Dynamic and ballistic impact behavior of biocomposite armors made of HDPE reinforced with chonta palm wood(Bactris gasipaes)microparticles
2018-07-06EdisonHaroJerzySzpunarAkindeleOdeshi
Edison E.Haro,Jerzy A.Szpunar,Akindele G.Odeshi
Department of Mechanical Engineering,University of Saskatchewan,Saskatoon,Canada
1.Introduction
Development of polymer biocomposites using natural fibers or wood particles as the reinforcing components is gaining increasing attention since synthetic fibers are expensive,non-biodegradable and their production is energy consuming,with the attendant negative impacton the environment[1].The use of wood fibers and wood flours as reinforcement in thermoplastics have been intensified due to their several advantages over the traditional synthetic fibers like glass,carbon and Kevlar fibers.Reinforcing polymer with wood fiber or particles enables the development of innovative,lightweight,strong,and low-cost materials that can find application in different areas of engineering.Most importantly,natural fibres are renewable,recyclable and biodegradable materials[2-4],which are very crucial for environmental sustainability.
Chonta palm(Bactris gasipaes),also called pupunha palm,peach palm,or heart palm has origin in the tropical Latin American regions(Amazonia).Peach palm fruits are used in great proportion as food and oil products.Chonta wood palm is believed to be one of the hardest woods in the Amazonia for its strong and durable fibers and they can be used to make crafts,building parts,and weapons for hunting and fishing[5].Because of these properties,chonta palm fibers or wood particles of fers innovative resource for reinforcement for polymer matrix composites.For example,heart palm residues have been used to build agglomerate and plywood panels,chopped fibers and polyurethane resins were mixed in a plywood mold,resulting inpanels that can meet the ANSI 208.1 standard for flexural strength of particle boards[6].Temer and Almeida[7]investigated the tensile properties of heart palm fibers and reported a low tensile strength,but a relatively high Young modulus that is superior to those of other palm fiberssuch ascoiror piassava,and comparableto those of traditional lignocellulosic jute and sisal fibers.
Wood-plastic composites(WPCs),also called biocomposites,are polymer matrix composites containing wood fibers,whiskers or particles as organic reinforcing components.The polymer matrix could be thermoplastic such polypropylene,polyethylene among others,or even thermosetting resin such as epoxy.Chemical additives can be introduced during the manufacture process to improve the bonding between components of the WPCs.The reinforcing organic component improves mechanical and thermomechanical properties of the polymer matrices,those properties and mainly strength properties can be controlled depending of the type of natural reinforcement(particles, fibers,whiskers)and the volume fraction of the reinforcing components[8-12].
Biocomposites produced using different natural fiber reinforcements such as cotton,jute, flax,hemp,ramie and sisal fibers have been widely reported.For example,jowar fibers have been used to reinforce polyester,resulting in biocomposites with higher strength and rigidity for light weight applications compared to the polymer reinforced with the conventional sisal or bamboo fibers[8].Reinforcement with oil palm empty fruit bunch fibers(OPF)has been reported to improve the tensile modulus and impact resistance of polypropylene and polyester resin,although the tensile modulus of epoxy resin decreased as a result of reinforcement with OPF[13].Reinforcing polymer with Kenaf(KE)and palm empty fruit bunch fibres(EFB)resulted in increased tensile strength and flexural strength of polymer and the strength of the resulting composite increase as the weight fiber was increased to 40%.However,increasing fiber content in excess of 60%led to deterioration of properties,which was attributed to excessive clustering of fibre leading to debonding under mechanical load[14].It was reported that the flexural strength of polypropylene increased while the Charpy impact strength dropped when the polymer was reinforced with the heart-of-peach waste residue[15].On the other hand,Farias et al.[16]reported 157%increase in Izod impact strength of polyester when reinforced with leaf stalk fibers extracted from peach palm.Santos et al.[17]reported no significant improvement in tensile and impact properties of peach palm fiber reinforced polyester as a result so surface treatment of the fiber with NaOH or C3H3N.However,the composite's impact strength improved after surface treatment with H2O2,although surface treatment of the peach palm fiber did not improve the tensile strength of the composites.
Pupunha or heart palm in different varieties such as short and long fibers,leaf-stalk,and residues after harvest have been used to reinforce different polymeric matrices[6,7,14-17].To the best of our knowledge,however,the dynamic impact response and the energy absorption behavior of the biocomposites produced with heart palm fiber or particles under ballistic impact loading have not yet been reported.In the current study,microparticles of chonta palm wood are used in reinforcing high density polyethylene(HDPE)to develop high performance biocomposites.The impact resistance and energy absorption capability under ballistic impact as a result of this particulate reinforcement are investigated and discussed in this paper.
2.Material and experimental procedure
2.1.Materials
High density polyethylene(SCLAIR2909),used in this study,was supplied by NOVA Chemicals.The polymer characteristically has high stiffness,good impact strength and toughness.It has a density of 0.962 g/cm3,melt mass- flow rate(MFR)of 13/10 g/min at 190°C.High density polyethylene(HDPE)exhibits better energy absorption capability,stiffness,yield behavior and higher strength than low density polyethylene(LDPE)and low-linear density polyethylene(LLDPE)under dynamic compression loading[18].The reinforcing material,chonta palm wood,was supplied by Indubalsa S.C.(Ecuador)in rectangular pieces that are 150 mm long,30 mm wide.The thickness of the pieces range between 15 and 25 mm.
2.2.Biocomposite processing
The chonta palm wood pieces were cleaned and cut into small wood chips.Initial moisture content of the wood chips was measured using a Wagner moisture meter(MMC220),which was determined to be 40 wt%before drying.The dried wood chips were kept at 105°C for 24 h in order to significantly reduce the moisture content.These were then milled using a Retsch knife(SM 2000)grinding mill with a sieve size of 0.75 mm.Chonta palm powder with particle sizes ranging between 500 and 750μm was obtained.These chonta palm powder was further dried in Supermatec(Hotpack)industrial electric oven for 24 h at 105°C in order to reduce the humidity of the wood microparticles to less than 1 wt%.This result is obtained by measuring the initial weight of wood chips(before milling)and the final weight of wood powder(after milling and drying process).A higher percentage of humidity will result in a porous composite.The HDPE was also milled in the Retsch knife grinding equipment,but with a screen of 1 mm and carbon dioxide gas flowing through to prevent a temperature increase that could affect its properties.Preliminary mixing of the polymer and chonta wood microparticles before extrusion was done using a rotatory type mixer(National hardware,Dresden,ON)at a speed of 90 RPM for 15 min.The operating parameters of the parallel twin screw extruder(SHJ-35)are:melting pressure(0.5 MPa),motor rotating speed(215 RPM),feeder speed(50 RPM),and a line temperature that was varied in the sequential order:140-150-155-160-170-175-180-185-220°C.
