面向个性化定制焊接式渣包参数化方法
2018-06-29董玉德李久成杨善来陈明龙
董玉德 李久成 杨善来 陈明龙 王 男
1.合肥工业大学机械工程学院,合肥,230009 2.安徽铜冠机械股份有限公司,铜陵,244000
0 引言
渣包(也称渣罐)是冶金工厂工艺生产过程中用来盛放、装运高温熔化状态的钢水渣、铁水渣以及粗铜渣的容器。传统铸造冶金渣罐存在诸多铸造缺陷,且受到“极冷极热”交变的恶劣工况条件的影响,在高温下易产生裂纹和变形失效等缺陷,导致渣包寿命短。为解决铸造渣包使用寿命短的问题,国外学者对渣包产品结构设计进行了研究。NEACSU等[1]对渣包产品进行热应力分析,根据分析结果对渣包的模型进行优化;ROJACZ等[2]采用不同显微镜的测量方法,对渣包横截面进行分析和硬度测量。国内也研发出诸多改进渣包结构方法与措施[3⁃5]。但这些技术均未从根本上改变渣包本体的铸造结构,本文提出利用轧制钢板焊接制造渣包(简称焊接式渣包)的思想。
目前,传统焊接式渣包的设计过程中存在零部件重复设计、图纸修改任务量大、工程图属性添加繁琐、设计效率低等问题,这种设计方法无法在“质量、时间、效益”[6]和“客户满意度”[7]方面满足客户对产品的要求,就焊接式渣包设计来说,急需一种新的设计方法。
本文针对现代化企业面对客户多样化、个性化问题,提出由客户驱动个性化定制的参数化设计方法,把客户个性化定制思想移植到产品设计中,建立了面向个性化定制的焊接式渣包参数化系统。
1 渣包结构设计以及热力学分析
1.1 结构特点
在市场经济多级化、客户需求多样化环境下,大批量定制生产方式能快速、低成本地向客户提供个性化产品,正在成为制造业的主流生产模式[8]。为了避免铸造生产带来的诸多问题,本文对渣包产品模型进行模块化设计,其结构如图1所示,主要由底座总成、锥形筒体、吊耳、手柄以及翻转机构总成组成。
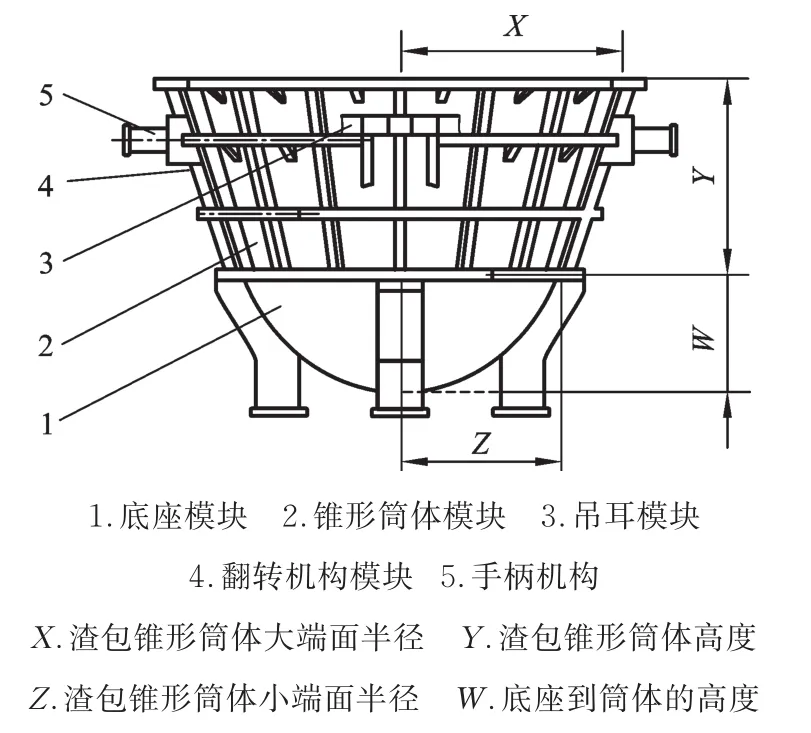
图1 渣包的主体结构和全局变量参数Fig.1 Main structure of cinder ladle and global variable parameters
