Fe-based metallic glass[12]
西澳大学的Li等对SLM成形非晶合金的组织结构演变和工艺优化做了较为系统的研究。首先,通过不同激光功率的单道扫描,系统对扫描道的致密化、微观组织演变、相变以及力学性能展开了研究[14],发现扫描道的形貌取决于激光束的能量分布及熔池内传导与对流换热的竞争。由于激光能量的高斯分布及热量传输过程,扫描道的不同区域有着不同的热经历,使扫描道间产生组织梯度。激光功率越高热应力就越高,越易产生裂纹,而在非常低的激光功率下没有充足的能量使所有粉末颗粒熔化,导致大量鳞状孔隙产生,这将会降低扫描道的强度也会导致裂纹的产生。在高激光功率下的热波动会造成化学成分分布不均匀,从而造成金属玻璃晶化现象的发生,结晶现象通常发生在热影响区和熔池的边界,通过选择合适的激光功率可以抑制裂纹和晶化现象的发生。这些发现为SLM成形块体非晶合金工艺提供了重要的技术理论支撑。在SLM成形中,基底温度对试样和基底的界面结合起着至关重要的作用[12],因此Li等研究了基底温度对试样和基底界面结合的影响[15],结果显示:在高的基底温度下,熔池的体积增大,材料与基底间的热量传输增强,这保证了熔池边缘得以保持较高的冷却速率,从而避免界面晶化现象的发生,同时也保证了试样与基底间良好的结合能力。此外,Li等通过研究不同扫描参数和扫描策略,指出高的能量密度能够得到高冷却速率,但同时高能量也会破坏熔池中的化学均匀性,因此在SLM成形过程中低的能量密度可以得到具有均匀元素分布的无晶化试样。Li等研究不同扫描策略时发现,多次扫描可以使熔体流动更为均匀,从而得到更均匀的元素分布;因此,可以通过控制工艺参数进而控制锆基非晶相的形成、微观组织和力学性能[16]。对其进行进一步研究,发现非晶合金在过冷液体区域(SCLR,开始于玻璃化转变温度Tg附近)附近具有超塑性,在该区域内残余应力可以通过材料的黏性流快速降低[17]。这是由于Tg小于熔点,所以较低的能量即可将材料加热至SCLR,这样不仅能降低材料的冷却速率,还能将累积的热应力降至最低[18];因此Li等采取重熔法阻止裂纹的产生和长大[19]。第一次扫描将粉体颗粒熔化,第二次扫描采用较低的激光功率消除应力。通过该方法成功制备出无裂纹Al85Ni5Y6Co2Fe2非晶合金齿轮,如图2所示[19]。

图2 Al85Ni5Y6Co2Fe2非晶齿轮图片[19]Fig.2 Photo of an Al85Ni5Y6Co2Fe2 bulk metallic glass gear[19]
1.2 LSF制备非晶合金
LSF与SLM技术相近,同样是采用高功率激光将粉末熔化并凝固成形,也被应用于非晶方面的研究。相较于SLM成形,LSF研究偏向基础的微观结构。