The extrusion process was first carried out by feeding the wood palm particles/HDPE mixture from the hopper into the barrel of an extruder through a feed throat.The mixture was gradually melted by heaters arranged along the barrel.Additional heat was generated by the intense pressure and frictional forces inside the barrel.At the end of the barrel,the molten mixture passed through a screen pack to remove contaminants from the melt.The molten mixture was then pushed into a die,which shaped it into long noodles that are cooled subsequently by water immersion and air flow.These long noodles were formed into cylindrical pellets with length ranging from 2 to 5 mm using a LQ-60 pelletizer.These pellets were dried at 75°C for 48 h.They were subsequently cured in a fluid bed dryer at 55°C for 30 min in order to eliminate any moisture remaining.Pellets obtained were weighed before and after the drying process,and the moisture content of the pellets was estimated to be 0.7 wt%.
A Dake compression molding machine was used in forming the test specimens in a square mold(20×20 cm2).During compression molding of the specimens,200 g of the pellets(mixture of polymers and wood particles)were compressed at a constant pressure of 8.08 MPa at 160°C for 10 min.Since lignin decomposes at temperatures ranging from 200 to 500°C[19],thermal degradation of lignin wood materials will not occur at the selected compression temperature.Its original properties will therefore be retained during the elevated temperature thermoplastic forming.The resulting biocomposite plates were watercooled for 30 min while the applied pressure was maintained to ensure better dimensional stability of the composites as the plates were cooled.The test specimens were cut from the obtained 200×200×5 mm plates.Similar manufacture procedure was used in previous studies,when hybrid composite armors were developed by addition of different types of micro-and nano- fillers to Kevlar short fibers to reinforce HDPE[20].Unreinforced HDPE(HDPE neat)asreference sampleand biocomposites samples containing 10,20,25 and 30 wt%of chonta wood particles were produced and characterized.The biocomposites are respectively codenamed Ch10,Ch20,Ch25 and Ch30 with two-digit figure standing for the weight percent of the chonta palm wood particles in the composites.
2.3.Experimental testing
2.3.1.Samples configuration
The microstructural investigation of the bio-composite specimens was done using Hitachi SU-6600 scanning electronic microscope(SEM),operating at an accelerated voltage of 15.0 kV.Specimens for scanning electraon microscopis investigations were gold coated using a Edwards S150B sputter coater for better contrast and good quality images.The SEM images provide information on the distribution of palm wood microparticles in the composites and failure mechanism in fracture specimens after dynamic or ballistic impact loading.
2.3.2.Mechanical characterization
Tensile test was performed using Instron Universal Testing Machine(Model 5500 R)at room temperature according to ASTM D638(type IV)standard[21].Dog-bone specimens were loaded at a cross-head speed of 5 mm/min.The average dimensions of the specimens are 196 mm(length)x 13.4 mm(width)x 4.7 mm(thickness)with a span of 50.8 mm.The average tensile strength and Young modulus of five specimens are reported in this study.
2.3.3.Water absorption
The water absorption test was performed according to ASTM D570 standard[22].Rectangular specimens 76.2 mm long by 25.4mm wide and 5 mm thickness,were investigated.Water immersion for soaking time of two and 24h were performed at 22°C.The samples were weighed before and after immersion and the percentage water absorbed was determined using the following formula.

WhereWais the water absorbed(%),W0andW1represent the weights before and after water immersion(gm).
2.3.4.Dynamic loading experiment
The dynamic impact test was conducted using split Hopkinson pressure bar(SHPB).The dimension of the rectangular impact test specimens is 10 mm×10 mm×5mm.The specimens were rapidly compressed on their square surfaces between the incident and transmitter bars of the SHPB when a striker bar fired by a light gas gun struck the incident bar.Both the incident and transmitter bars are made of 7075-T651 aluminum alloy and have a diameter of 19 mm.In this study,the striker bar was fired at pressures of 50,60 and 70kPa,which generated average impact momentum of 4.0,6.8 and 8.7 kgm/s,respectively,as the striker struck the incident bar.The elastic waves generated by the impact load were captured by the strain gauges mounted on the incident and transmitter bars.The elastic waves were amplified by the strain amplifier,captured by a digital oscilloscope and processed to obtain stress,strain and strain rate data.Detailed description of the SHPB system is provided in other sources[23,24].Based on the strain pulses captured by the strain gages,the stress(σ),strain(ε)and strain rates(˙ε)were calculated using the following equations[23-25].


WhereABandASare the cross-sectional areas of the bars and specimen respectively.ETand ERare the transmitted and reflected strain pulses respectively,CBis the velocity of elastic waves in the bars,EBis the elastic modulus of the bar material.LSand t represent the initial length of the specimen and deformation time respectively.
2.3.5.Ballistic impact test
The ballistic impact resistance of the HDPE neat and the biocomposite plates was evaluated according NIJ-0101.06 standard for ballistic resistant protective materials[26].The ballistic impact tests were conducted on square plate targets(20×20 cm)with an average thickness of 5mm.The ballistic impact tests were carried out using a semi-automatic rifle Beretta Cx4 Storm.The ammunition used was of 9 mm Luger type FMJ,which weighs 124g(according to NATO specifications).The muzzle velocity and muzzle energy of this weapon are 381 m/s and 582J,respectively[27,28].The targets were fixed by using a support frame that has a metal solid base and a wood pivot arm of 122 cm,measured fromthe solid base to the target center.Six shots were fired on each target from a distance of 5 m.This distance is suitable to achieve stability and obtain reliable ballistic performance data[26,29].The initial and residual velocities of the projectiles were respectively measured before and after bullet penetration in order to determine the energy absorbed by the targets.Ballistic precision chronographs(Caldwell)were used to measure the entry and exit(residual)velocities as the bullet perforated the targets.The chronographs were placed a distance of 60 cm from the support frame(front and back).These chronographs are able to measure projectile velocities ranging from 1 to 3000m/s.A detail description of the ballistic impact test system is provided in earlier publications[30,31].The initial impact energy,residual energy,and absorbed energy were calculated based on the average initial velocity(Vi)of the projectile of massmbefore impact and its residual or exit velocity(Vr)after perforating the target as follows[32,33].