参数化系统设计法可满足客户对渣包不同规格的个性化要求,实现对渣包的快速产品设计。如何计算焊接式渣包容积是搭建参数化系统的重要组成部分。渣包形状是不规则的,容积没有现成的确定性计算公式,但可以把它的容积看成是由3块圆弧板拼接而成的锥形筒体的体积以及近似半球体底座的体积,则渣包容积计算公式为
1.2 模块划分
基于模块化设计技术的产品配置[9]是一种快速设计方法,在大批量定制生产[10]环境下,根据客户需求和产品配置模型,对模块化产品零部件进行组装,快速生成个性化产品[11],满足客户对产品的多样化、个性化的需求。一个复杂的设计系统可以被划分成若干小部分或模块单元,这样可以有效降低系统整体复杂性。
产品的模块化设计不是简单地将零件分类,还要充分考虑产品所具有的强度、硬度、焊接性和模型结构特性等要求,合理划分模块是模块化设计的基础与关键[12],模块化设计不仅能缩短产品生产周期,还能有效保障产品的设计质量[13]。
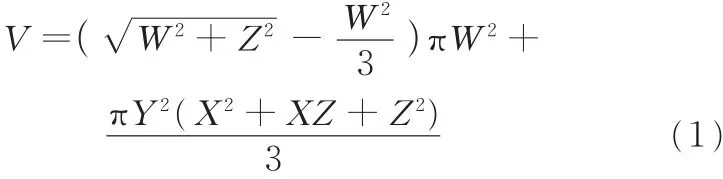
产品的功能相关性、结构相关性分析为其模块划分提供最有力支撑。功能相关性评价准则是两个结构之间是否能完成父功能,而结构相关性的评价准则是由连接类型和配合的接触类型来衡量的。如图2所示,按照客户需求,依据渣包的功能相关性和结构相关性将其划分为底座、支撑柱、锥形筒体、吊耳、筋板、手柄、翻转机构七大模块。以箱型结构手柄座为例来说明,手柄座是由底箱板、上下左右4块箱板与封箱板一同焊接而成的。为降低参数化过程中变型参数传递结构的系统复杂性,将底座和支撑柱合并成底座模块,同时将筋板部件打散,按照结构特点分别划分到相对应模块中,将其划分为底座模块、手柄模块、锥形筒体模块、吊耳模块以及翻转机构模块。每个模块都具有独立功能,模块之间都存在千丝万缕的关系。底座模块和锥形筒体模块具有相同的对称轴,用一个圆加强筋通过焊接固定在一起。手柄模块、吊耳模块、翻转机构及各种加强筋一同焊接在渣包本体上,手柄模块与渣包车相配合,实现渣包运送;手柄模块、吊耳模块及翻转模块相互配合,构成悬挂式翻转机构来实现渣包倒渣功能;各大模块相互配合来实现渣包盛放、倒渣等一系列功能。
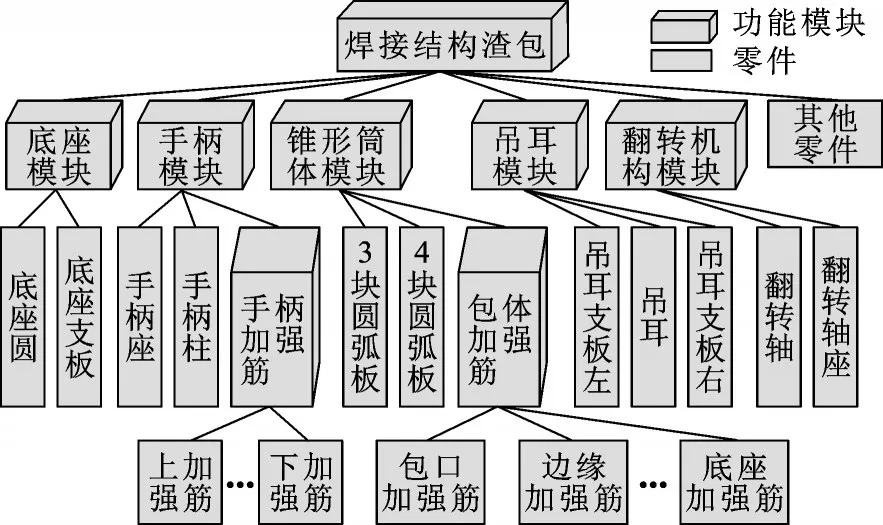
图2 焊接渣包功能模块合理化Fig.2 Rational function module of welded cinder ladle