西北工业大学林鑫等将已铸造的锆基非晶合金进行LSF重熔,观察其晶化现象。实验表明,重熔的部分依然为非晶态,重熔4次以后,由于结构弛豫的积累,在热影响区形成Cu10Zr7树枝晶。在LSF成形锆基非晶合金过程时不同热应力导致的复杂微观结构,从熔池到热影响区出现了周期性重复的微观梯度组织(非晶,NiZr2纳米晶+非晶,NiZr2等轴晶+非晶,Cu10Zr7树枝晶+ NiZr2纳米晶)[20]。林鑫等研究了不同粒度粉末在LSF中的晶化规律,当粉末粒度为53~75μm时,重熔区的高温度和长时间可以提高其稳定性,使得重熔区和热影响区无晶化现象。同时,他们采用该粒度粉末制备了5层非晶,其非晶度达到78.7%(体积分数),且晶化现象并没有随着层数增加而严重[21]。
综上所述,利用3D打印技术已成功制造出了具有相对复杂结构的立体非晶合金材料,但试样中气孔、微裂纹和晶化等微观缺陷降低了材料的致密度与使用性能,这些都是3D打印制备非晶合金材料亟待解决的难题。目前部分学者已经开展了相关研究,阐述了裂纹、晶化等组织缺陷的产生原因及机制,并且提出了一些消除缺陷的手段,取得了一定进展。但目前3D打印制备非晶合金的研究尚不够系统和深入,因此,对该技术的工艺优化及组织调控的基础研究是非常必要的。
2 3D打印成形存在问题
3D打印技术目前尚未完全成熟,在成形过程中涉及球化、孔隙、裂纹、微观组织、表面粗糙度、尺寸精度等问题。
2.1 球化
在SLM成形过程中,理论上球形金属粉末经过激光熔化后会较为平整地铺在扫描道上。实际成形时,部分粉末熔化后的液态金属与基板表面润湿差,而这部分液态金属在吉布斯自由能最低原理的作用下分离成大量的球形或椭球形固态,这种现象即为SLM中的球化现象[22-27]。球化现象会导致孔隙的形成,降低金属致密度,增加表面粗糙度,显著影响金属的力学性能,严重时甚至会导致铺粉辊无法移动,零件成形失败,如图3所示[28]。LSF与SLM原理类似,虽然在成形过程中不存在铺粉辊无法移动的问题,但润湿性差依然会导致球化,形成孔隙,使得金属不致密。
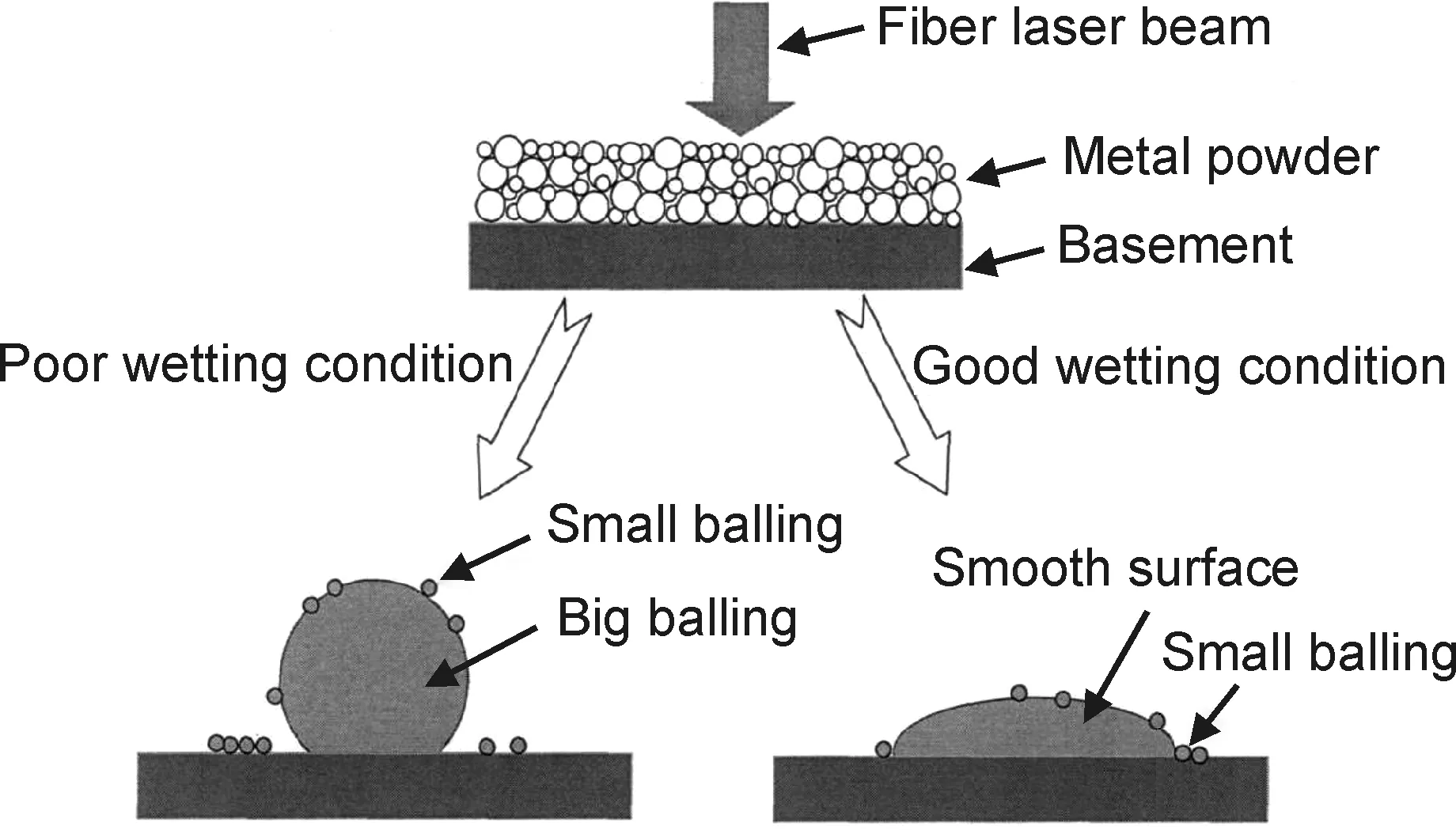
图3 SLM成形中球化机制示意图[28]Fig.3 Diagrammatic sketch of balling mechanism by SLM[28]
2.2 孔隙
孔隙也是由于球化引起的3D打印的缺陷,同样会影响金属力学性能及成形件完整性。目前国内外学者主要通过改变不同工艺参数分析其对孔隙的影响规律,其机理较为复杂,目前该基础理论的研究较少。李瑞迪研究了不同铺粉层厚的成形,结果表明,当增大粉层厚度时,SLM成形极易球化,从而产生孔隙,严重影响制件表面质量[28]。
2.3 微观组织
3D打印由于特殊的成形方式,在成形过程中经历了复杂的热作用过程,从而具有其独特的微观组织,而金属材料的微观组织对其性能有决定性作用[29],这就使得揭示金属的微观性能及其对性能的影响尤为重要。
2.4 表面粗糙度
3D打印制件部分是用于航空航天或者其他精密零部件,因此,表面质量和精度是其重要的评价指标。很多零件都有表面粗糙度的要求,以避免在使用中过早失效,现有3D打印成形零件表面均需要后处理才能达到应用的表面要求,而这些后处理步骤使得3D打印快速成形的优势有所降低并且会增加成本。