3.Results and discussion
3.1.SEM analysis of the microstructural configuration
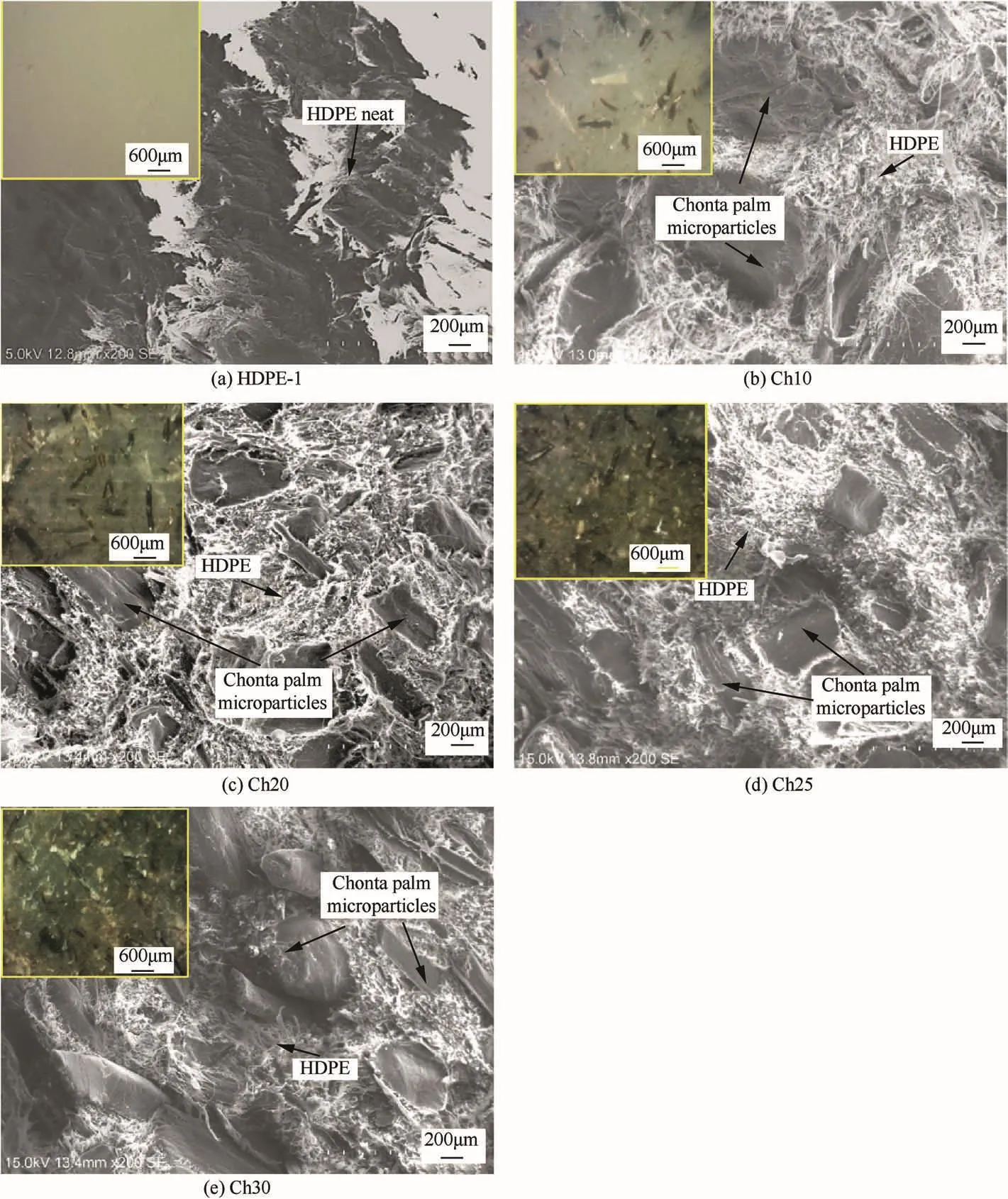
Fig.1.SEM images showing microstructural configuration on the transverse section of bio-composite specimens.
SEM micrographs of a cross section of the composite(Fig.1)show dispersion of the palm wood micro-particles within HDPE matrix.The micro-particles with sizes varying between 0.5 and 0.75mm can be identified clearly on the micrographs.An heterogeneous particle distribution with random orientation can be observed in the microstructure of the composite.Agglomeration of chonta wood particles,caused by the excessive reinforce filler proportion,can be observed in the microstructures of Ch25 and Ch30 composites.
The physical properties of the obtained bio-composite plates(20×20 cm)are summarized in Table 1.It was observed that color and transparency of the material varied as the volume fraction of the chonta wood microparticles was increased,the color become darker and the transparency reduced as the content of reinforcement was increased.The results of water absorption test on the composite materials are presented in Fig.2.Water absorption was determined to be less than 0.2%for all samples after soaking in water for 2 and 24 h.HDPE-1 specimens did not show any indication of water absorption at all.This is not unexpected as it is 100%polymer with no wood particle reinforcement or porosity.After about 2 and 24-h immersion in distilled water,it was observed that the amount water absorbed increased gradually as the weight fraction of the wood particles was increased to 25%.The increase only ranged between 0.002%and 0.007%for 2 and 24-h exposure time,which is minimal and may not have any consequential effect on the integrity of the biocomposites if exposed to water.A much steeper increase was,however,observed when the wood particle reinforcement was increased from 25 wt%to 30 wt%.An increase in water absorption of up to 0.040%was recorded for Ch30 composites after 24-h exposure.The higher content(30 wt%)of the chonta wood particles caused a particle agglomeration leading to inhomogeneous distribution of the wood particles in the biocomposites.Debonding between agglomerated particles and pores between them and the polymer matrix is responsible for the greater tendency of composites containing higher particle content to absorb water(Fig.1e).A number of previous investigations have also reported that the water resistance of HDPE composites is influenced by the type of natural fibre used as reinforcement,the fiber weight fraction,micro voids formed at the bonding between the components,and the fiber size[33-36].
3.2.Tensile test results
The results of the tensile test of the bio-composite are summarized in Table 2.The plots of increase in tensile strength and Young modulus as a result of the wood particle reinforcement of the HDPE are presented in Fig.3.It is evident from these plots that reinforcement of the HDPE with the chonta wood micro-particles resulted in a marginal increase in tensile strength,but in a considerable increase in Young modulus.Both strength and Young modulus increased as the weight fraction of the microparticles was increased from 0 to 25 wt%.However,as the fraction of the particles was increased from 25 to 30 wt%,both tensile strength and Young modulus dropped.This suggests that chonta particles fraction in excess of 25 wt%is not bene ficial in chonta palm particles reinforced HDPE bio-composites.
The highest tensile strength was recorded for Ch20 and Ch25 specimens,which is due to more particles available for reinforcement compared to the Ch10 composite.The lower tensile strength of the Ch30 specimens is attributable to excessive amount of particles used for reinforcement.This affected the homogeneous distribution of the fillers leading to agglomeration of micro-particle agglomerations in random areas within the polymeric matrix(Fig.1(e)).Fracture occurred more readily in the Ch30 specimens because of the weak bong between agglomerated particles with the HDPE matrix.This impair failure resistance when loaded in tension.This explains why the tensile strength of the bio-composite dropped as the wood particle content was increased from 25 to 30 wt%.Young's modulus increases ranging between 46 and 61%also was observed as a result of the reinforcement of HDPE with chonta wood particles.Properties of typical thermoplastic polymers,have been reported by Ku et al.[37].Their report on tensile strength of HDPE(14.5-38 MPa)and its elastic modulus(400-3800 MPa)are within the range obtained in this study.