1.3 热力学分析
利用SolidWorks软件自带插件SolidWorks Simulation,在交变状况下对渣包实体模型进行热力学分析。
渣包主要承受各种废弃渣对渣包内面施加的流体静压力以及自身的重力,对材料为Q345R、厚度为80 mm的渣包进行位移、应变、应力变形模拟分析,找出渣包在工作过程中整体受力与渣包结构之间的关系。如图3所示,通过分析结果可以看出,吊耳和2个吊耳支撑板之间出现应力集中,手柄轴与手柄座同样出现应力集中。手柄轴为空心轴,在2个相互配合零部件的接触面可以采用圆弧焊接方式,这样可以有效避免应力集中。筋板与渣包外壁交接处拉应力较大,尽量增大筋板宽度、减小其厚度,从而优化渣包结构。
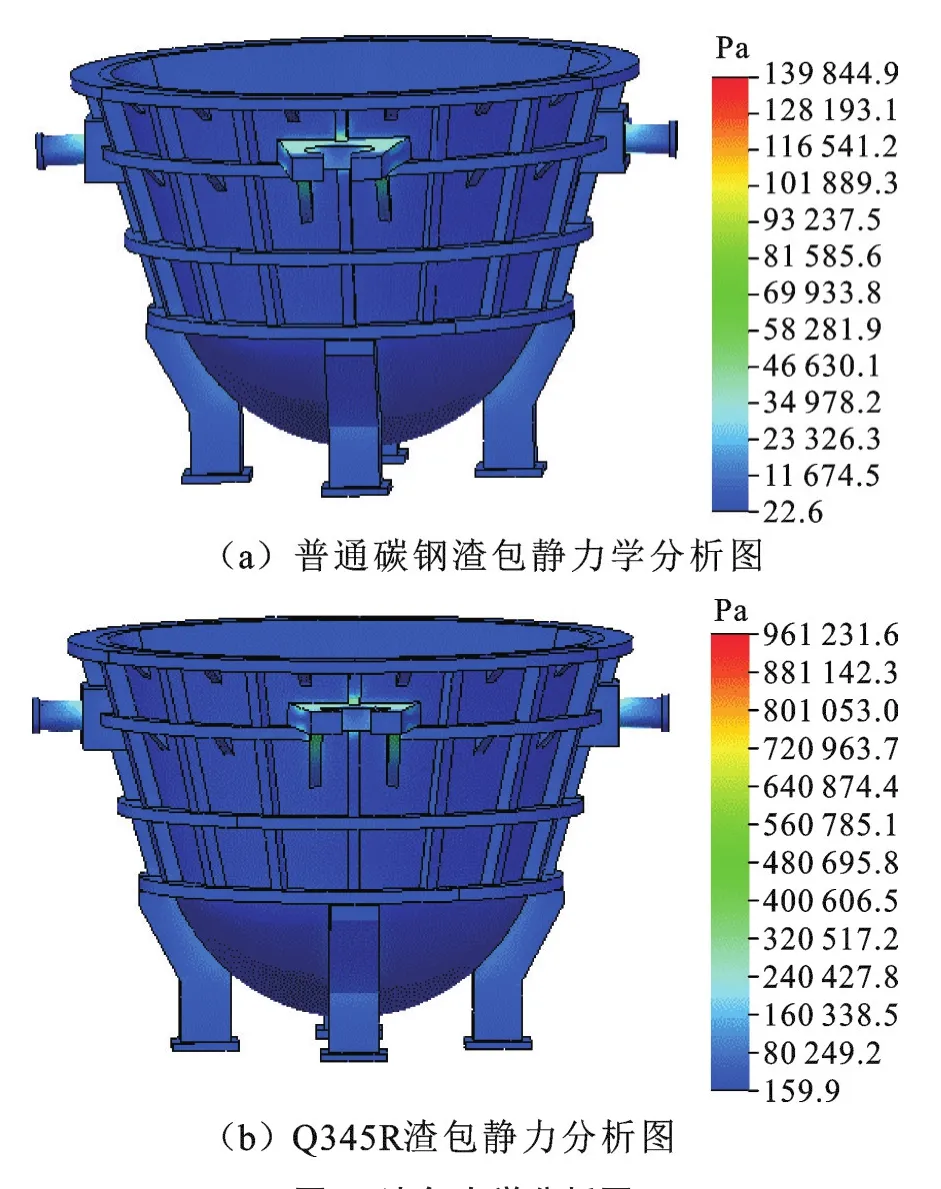
图3渣包力学分析图Fig.3 Mechanical analysis of cinder ladle
渣包常处于“极冷极热”交变工况下,温度最高可达1 500℃,因此,也要考虑温度对渣包的影响。在工作温度设置为1 500℃交变工况下,利用有限元分析软件对改进后渣包在本体材料不同、壁厚不同情况进行分析比较。由图4所示分析结果可知,渣包的变形、裂纹与渣包本体材料、工况下受热温度以及结构厚度有关。工况温度和结构厚度一定时,渣包本体材料直接影响渣包变形以及使用寿命,材料性能越好,抗形变能力越强;同样,在选取同种渣包材料的情况下,其模型壁越厚,抗形变能力越强。
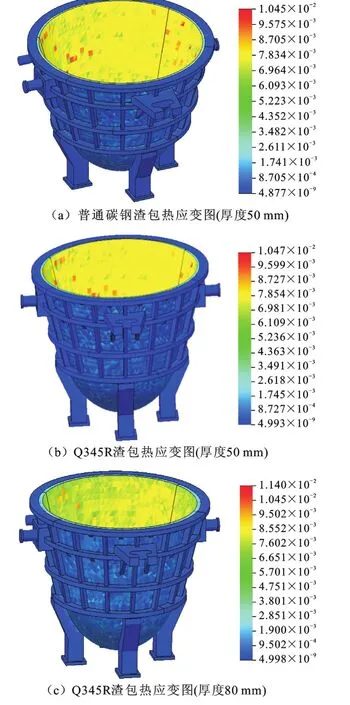
图4 渣包热应变分析图Fig.4 Thermal strain analysis of cinder ladle
在3种不同情况下对改进后的渣包进行热力学分析,以12 m3渣包为例,材料为Q345R、厚度为80 mm渣包的屈服强度达到345 MPa,抗拉强度达到620 MPa,最大形变位移为0.528 5 mm,是实际结构厚度的0.6%,可见焊接式渣包的强度、硬度满足实际生产要求。
2 焊接渣包个性化定制的实现
2.1 系统总体架构