目前涉及的这些缺陷,是影响成形件的制备及应用的主要因素,虽然晶态合金的研究已经较为成熟,但非晶态合金的3D打印研究才刚起步,作为新型材料,这些缺陷还需要通过成形参数、制备工艺及粉末改进等进一步调节。
3 3D打印消除微观缺陷方法
为消除微观缺陷,科研人员已经对3D打印技术生产晶体及陶瓷材料等领域进行了一定深度的研究,主要采用了重熔、退火、基底预热、粉体预热及改变扫描策略等方法,有效地减弱或消除微观缺陷的产生,对于3D打印非晶合金工艺具有很大的借鉴作用,部分方法在非晶合金的研究中已经得到应用。
3.1 重熔
通常激光重熔方法主要用于材料表面改质处理,例如降低表面粗糙度及增加致密度,提高强度来增强耐磨性和腐蚀性等[30-31]。Shiomi等研究表明,当SLM工艺加工金属粉末时,通过加热凝固层可以减少加工过程中的残余应力,因此每扫描一层后用同样的激光束再次对其进行扫描,最终试样中的残余应力减少了55%[32]。之后,Yasa等对重熔策略进行了更为系统的研究[33]。通过多次改变二次扫描参数的对比实验,他们发现高的二次扫描速率(100~200mm/s)与低的激光功率(85W)组合可以提高试样的致密度。为保证扫描轨道间的良好连接,扫描间距应足够低,但轨道重叠过高(a=0.05)并不会有效降低孔隙率。通过重熔的方法制成的316不锈钢部件致密度几乎达到100%,表面粗糙度降低90%[34]。
3.2 退火
3D打印成形过程中的加热和冷却速率较高(103~108K/s),适合成形大尺寸非晶合金。然而,高的加热与冷却速率也会导致高温和残余应力,引起温度梯度,热膨胀和收缩以及不均匀塑性变形。对于铝合金、钛合金、铁基合金等,应力会使正在成形的零件变形或分层,导致成形失败,而非晶合金固有的脆性会使得这个现象更严重;因此,在成形过程中,采用低功率激光退火来降低应力,抑制裂纹显得非常重要。Krakhmalev等通过模拟获得的实验中热影响历程与真实情况有较高的吻合度,这使得后续研究可以先通过模拟结果确定所需的退火功率,为实验提供指导[35]。Li在成形Al85Ni5Y6Co2Fe2非晶合金的过程中首先采用625mm/s的速率和200W的功率熔化粉末,然后在不改变扫描速率的情况下通过80W的激光功率对成形的熔化道进行退火处理[17]。由于后续激光扫描使其具有较低的温度梯度,因此采用低功率激光退火可以有效抑制裂纹的产生最终成形出Al85Ni5Y6Co2Fe2非晶齿轮。
3.3 基底和粉体预热
基底和粉体的预热也是3D打印改善成形性能的方法之一,许多学者对基底预热的方法进行了相关报道。宋波等对金属间化合物FeAl进行了单轨道形貌研究,设定基底温度为200℃,发现基底预热方法可以提高熔体与基底或凝固层间的润湿性,抑制熔体凝固过程中的收缩效应,产生良好的冶金结合效果[36]。Yadroitsev等也得到了类似的结论,并指出,当基底温度过高时(500℃),部分粉末颗粒会形成团聚物黏附在熔池附近,当温度继续增加(700~900℃),球化现象显著加剧[37]。