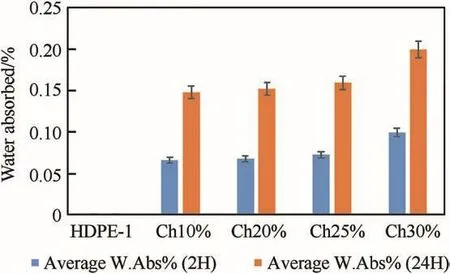
Fig.2.%water absorbed by HDPE(neat)and bio-composite specimens.
The reduction in Young modulus as the fraction of wood particle was increased from 25 to 30 wt%can also be traced to the uneven particle distribution caused by particle coalescence within the biocomposites.It has been reported that an excess of fibers as reinforcement in composite materials can lead to saturation of the matrix as fibers become located closer to each other,resulting in fiber agglomeration and a reduction in stress transfer between the matrix and the reinforcement[38,39].Similarly,in other research,an optimum flexural strength was achieved in polypropylene matrix composites containing 30 wt% filler,and reduction in strength was observed when the filler content was raised to 40 wt%[15].In general,the properties of wood polymer composites(WPCs)are combinations of the individual properties of their components:wood particles,the polymer matrix,and the bonding developed between them.For example,the strength and stiffness of the matrix can be enhanced by the fillers(wood particles),if strong adhesion between the particles and the polymer is achieved during WPCs manufactured[40].

Table 1Experimental data sheet showing the physical properties of neat and reinforced HDPE samples(target plates:20×20 cm).

Table 2Tensile strength and Young modulus of reinforced and unreinforced HDPE samples.
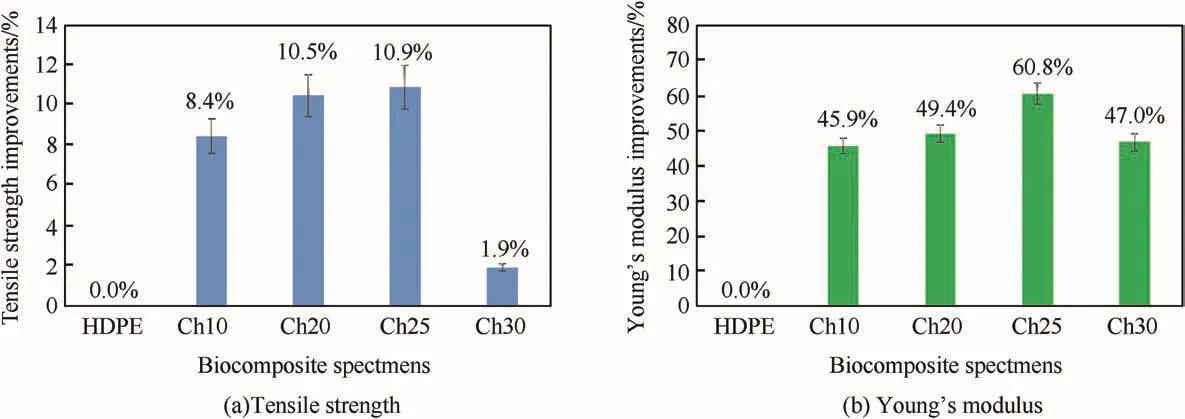
Fig.3.Tensile property improvement in the biocomposites relative to the unreinforced HDPE.
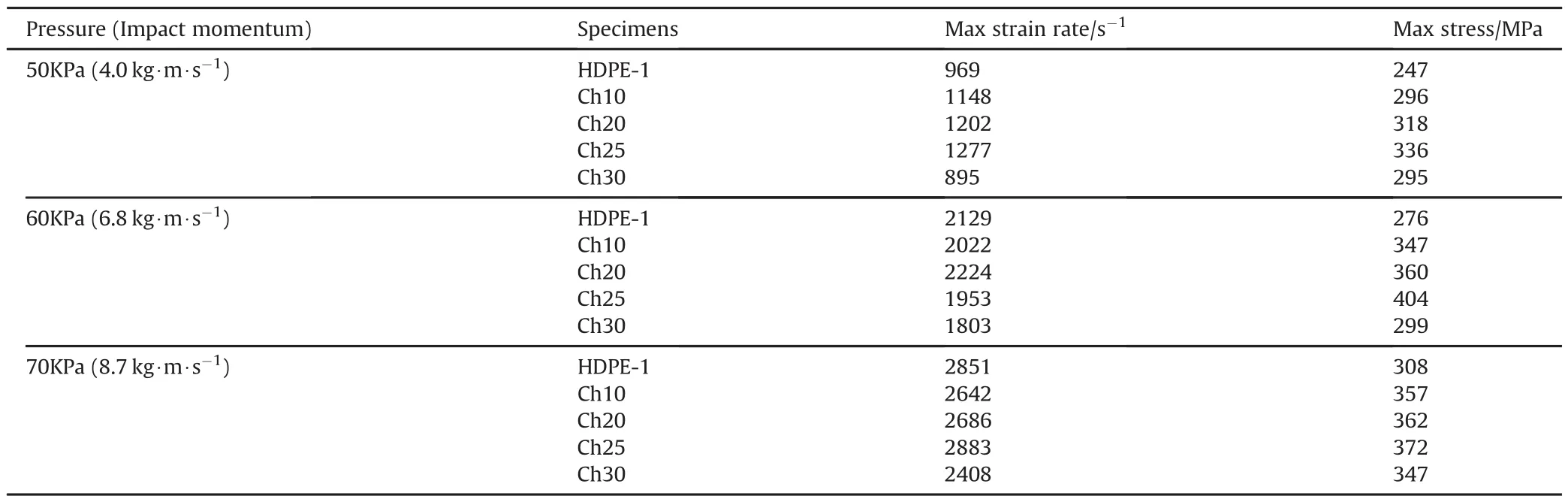
Table 3Dynamic impact properties of the biocomposites and neat HDPE.
3.3.Dynamic mechanical behavior under impact loading
The results of the dynamic impact test on the HDPE neat and the bio-composites are summarized in Table 3.As it can be seen,the impact momentums generated different strain rates ranging between 895 and 2883 s-1depending of the impact deformation resistance of test specimens.Therefore,depending on the weight fraction of the wood microparticles in the composite,which determine its deformation and failure resistance,the strain rates generated in the composites varied for the same impact load(momentum).