系统总体架构的设计与选取在产品系统开发和使用的整个生命周期中至关重要,系统各个功能模块的实现是系统整体架构的基础,模块之间的有机统一是实现系统整体性的有力保障。构建焊接渣包参数化系统利用相关产品知识体系建立SolidWorks、Access及Visual C++之间的关系,通过Visual C++设计出产品操作系统并无缝隙嵌入SolidWorks软件平台,该系统总体架构是由用户层、开发层、数据层组成的,通过彼此之间建立逻辑关系实现产品参数化设计。以提高企业产品设计效率和保证质量为目的,为用户搭建简单、快捷的人机交互平台,总体架构如图5所示。
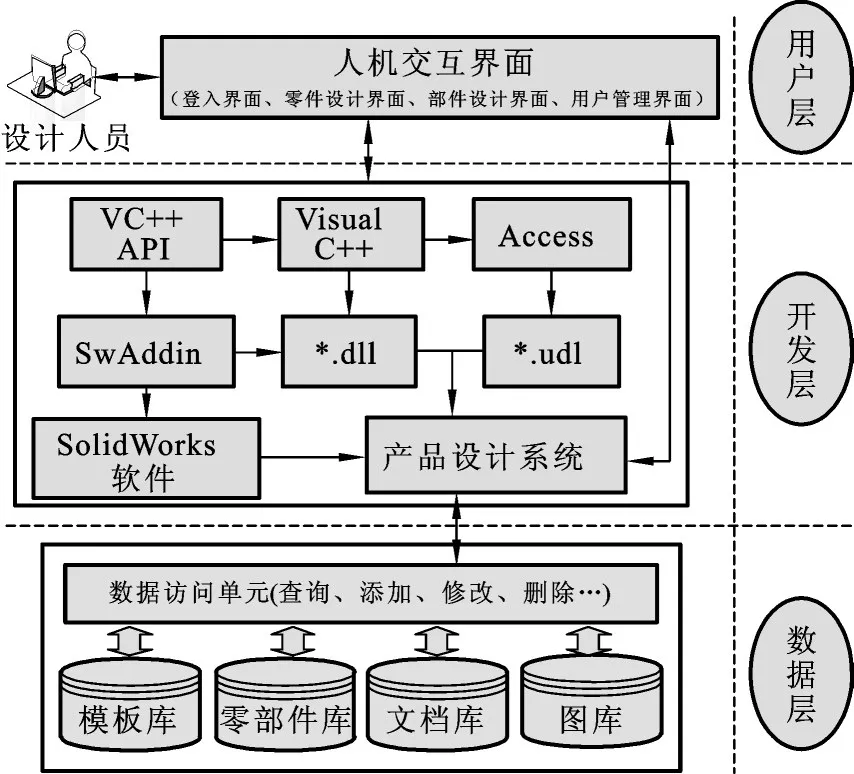
图5 系统总体架构Fig.5 Overall architecture of system
数据层为整体系统正常运行提供数据管理技术支撑,主要包括产品模板库、零部件库、文档库以及产品图库,主要储存产品模板、零部件模型、装配体模型、产品设计过程文档资源、产品事物特性表以及产品各种零部件图库等信息。企业可以利用现有资源不断完善产品的数据库[14]。
开发层是整个系统的技术核心,主要包括SolidWorks软件系统、Visual C++系统、Access数据库、产品设计系统,前三者相互联系,为产品设计系统提供技术支撑。
用户层是用户与系统进行人机交互,实现系统功能操作的主要窗口。系统通过用户层将产品设计信息提供给客户,客户通过相应操作将信息传递给开发层,开发层中的系统再将产品设计结果反馈给客户,最终完成产品设计过程[15]。
2.2 参数化设计思路
产品在开发设计阶段要建立完备的参数化模板产品和零部件模型,对客户产品需求进行分析。在产品设计时,根据客户需求检索现有系统数据库信息是否有适应需求配置的产品模板[16],若有,则在现有模型基础上进行变型设计来满足具体产品要求;若无,则利用CAD软件建立产品的3D模型,再将模型进行结构分析与优化,建立产品模板。进入产品设计系统对话框,先将模板产品存放到指定库文件下,根据用户所需模型参数,赋予产品相应主动尺寸参数,点击生成3D模型;应用几何相似原理实现产品模型驱动,生成新产品模型,再对新产品模型零部件进行快速添加属性,并输出工程图,完成产品设计。设计流程如图6所示。
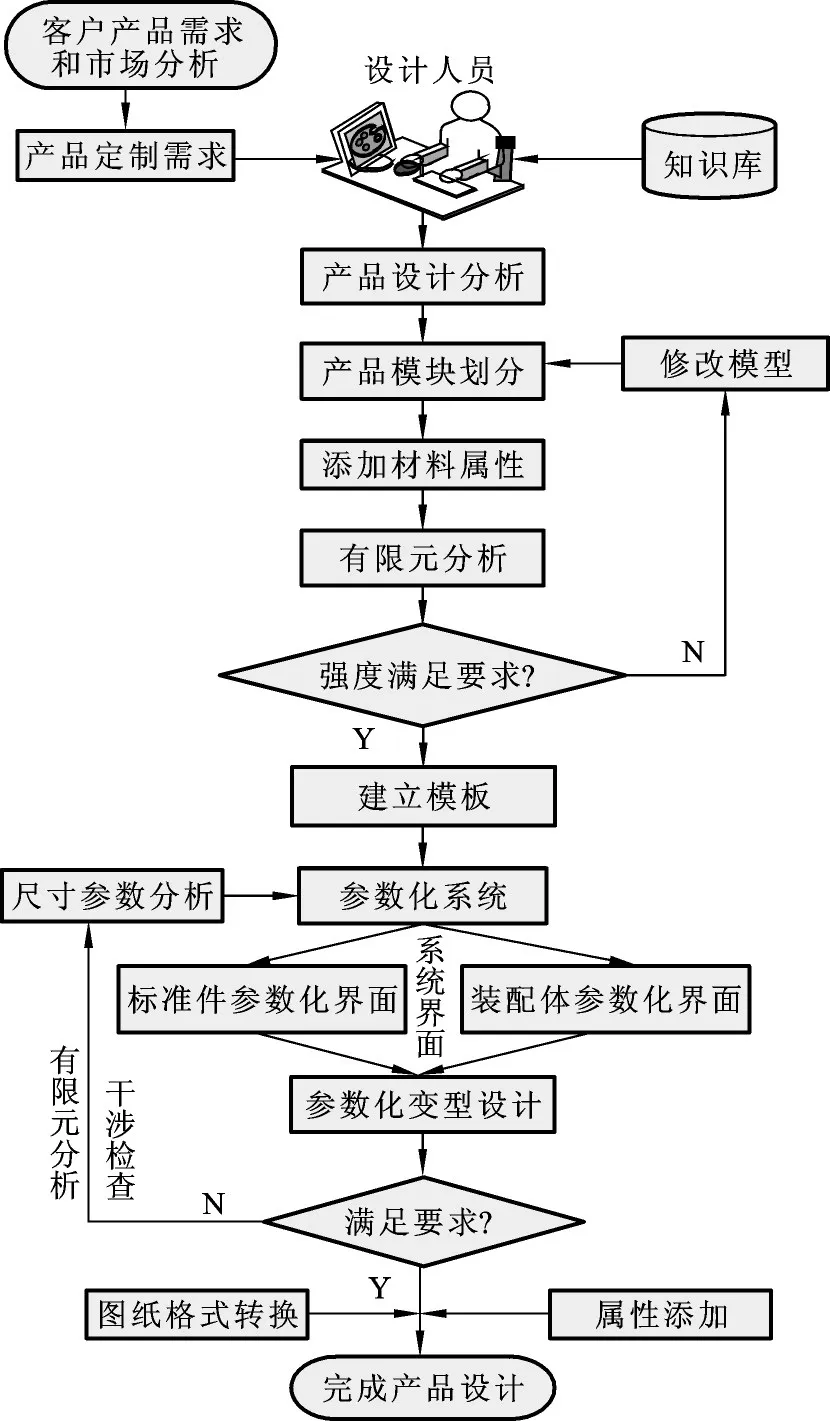
图6 系统设计流程图Fig.6 The flow diagram of system design