Shiomi等通过加热基底提高金属粉体的温度,降低SLM加工过程中的冷却速率,当基底温度加热到160℃时,残余应力减少了40%[32]。在大多数的3D打印工艺中,通常采用预热基底的方法来预热粉体。Liu等在对ZrO2-Y2O3陶瓷粉体加工过程中,在粉体被熔化前预先用激光束进行加热,对陶瓷样品中孔隙和裂纹的产生机制进行了详细的研究,并指出在高的预热温度下,有序的裂纹可以转化为无序的短裂纹,致密度显著提高[38]。
如上所述,对于非晶合金,基底加热对提高材料与基底的冶金结合效果、去除应力具有重要作用,由于基底温度对材料在加热过程中的热经历,尤其是冷却速率有着重要影响,因此预热基底还可以抑制晶化现象的发生。
3.4 第二相调节
3D打印大部分合金材料易出现周期性裂纹,为此,Martin等通过引入纳米粒子来控制3D打印过程中的凝固,为7075和6061铝合金的雾化粉末加上表面氢化锆纳米粒子涂层,再使用3D打印技术成形出了无裂纹痕迹,强度堪比锻造材料的铝合金[39]。非晶合金作为脆性相,极易在3D打印成形过程中产生微裂纹,进而导致块体开裂;因此,在非晶合金成形过程中,参考晶态合金的成形方法,可向其中加入韧性相,将非晶粉末与韧性合金粉末(如Cu)混合,在3D打印成形中将其熔化并凝固,采用第二相调节的方法以减少非晶合金的裂纹。
3.5 改变扫描方式
华中科技大学付立定对各种扫描方式进行了简单的总结,大致分为分组变向、分块变向、跳转变向、内外螺旋4种,其扫描路径如图4所示[40]。

图4 各种扫描方式示意图 (a)分组变向;(b)分块变向;(c)跳转变向;(d)内外螺旋[40]Fig.4 Diagrammatic sketch of different scanning strategy(a)group transshape;(b)partitioned transshape;(c)jump transshape;(d)internal and external spiral[40]
如图4(a)所示,分组变向即为激光在成形面Z字形扫描一层,之后,铺粉辊将下一层粉末铺展,激光旋转90°(与上一层垂直)再Z字形扫描一遍。
在制备较大的金属零件时,采用分组变向单道扫描线长度过长,不利于液态金属的均匀过渡和连接,为此,将较大金属零件每层轮廓分为多个小区域进行扫描,即分块变向。但是在较大的扫描间距下,这种扫描方式在每个区域的交界处容易产生球化,一方面是由于先成形的块对后面成形的块提供了有吸附力的斜坡,引起局部金属液相量堆积,另一方面扫描端点温度场的不对称及较大的温度梯度造成了端点球化现象,激光扫描线间的耦合作用使端点球化现象随扫描线的增加而逐渐显著,如果没有足够的重熔来消除,球化就会在成形面显现出来。
图4(c)所示扫描方式的使用是基于以下两点优势:一是采用跳转变向可以对零件进行二次扫描,起到激光表面处理的效果,在每层的加工过程中可以得到光亮的加工表面,有利于下一层的铺粉均匀而且上下层间结合效果也能得到改善;二是在前后两次扫描按相反的方向,可以消除部分内应力,同时减少第一次扫描球化的累积。