Dynamic stress-strain curves obtained from impact test of the composites are presented in Fig.4.The stress-strain curves indicate initial elastic deformation region up to about 100 MPa,beyond which the stress-strain curves become non-linear.The stress continues to steadily increase with strain until a maximum stress is reached,after which the stress values begin to drop.The higher the impact momentum,the higher is the strain rate and the higher is the maximum flow stress attained before the onset of the fracture.The HDPE neat exhibited the least resistance to deformation at high strain rates.The maximum flow stress,increased marginally as the mass fraction of the wood particles was raised to 25%and decrease with further increase in the mass fraction of particles in the HDPE.The results are similar to those obtained under quasi-static tensile loading of the same biocomposite produced in this study.According to dynamic stress-strain curves and in correlation with the results obtained in Table 3,it possible to determine that higher strain rates are obtained with the biocomposites with highest impact resistance(Ch20 and Ch25),and thus,also the elastic range achieved by these specimens are higher than the others obtained by the rest of biocomposites.Omar et al.[24]obtained similar results from dynamic compressive testing of jute and kenaf fibers reinforced unsaturated polyester using SHPB technique;highest stress values were achieved under the highest applied strain rate of 1340 s-1with the jute fiber reinforced composites(JFRC)attaining a higher maximum stress than the kenaf fiber reinforced composites(KFRC).

Fig.4.Dynamic stress-strain curves of the bio-composite specimens under dynamic impact loading.
All the impacted reinforced polymers specimens were observed to experience extensive plastic deformation without rupture when impacted at the lowest momentum of 4.0kg·m/s.The reason of this behavior can be traced to the plasticity of the thermoplastic polymeric matrix.As the impact momentum was raised to 6.8 kg·m/s,small cracks were observed in the bio-composites containing 20 and 25 wt%wood particles(Ch20 and Ch25).However,those biocomposites containing 10 and 30 wt%micro-particles(Ch10 and Ch30)suffered extensive cracks,which demonstrated a lower impact resistance at these conditions.
Typical SEM and optical micrographs of the impacted specimens subjected to an impact momentum of 8.7 kgm/s are presented in Fig.5.The HDPE neat specimens deformed extensively but did not rupture.However,small cracks were observed on the impacted surface(Fig.5(a)).The extensive plastic deformation experienced by the unreinforced HDPE(neat)specimens is typical of thermoplastic matrix under dynamic load[41].On the other hand,the biocomposites containing palm wood micro-particles fractured and ruptured at this impact momentum(Fig.5(b)-(e)).The failure tendencies of samples Ch20 and Ch25 were observed to be less severe(Fig.5(c),(d))when compared with those of Ch10 and Ch30 specimens that experienced extensive fracture(Fig.5(b),(e)).Thus,Ch10 and Ch30 specimens exhibited lower resistance to deformation and failure under dynamic impact loading.
In this analysis,a similar crack initiation pattern was observed in all the bio-composites and more often in small regions where agglomeration of chonta palm microparticles occurs.Particle matrix debonding,matrix cracking and cracking bridging by the chonta wood particles were observed in the microstructure of impacted composites.Also,it was noted that the weight proportion of the reinforcements and particle size affect the crack propagation,most especially when a particle with average size 0.7mm or higher aligns perpendicularly to the direction of impact loading(Fig.5 b-e).This suggests that particle-matrix debonding between components in bio-composites can be affected by reinforcement particle size,particle orientation,and particle agglomeration in the polymeric matrix.It has also been reported in the literature that the failure modes in polymer matrix composites include:matrix deformation and cracking, fiber-matrix debonding, fiber breakage,and combination of two or more of these failure modes[41].
3.4.Results of ballistic impact tests
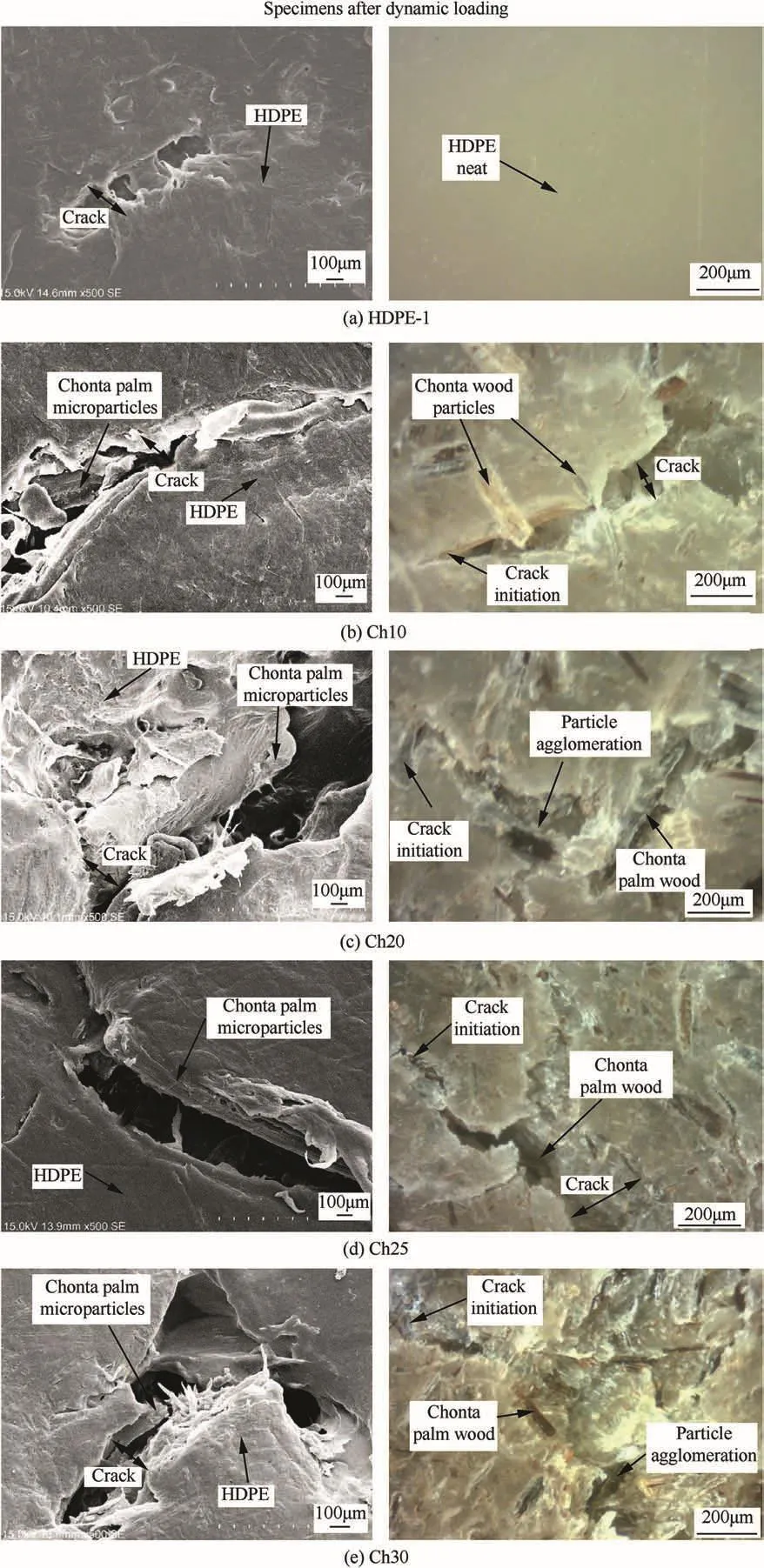
Fig.5.SEM and optical micrographs of deformed and fractured specimens after dynamic impact loading(average impact momentum=8.7 kg m/s).