2.3 面向个性化产品参数化
产品参数化是对同一产品,在同一基本结构或基本条件下按照一定规律形成一系列不同规格的产品模型。参数化设计是以产品模板或代表品种为基础(不会对原设计的基本原理和基本结构特征造成破坏),按照几何相似学原理,遵循相似本质计算出该系列其他规格产品尺寸、体积、功率、性能等各种参数,从而演变成多种多元化产品来满足客户个性化需求。工程实例验证表明,提出的参数化设计方法具有提高产品的结构设计效率、实现简单、可移植性强等特点,对那些形状相似且不同规格产品设计具有重要意义。
2.4 参数分析及尺寸参数传递
参数分析是实现个性化定制焊接式渣包的前提,主要包括产品整体参数分析、零部件参数分析,其目的是分析出能影响产品总体结构变化的尺寸参数,即主动尺寸参数和被动尺寸参数。
主动尺寸参数是直接驱动模型变型的几何参数,它们控制模型结构形状特性,相互独立、互不影响。在产品装配体模型中,将具有独立特性的尺寸参数定为全局主动尺寸参数变量,简称全局变量。
被动尺寸参数受主动尺寸参数约束,不能直接控制模型结构特性,但可通过与主动尺寸参数建立某种关联,间接来控制某些零部件模型结构变化。
不变尺寸参数是不随主动尺寸参数改变而改变,模型变型时不会发生变化的尺寸参数。
(1)产品整体参数分析。分析出能影响产品整体功能、结构变化的尺寸参数,即找出产品的全局变量参数。以焊接式渣包产品为例,产品每个模块直接或间接焊接在锥形筒体的圆弧板上,圆弧板模型变化不但会影响锥形筒体模块的结构,还会影响渣包产品整体使用功能、结构变化。因此,选取圆弧板为产品核心零件,将能影响圆弧板变形的重要尺寸参数设定为产品的全局变量,即圆弧板两端半径X、Z以及圆弧板高度Y。
(2)零部件参数分析。采用模块化设计思想,划分具体模块,如图2所示。每个模块为一个部件,部件由2个或2个以上的零件组成。分析每个模块的功能与结构特性,找出影响每个部件变型的主动尺寸参数(即部件全局变量),其他被动尺寸参数通过与部件全局变量建立某种关联来实现零部件结构的变型驱动。
(3)尺寸参数的传递。将产品整体尺寸参数与零部件尺寸参数建立关联。产品整体通过系统将全局变量参数传递给1级部件,再逐级传递给零件,将零部件结构形状变化逐级向上反馈给产品,最终实现产品参数化设计。这样只需要改变全局变量尺寸参数,就会快速实现不同规格的产品模型。
