矿井提升机天轮车槽装置的控制系统设计
2018-07-12
(1.安徽理工大学电气与信息工程学院 安徽 淮南 232001) (2.安徽理工大学机械工程学院 安徽 淮南 232001)
一、引言
天轮在长期运行中其绳槽与钢丝绳不断磨损,致使绳槽形状、深度等发生改变,出现较大底径偏差,加剧了钢丝绳的磨损情况[1-2]。此外,在更换新绳后,由于新钢丝绳直径大于旧绳槽直径而产生相互剧烈磨损情况,新绳寿命急剧降低。因此在更换新绳及天轮绳槽发生较大位移、变形等不利情况时,需及时对天轮绳槽进行车削修圆,提高钢丝绳使用寿命[3-4]。
由于危险系数过高,目前国内外极少在高空井架上对天轮绳槽进行在线车削。通常采用的办法是动用大型起吊机将天轮吊到地面进行更换衬块或绳槽车削,代价大,耗时长,且严重影响生产。为此,本文设计了一种矿井天轮绳槽车削装置的在线控制系统,该控制系统使操作人员可以直接对天轮绳槽进行高空现场在线车削,提高了加工质量和工作效率,降低加工成本。
二、控制系统的架构
触摸屏和PLC的组合使用作为机械控制技术的一种重要形式,广泛应用于生产线和各种自动化设备中。本文采用触摸屏和PLC相结合的控制方式,设计一套小型控制系统。该控制系统以PLC作为下位机,触摸屏作为人机界面的上位机,并在定位、驱动及车削半径值校核方面分别通过以下三点实现:①采用霍尔元件对横、纵向的进给对刀情况进行定位控制;②采用横、纵方向步进电机控制驱动进给;③采用编码器测量天轮线速度和角速度,再通过PLC计算出天轮实时半径。控制系统组成如图1所示。

图1 控制系统组成图
三、控制系统设计
(一)运行过程设计
天轮绳槽车削装置的运行控制系统采用横、纵向的两台步进电机控制刀具进给运行,横向在下、纵向在上,运行结构如图2所示。开始时,控制横向步进电机运转,通过滚珠丝杠转动,横向移动刀头到横向霍尔位置开关标定的天轮绳槽位置。锁住横向步进电机的运转,启动纵向步进电机,快速进给至绳槽前方约5mm的准备加工处,即纵向霍尔开关位置。然后进行粗、精加工的慢速进给车削加工阶段。待该绳槽的一系列车削加工完成后,纵向步进电机反转使刀具退回至纵向定位原点位置。启动横向步进电机,找寻下一个天轮绳槽横向加工位置,如此对刀进给加工,直至天轮绳槽车削完成。
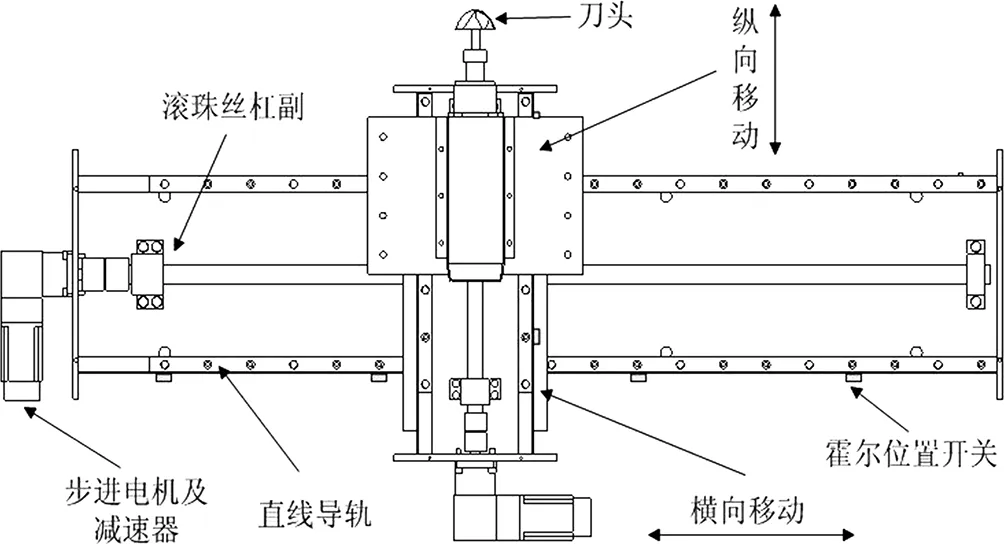
图2 天轮绳槽车削装置运动结构示意图
(二)硬件设计
1.PLC选型
天轮绳槽车削控制系统中,PLC要和触摸屏协同工作,需要用到的输入输出量包括电机启动开关输入输出、正反转控制输入输出、加减速控制输入输出、霍尔位置开关输入、编码器输入、步进电机的频率输出等。输入控制点数15个左右,输出控制点数约8个,没有现场总线控制要求,因此选择小型的PLC作为主控制系统即可基本满足现场控制要求。FX1N-40MT可提供输入点有25个,输出点17个,并且在通用性、可靠性等方面,都可满足天轮绳槽在线车削装置所需的控制要求。