The results of the ballistic impact test conducted on the specimens,indicating initial and residual velocities of the projectile after complete penetration of the various targets by the projectiles,are summarized in Table 4.The six shots were fired on each target,which maintained a dimensional stability after being penetrated by the projectiles.The orifices of entrance and exit of the projectiles were measured;the penetration diameters at the bullet entry side of the target ranged from 10 to 12mm.The diameter of perforated hole at the exit side of the plate range between 14 and 18 mm(Fig.6).The average distance between shots also was recorded to range from 15 to 28 mm(measured from edge to edge of the exit orifices).
The average initial velocity of the projectile was determined to be 385 m/s.This is an average of six shots with a standard deviation of 6.2m/s.This initial velocity is comparable to the muzzle velocity of 381 m/s for the same ammunition as provided in NATO speci fications.This average initial velocity was determined to produce an average initial energy of 593 J,with a standard deviation of 19 J,which also satis fies the initial muzzle energy value of 582 J provided in NATO specifications.Moreover,all the samples were tested using the similar conditions of firing distance,temperature and type of riffle and ammunition used.The energy absorbed by the target represents the loss in kinetic energy as a result of elastic and plastic deformations while the residual kinetic energy is the projectile energy that remains after the target is perforated by the projectile[42].

Table 4Ballistic impact data sheet for the various bio-composite targets produced.
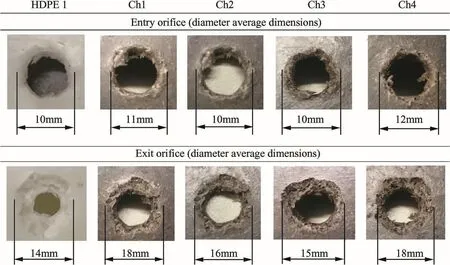
Fig.6.Average diameter of the projectile orifices on entrance and exit of targets after the ballistic impact tests.
The absorbed energy of the targets containing different proportion of chonta wood particles as micro- fillers are presented in Table 4.The lowest energy absorption of 37.8 J was recorded for plates made of HDPE neat(unreinforced).Similar results were obtained in an earlier study by Mohagheghian et al.[33],who determined the energy absorption in HDPE to range between 35 and 38 J.In the current study on the ballistic performance of the chonta wood particles reinforced HDPE,the biocomposites specimens containing 25 wt%of fillers(Ch25)exhibited the highest energy absorption of 53.4J,which represents a 41.3%improvement over the unreinforced HDPE specimens with similar thickness and density.This is followed by targets containing 20 wt% chonta particles(Ch20),for which the energy absorbed was determined to be 44.5J,representing a 17.6%improvementover HDPE neat.On the other hand,biocomposites containing 10 and 30 wt%of palmwood fillers absorbed 42.1 and 41.4 J,corresponding to 11.5 and 9.5%improvement over the unreinforced HDPE neat.Thus,the biocomposite targets Ch20 and Ch25 of fered the best ballistic impact resistance.These results have strong correlation with the data obtained for the dynamic impact and quasi-static tensile tests.The results of the ballistic impact test suggest that introduction of wood palm microparticles into a HDPE improves its energy absorption capability.The ballistic performance of natural fiber composites has been reported to be significantly influenced by the type of the applied fibers.For example,the response of natural fibre composites made of flax,hemp,and jute fabric and polypropylene matrix was studied under ballistic impact by fragment simulating projectiles[43].In this research, flax composites were reported to absorb more impact energy(52.5 J)than the composites made of hemp(39.0 J)and jute(30.5J)fabrics.The results of the current study suggest that the biocomposite specimens and the HDPE samples were able to absorb about 6.3-9.0%of the ballistic impact energy.There is therefore a need to couple the biocomposite with a metal,such as aluminum alloy,to form light weight hybrid material system for use as protective armor.
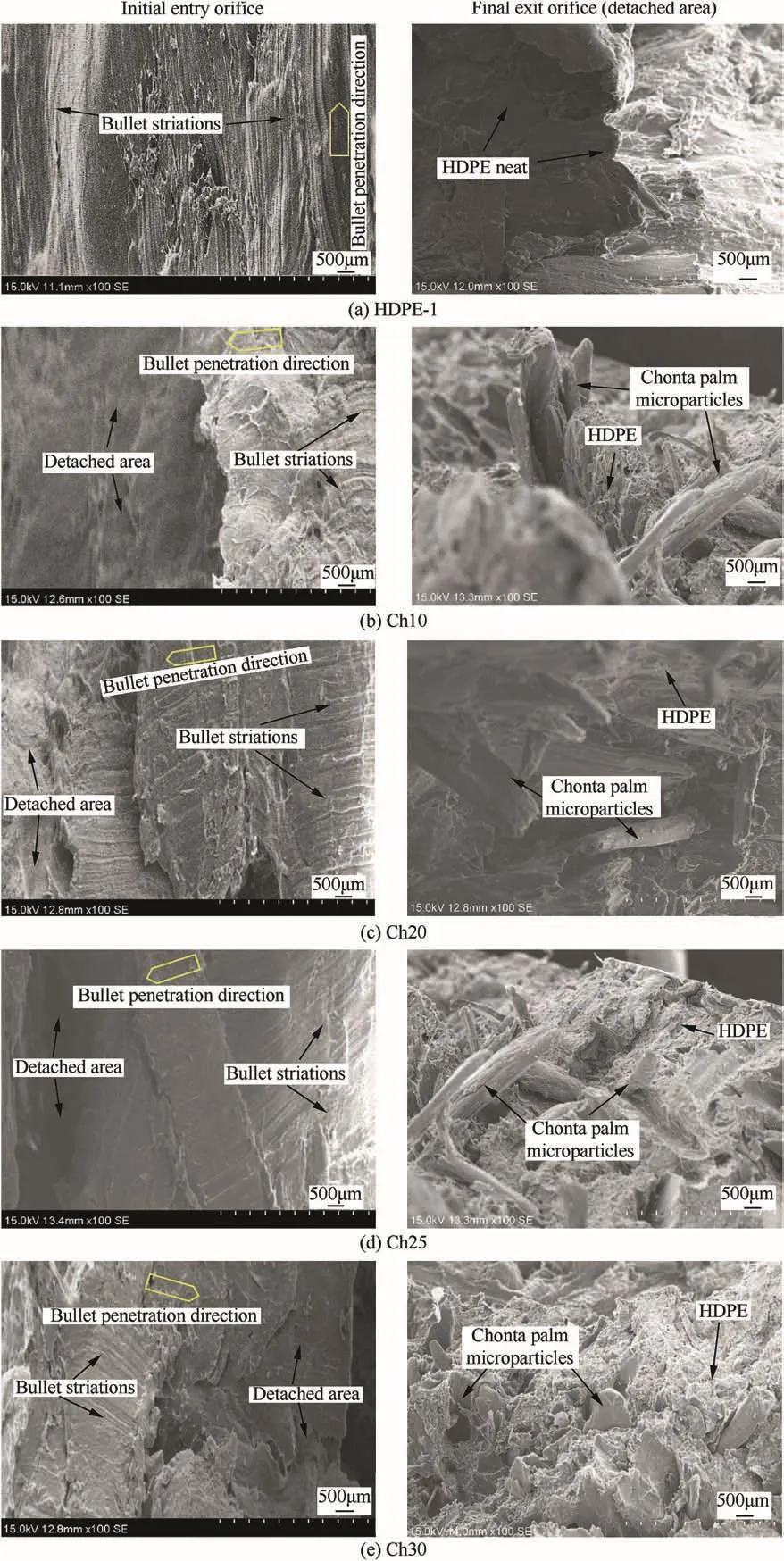
Fig.7.Longitudinal section showing the morphology of projectile penetration channels inside the targets.