2.5 参数化的产品变型技术
产品参数化变型设计[17]是通过零件的参数化变型来实现的,变型参数的分析是参数化变型设计的前提。通过参数分析找出产品整体全局主动参数、零部件主动参数,建立尺寸参数关联。对产品变型的全局变量进行修改,将参数传递到每个零部件上,通过尺寸变型参数驱动底层零件的参数化变型,从而实现产品变型设计。
参数化变型设计基于SolidWorks软件平台,融合了参数分析与尺寸变型设计的思想,综合了基于装配体的参数化设计和基于零件式的参数化设计[18](这两种设计方式相互独立、互不干扰)。基于装配体的方式主要针对产品整体零部件之间装配关系较强的部分,基于零件式设计方法主要针对零部件之间装配关系较弱的部分,即建立零件库。利用Ac⁃cess数据库存储每个特定零件,建立属于每个零件特性参数表,利用后台程序搭建简单、方便、快捷的产品个性化定制人机交互参数化系统。
如图7所示,若客户需要12 m3渣包产品,可直接在个性化系统指定位置输入数值12,通过后台程序调用式(1),将相应尺寸参数传递到能影响产品结构尺寸的主动参数X、Y、Z,利用参数之间的关联关系逐级传递到每个零件,实现产品变型设计;还可通过修改产品总体特征参数表中数据来实现参数化变型设计。
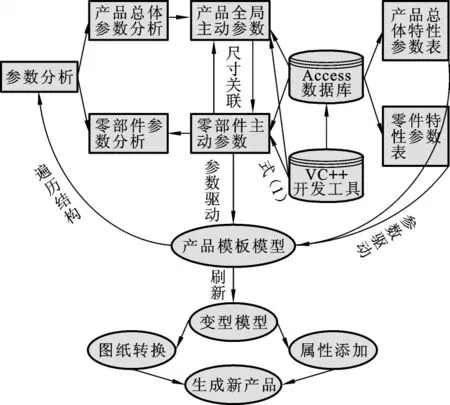
图7 参数化设计流程图Fig.7 The flow diagram of parametric design
用户获取变型模型后对产品进行干涉检查,通过有限元分析来验证产品是否符合结构设计。如果有限元分析结果不理想,那么产品模型一定会存在应力集中。通过分析结构找出应力集中处,系统会对应力集中的零部件高亮显示,通过修改高亮零部件主动尺寸参数,使其结构发生变化,有效降低产品应力集中。利用3D模型与2D工程图的相关性对产品零部件3D模型进行修改,直接反映到工程图中。该系统还具有图纸格式转换功能、零部件属性快速添加功能,不仅能有效解决企业关于图纸打印的问题,还可以解决重复修改零部件属性问题,有效减少设计人员的重复性工作,大大提高设计效率。
2.6 尺寸参数关系设置