内外螺旋的扫描方式对截面轮廓是圆的零件具有独特的优势,可以使扫描线均匀过渡,对其他形状的零件加工也具有优于别的扫描方式的特点。由于扫描线不呈直线相加,可以减少零件内部的热变形累积,同时也减少成形过程激光通断次数(激光扫描线起点需要开通和关闭)。但这种成形方式也有它的缺点,在扫描实体零件时,由于最内层的圆直径特别小,激光一直打在一个点上,容易把粉末打掉产生飞溅或使金属汽化,直到圆直径扩大到一定的值才能获得均匀的成形,产生空的内层轮廓。所以这种扫描方式比较适合内层是空的截面扫描;或者可以和其他扫描方式复合,先加工好内部一定直径范畴内的轮廓,再用内外螺旋得到良好的整体成形质量。
通过对内外螺旋扫描和分组变向扫描进行对比,Qian等发现螺旋扫描的方法更有利于减少扭曲变形现象,适合制造非圆环或圆柱形的复杂结构部件[41]。Lu等对分块扫描进行了进一步的研究,分别采用分块尺寸2mm×2mm,3mm×3mm,5mm×5mm和7mm×7mm制造Inconel-718部件,指出分块扫描策略可以有效减少残余应力,从而避免生产过程中的变形和裂纹,并且在研究范围内,部件的致密度随分块尺寸的增大而增大(99.10%)[42]。
上述均为3D打印成形中消除缺陷的常用方法,国内外学者在研究过程中也将其中部分如预热和重熔应用于消除3D打印非晶合金缺陷上,因此微观组织和性能得到提升。但是目前这些方法的研究还较少,后续仍需对各类材料进行深入的研究。
4 结束语
非晶合金由于其特殊的力学和磁学性能,因而具有广泛的应用前景。由于加工过程中高的冷却速率,3D打印技术具有制造块体金属玻璃的独特优势。但是目前关于3D打印成形非晶合金的研究较少,机理不深入,并且由于高的温度梯度和热波动等原因,制备非晶合金极易出现孔隙、微裂纹及晶化等微观缺陷,限制了其产品的致密度和使用性能,因此采用3D打印成形的非晶材料暂时没有得到广泛应用。目前3D打印成形非晶合金调控缺陷的方法主要分为两类,一是通过工艺窗口的调控,选择合适的激光功率、扫描速率等方式控制缺陷产生;二是通过激光退火或基底预热对非晶合金进行处理,从而消除3D打印技术的制备缺陷。但前者针对性较差,没有普遍规律且无法完全抑制晶化和裂纹的形成;后者只能解决非晶合金易开裂的问题,对裂纹类缺陷有明显的效果,但无法改善晶化问题。
然而,非晶合金的应用前景以及3D打印成形的可行性均得到了证实,随着更加深入的研究,同时借鉴3D打印在成形晶态合金时采用的消除微观缺陷的方法,在今后的研究中,重点研究裂纹和晶化的消除方法,从根本上建立缺陷与工艺之间的物理模型,阐明缺陷产生和工艺调控机理,有望成形出无裂纹无晶化,具有高性能且形状复杂的非晶态合金。此外,非晶合金作为一种强度、硬度及耐磨性极高的合金,作为增强相提升晶态合金性能比陶瓷相具有更好的相容性,因此非晶增强金属基复合材料也将是一个重要的研究发展方向。