SEM micrographs of the fracture surface of the biocomposites along the longitudinal section of perforation after projectile penetration are presented in Fig.7.These micrographs provide information on the deformation and the sequence of ballistic impact damage of the targets during projectile penetration.The damage sequence involves an indentation on the impact surface produced by a localized stress in the region of initial contact.The pressure exerted by the projectile creates a small puncture.At the initial stage of penetration,a ductile crater enlargement can be observed at the initial entry orifice(Fig.7(a)-(e)).Horizontal striations were observed,which are characterized by lands and grooves that come from the rifling process of the ogive.The impression marks of the bullet are unique characteristics of a typical projectile as it travels through the barrel.At the bullet exit orifice,characterized by large material detachment,exposure of chonta palm micro-particles,plastic deformation,and matrix fracture due to projectile perforation can be observed(Fig.7(a)-(e), final exit orifice).These results suggest that the amount of material detachment during ballistic penetration is influenced by the impact resistance of the target.For example,Ch20 and Ch25 plates,which have the highest impact resistance,also exhibited the lowest amount of material detachment compared to the other targets(Fig.7(c),(d), final exit orifice).The improved mechanical and dynamic properties are responsible for the greater energy absorption and better resistance to projectile penetration in these specimens.Thus,these results suggest that incorporation of chonta palmwood microparticles into a polymeric matrix such as HDPE can improve the energy absorption capability of the polymer resulting biocomposites with enhanced energy absorption capability on exposure to ballistic impact.
4.Conclusions
Biocomposites consisting of high density polyethylene reinforced with microparticles of chonta palm wood(Bactris gasipaes)were developed and characterized under both quasi-static and dynamic mechanical loading.The specimens investigated include HDPE neat(unreinforced),as control sample,and biocomposites containing 10,20,25,and 30 wt%of chonta wood palm microparticles as reinforcements in HDPE.The density of the biocomposites only varies slightly from one another.The tendency of the biocomposite to absorb water increased only slightly as the weight fraction of the wood particle was increased to 30 wt%.The strength and stiffness of the HDPE are enhanced by reinforcement with chonta wood particles.However,reinforcement with chonta wood particles have a more pronounced effect on Young modulus than tensile strength.Both strength and young modulus increase as the wood particle content increases up to 25 wt%.Increasing wood particle content beyond 25 wt%to 30 wt%will result in decrease in both tensile strength and Young modulus.The loss in strength and modulus as the wood particle content is increase to 30%is due to particle agglomeration at higher particle content which leads to poor bonding between agglomerated particles and the matrix and debonding at particle-particle interface during mechanical loading.The recommendable amount of chonta wood particles for optimum reinforcing effect on HDPE are 20 and 25 wt%.Bio-composite containing these weight fractions of chonta microparticles exhibited the highest ballistic impact resistance,and the best mechanical performance underboth quasi-static tensile and dynamic compression loading.These results suggest that deposition of wood palm microparticles in a polymeric matrix(HDPE)improves the mechanical properties and the ballistic resistance of the polymer resulting in biocomposites with improved performance compared to the unreinforced HDPE.
Acknowledgements
The authors wish to acknowledge the financial supports of the Natural Sciences and Engineering Research Council of Canada(NSERC).The financial support of the National Secretary of Science and Technology of the Ecuador(SENESCYT)and Ecuadorian Army is also greatly appreciated.
[1]Salit MS.Tropical natural fibre composites:properties,manufacture and aplications.Engineering Materials.Singapore:Springer;2014.
[2]John MJ,Thomas S.Bio fibres and biocomposites.Carbohydr Polym 2008;71:343-64.
[3]Mathur VK.Composite materials from local resources.Construct Build Mater 2006;20:470-7.
[4]Rusu D,Boyer SAE,Lacrampe MF,Krawczak P.Bioplastics and vegetal fiber reinforced bioplastics for automotive applications.In:Handb.Bioplastics biocomposites Eng.Appl.,USA.John Wiley&Sons;2011.p.397-449.
[5]Graefe S,Dufour D,Zonneveld MV,Rodriguez F,Gonzalez A.Peach palm(Bactris gasipaes)in tropical Latin America:implications for biodiversity conservation,natural resource management and human nutrition.Biodivers Conserv 2013;22:269-300.
[6]Temer BC,Almeida JRM.Development and characterization of agglomerated panels using residues from the sustainable production of heart of palm from pejibaye(bactris gasipaes)palms.Polym Renew Resour 2015;6:43-55.
[7]Temer BC,d'Almeida JRM.Characterization of the tensile behavior of pejibaye(bactris gasipaes) fibers.Polym Renew Resour 2012;3:33-42.
[8]Ratna Prasad AV,Mohana Rao K.Mechanical properties of natural fibre reinforced polyester composites:jowar,sisal and bamboo.Mater Des 2011;32:4658-63.
[9]Dai D,Fan M.Wood fibres as reinforcements in natural fibre composites:structure,properties,processing and applications.Nat.Fibre Compos 2014;1:3-65.
[10]Nabi Saheb D,Jog JP.Natural fiber polymer composites:a review.Adv Polym Technol 1999;18:351-63.
[11]Stokke D,Wu Q,Han G,Stevens CV.Introduction to wood and natural fiber composites. first ed.Chichester,England:Wiley;2014.
[12]La Mantia FP,Morreale M.Green composites:a brief review.Compos.Part A Appl Sci Manuf 2011;42:579-88.