尺寸参数关系正确的设置是实现产品参数化系列化的关键。根据模块化设计思想,先设置产品装配体的主动尺寸,如选定锥形筒体的大面半径X、高度Y、小面半径Z,利用主动尺寸与被动尺寸之间的关系,传递给各个模块,再通过每个模块传到每个零件。在模块内部,设置主动尺寸数目 k,k=1,2,3;在零件内部,主动尺寸数目为k1,1≤k1≤k。零件设置的主动尺寸在模块中转化成相对应被动尺寸,而模块设置的主动尺寸在产品装配体中转化成相应的被动尺寸。
如图8所示,部件Assembly_01由零件Part_01和Part_02组合而成,设置部件Assembly_01的主动尺寸参数X_01、X_02、…,部件主动尺寸参数通过X_11=X_01,X_21=X_01等公式传递给零件 Part_01和 Part_02,零件 Part_01、Part_02分别将尺寸参数X_11、X_12和X_21、X_22传递给零件内部的Y_11、Z_21等被动尺寸参数。在零件内部,X_11、X_21为主动尺寸参数,Y_11、Z_11为被动尺寸参数;在部件内部,X_11、X_21为被动尺寸参数,X_01、X_02为主动参数;在产品内部,X_01、X_02为被动参数,X、Y、Z为主动尺寸参数。在参数传递过程中,产品层参数向下传递到部件层,部件层参数向下传递到零件层,零件层参数通过尺寸变化引发形状变化逐级向上反映到产品层,使其按照某种特定规律变化而形成一系列不同规格的产品模型。
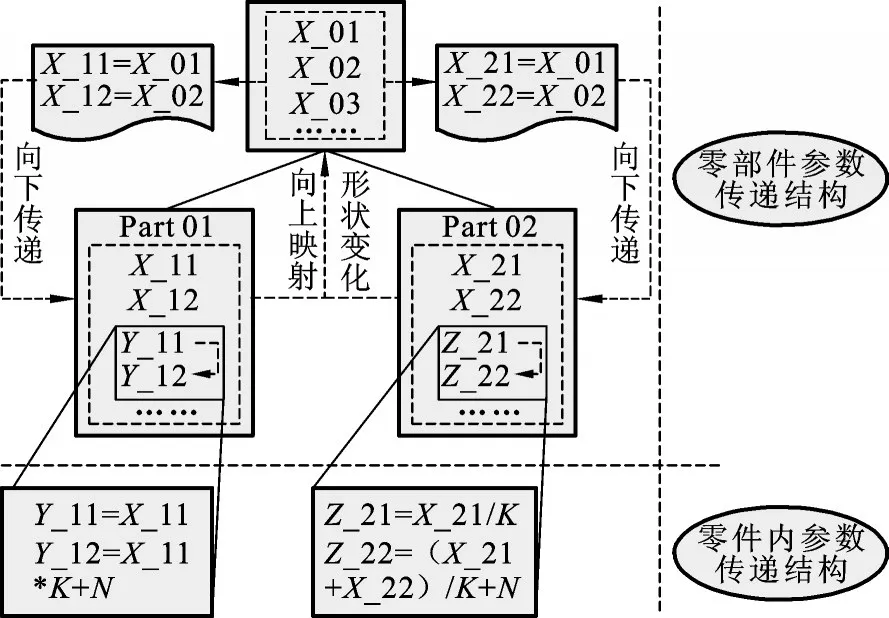
图8 零部件尺寸参数传递方式Fig.8 Way of parts size parameter transfer
2.7 属性添加
产品零部件属性的添加一直是产品设计的一个重要环节,零部件属性可分为共有属性与特有属性。传统零部件属性添加和修改主要在AutoCAD图纸上操作,设计人员对零部件特有属性的添加只能每个零部件一对一地添加,这样不仅耗时费力而且容易出错。为了解决以上问题,提出一种基于SolidWorks格式、利用数组和嵌套循环语句对装配体零部件三维模型进行属性添加的方法。参数化系统的属性添加模块共有3个功能:零部件检索、属性添加和数据库管理,如图9所示。
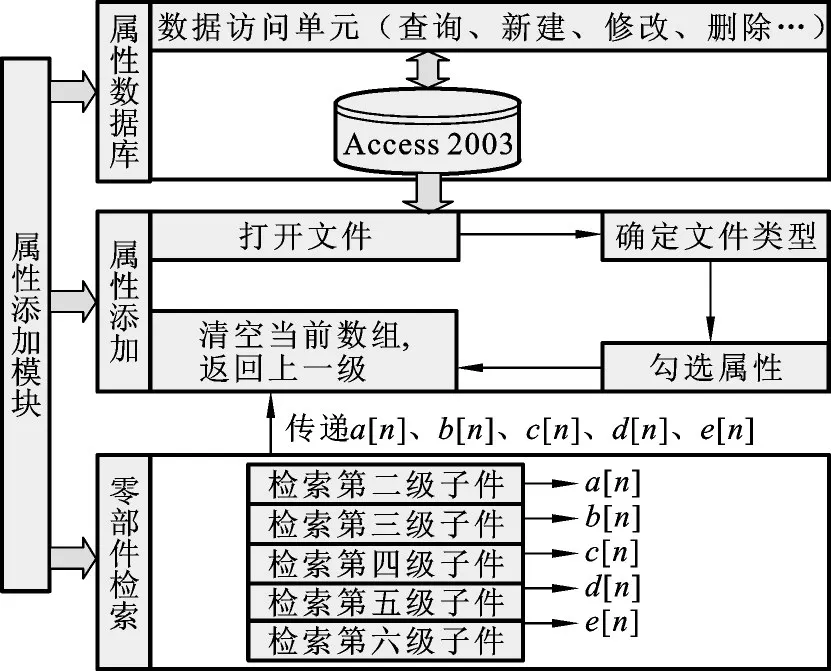