2.触摸屏选型
在天轮绳槽车削成型的控制过程中,需要人机交互设备实现人与设备之间的信息交换。北京昆仑通泰TPC7062TX触摸屏是一套以先进的Cortex-A8 CPU为核心的高性能嵌入式一体化触摸屏,可以很好地满足本文中控制系统所需控制显示的要求,能够用图标及曲线图等方式形象的展现工作现场的运行过程,变量参数的值等。因此,天轮绳槽车削控制系统选用和三菱FX1N系列PLC具有良好兼容性的触摸屏TPC7062TX作为控制系统的人机交互界面。
(三)软件设计
1.PLC程序设计
PLC的程序设计思路:设一个主程序,两个子程序,主程序通过子程序调用指令call、子程序返回指令sret、子程序建立指令p0-p1等,实现调用手动和自动两个子程序的功能,其控制程序的流程如图3所示。
手动控制方式通过PLC控制步进电机驱动器,设置各种输入开关量、数字量等控制电机运行状态,如前进,后退,加速,减速,急停等,进而控制车削装置运行,为后续连接触摸屏,再由人工操作触摸屏界面对车削装置进行操作做准备。自动控制方式包括以下几个部分:①先布置霍尔位置开关共6个,分别为X向(即横向)四个,Y向(即纵向)2个,布置的X向霍尔定位原点从左到右分别为第一至第四原点,Y向从后至前位置分别为原点及准备加工点。②使用2个编码器,一个编码器测出天轮角速度,另一个编码器分别测出四个天轮的线速度,通过函数得出天轮的实时半径曲线,并在触摸屏上读出四个天轮的半径误差。③根据加工经验公式得出所需的各个加工任务参数,包括所需的最终天轮加工半径值、粗加工半径值、精加工半径值等,其他参量及控制过程由本控制系统自设默认值控制。④将所得出的各个加工任务参数输入自动窗口界面的相应输入框内,启动自动运行开关,开始车削加工。

图3 控制系统的控制程序流程图
2.人机界面设计及与PLC的连接
根据PLC输入输出开关量、数字量的程序设计预留接口,设计触摸屏的窗口输入输出开关,包括步进电机运行指示灯、左行按钮、右行按钮、粗加工参数输入、精加工参数输入等,并进行合理布局,得到如图4所示的触摸屏人机界面。
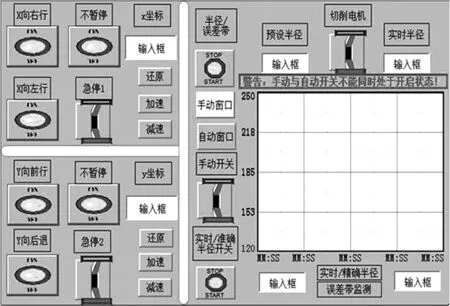
图4 手动窗口界面图
天轮绳槽车削装置的控制系统中,昆仑通态的TPC7062TX(KX)型号的触摸屏与三菱的FX1N-40MT型号的PLC,具有良好的兼容性。因此,物理连接通过RS232将触摸屏接口和PLC接口连接,接口类型选择RS-232C,波特率设定为9600bps,其他采用默认设定即可实现通信。
四、结论
矿井提升机天轮车槽装置控制系统的设计使用,使天轮绳槽的车削工作可以在高空平台上在线进行,车削过程高效规范、平稳安全、精度较高,现场施工人员的安全也得到了有效保障。经实践证明:能够有效地在高空天轮平台上实行天轮绳槽在线高效车削工作,避免了动用大型起吊机的种种麻烦,满足矿井天轮绳槽的加工要求。