[13]Mahjoub R,Bin J,Yatim M,Rahman A,Sam M.A review of structural performance of oil palm empty fruit bunch fiber in polymer composites.Adv Mater Sci Eng 2013:1-9.
[14]Ngo KYTWL,Pang MM,Yong LC.Mechanical properties of natural fibre(kenaf,oil palm empty fruit bunch).Adv Environ Biol 2014;8:2742-7.
[15]Magalhaes WLE,Pianaro SA,Granado CJF,Satyanarayana KG.Preparation and characterization of polypropylene/heart-of-peach palm sheath composite.J Appl Polym Sci 2013;127:1285-94.
[16]de Farias MA,Farina MZ,Pezzin PT,Silva DK.Unsaturated polyester composites reinforced with fiber and powder of peach palm:mechanical characterization and water absorption pro file.Mater Sci Eng C 2009;29:510-3.
[17]Santos AS,Farina MZ,Pezzin PT,Silva DAK.The application of peach palm fibers as an alternative to fiber reinforced polyester composites.J Reinforc Plast Compos 2008;27:1805-16.
[18]Oma r MF,Akil HM,Ahmad ZA.Effect of molecular structures on dynamic compression properties of polyethylene.Mater Sci Eng A 2012;538:125-34.
[19]Brebu M,Vasile C.Thermal degradation of lignin-a review.Cellul Chem Technol 2010;44(9):353-63.
[20]Haro EE,Odeshi AG,Szpunar JA.The effects of micro-and nano- fillers’additions on the dynamic impact response of hybrid composite armors made of HDPE reinforced with Kevlar short fibers.Polym-Plast Technol Eng 2017;57(7):609-24.
[21]ASTM.ASTM:D638,Standard test method for tensile properties of plastics.ASTM Stand 2013:1-16.
[22]D570.Water absorption of plastics 1.ASTM Stand 2014;98:25-8.no.Reapproved 2010.
[23]Weinong C,BO S.Split Hopkinson(Kolsky)bar:design,testing and applications",Mechanical engineering seriesvol 1.Springer;2013.
[24]Omar MF,Md Akil H,Ahmad ZA,Mazuki AAM,Yokoyama T.Dynamic properties of pultruded natural fibre reinforced composites using Split Hopkinson Pressure Bar technique.Mater Des 2010;31(9):4209-18.
[25]Tiamiyu AA,Basu R,Odeshi AG,Szpunar JA.Plastic deformation in relation to microstructure and texture evolution in AA 2017-T451 and AA 2624-T351 aluminum alloys under dynamic impact loading.Mater Sci Eng A 2015;636:379-88.
[26]Mukasey MB.NIJ Standard-0101.06,ballistic resistance of body armor.Washington,DC,USA:National Institute of Justice;2008.
[27]Fire A,Publication A.NATO/PFPUN classified NATO international staff defence investment division allied NATO reaction-to- fire tests for materials policy for the pre-selection of materials for military applications.third ed.,vol 1;July,2010.STANAG 4602 Allied Fire Assessment Publication(AFAP).
[28]Arvidsson PG.NATO"Infantry weapons standardization".Brussels,Belgium:NATO Army Armaments Group;2008.
[29]Safety M,Analysis I.STANAG 4241:review of the bullet impact test background.San Diego:US:Munitions Safety Information Analysis Center;2013.
[30]Haro EE,Szpunar JA,Odeshi AG.Ballistic impact response of laminated hybrid materials made of 5086-H32 aluminum alloy,epoxy and Kevlar®fabrics impregnated with shear thickening fluid.Compos.Part A Appl Sci Manuf 2016;87:54-65.
[31]Haro EE,Odeshi AG,Szpunar JA.The energy absorption behavior of hybrid composite laminates containing nano- fillers under ballistic impact.Int J Impact Eng May 2016;96:11-22.
[32]Abrate S."Impact engineering of composite structures,"CISM Courses and Lectures,vol 526.New York:Springer Wien;2011.
[33]Mohagheghian I,McShane GJ,Stronge WJ.Impact perforation of monolithic polyethylene plates:projectile nose shape dependence.Int J Impact Eng 2015;80:162-76.
[34]Ayrilmis N,Tas¸demir M,Akbulut T.Water absorption and mechanical properties of PP/HIPS hybrid composites filled with wood flour.Polym Compos 2015.https://doi.org/10.1002/pc.23647.no.August 2016.
[35]Ramezani Kakroodi A,Kazemi Y,Rodrigue D.Mechanical,rheological,morphological and water absorption properties of maleated polyethylene/hemp composites:effect of ground tire rubber addition.Compos B Eng 2013;51:337-44.
[36]Mohd Ayob NA,Ahmad M,Mohd Khairuddin NN.Water resistance and tensile strength of high density polyethylene(HDPE)composites.Adv Mater Res 2016;1134:34-8.
[37]Ku H,Wang H,Pattarachaiyakoop N,Trada M.A review on the tensile properties of natural fiber reinforced polymer composites.Compos B Eng 2011;42(4):856-73.
[38]Jacob M,Thomas S,Varughese KT.Natural rubber composites reinforced with sisal/oil palm hybrid fibers:tensile and cure characteristics.J Appl Polym Sci 2004;93(5):2305-12.
[39]Beg MDH,Akindoyo JO,Ghazali S,Mamun AA.Impact modified oil palm empty fruit bunch fiber/poly(Lactic)acid composite.Int J Chem Mol Nucl Mater Metall Eng 2015;9(1):165-70.
[40]Bengtsson M,Le Baillif M,Oksman K.Extrusion and mechanical properties of highly filled cellulose fibre-polypropylene composites.Compos.Part A Appl Sci Manuf 2007;38(8):1922-31.
[41]Boudenne A,Ibos L,Candau Y,Thomas S.Handbook of multiphase polymer systemsvol.2.John Wiley and Sons Ltd;2011.
[42]Abdulhamid H,Kolopp A,Bouvet C,Rivallant S.Experimental and numerical study of AA5086-H111 aluminum plates subjected to impact.Int J Impact Eng 2013;51:1-12.
[43]Wambua P,Vangrimde B,Lomov S,Verpoest I.The response of natural fibre composites to ballistic impact by fragment simulating projectiles.Compos Struct 2007;77(2):232-40.
杂志排行
Defence Technology的其它文章
- Effect of body material and temperature variation on the performance of the time delay pyrotechnic compositions
- Catalytic effects of Cu-Co*on the thermal decomposition of AN and AN/KDN based green oxidizer and propellant samples
- Pitting and stress corrosion cracking studies on AISI type 316N stainless steel weldments
- Virtual ballistic impact testing of Kevlar soft armor:Predictive and validated finite element modeling of the V0-V100probabilistic penetration response
- Optimizing submerged arc welding using response surface methodology,regression analysis,and genetic algorithm
- Effect of functional composite coating developed via sulphate and chloride process parameter on the UNS G10150 steel for structural and wear mitigation in defence application