图9 属性添加模块Fig.9 The module of attribute addition
文件检索。检索当前打开文件的一级子件,若当前文件为零件,则检索结果为空。根据当前渣包的结构复杂程度,本文设定一套产品的零部件级别最多为六级,最高一级为产品装配体,最低一级为各个零件。设5个动态的字符串数组a[n]、b[n]、c[n]、d[n]、e[n]。将二级子件的名称传递给a[n],三级子件的名称传递给b[n],…,直到检索到零件,完成数据传递。
文件属性添加。产品零部件检索完毕之后,本系统由低到高依次读取字符串数组信息,设计人员可以在零部件三维模型和工程图纸两种操作环境下添加属性。在进行属性添加时,首先确定其文件类型是装配体类型还是零件类型,然后根据结果分别对装配体或零件进行属性添加。
数据库管理。属性库存储产品的属性值,在设计人员需要时直接从库中获取即可,本系统采用数据库Access 2003进行数据存储管理。
零部件共有属性的添加。以一个三级装配体为例来说明,其中,二级组件为部件,三级组件为零件。首先,在产品总装界面下检索获得二级部件的名称并传递给数组a[n],打开a[0]所代表的部件,再次检索并获得a[0]部件所有的零件,将零件名称依次赋值给b[n],然后依次打开b[n]所代表的零件并添加属性,当b[n]所代表的零件添加完毕之后,清空数组b[n]并关闭a[0]部件,然后打开a[1]部件,并重新检索,添加属性。通过上面的步骤,利用几个嵌套的循环语句即可完成属性的快速添加。
零件特有属性的添加。每一个零件所需添加的零件名称、材料、零件数量等属性各不相同,对于这种情况,设置一个int型数组X[15]={}(默认值0)去控制每一个属性添加与否,假设一个零件的属性“名称”的状态被变量X[1]控制,当勾选属性后面勾选框时,变量X[1]=1,否则X[1]=0。用户可以通过这种勾选式方法快速添加零件特有属性,这样不仅有效缩短设计时间,而且能精准、快速完成零件属性的添加。
3 系统实现与实例分析
3.1 系统个性化定制
本系统以SolidWorks 2012软件为开发环境,使用数据库为Access 2003,以C++为开发语言,通过SolidWorks提供的API函数,采用VC++6.0软件开发工具实现焊接渣包参数化系统,将做好的系统插件内嵌在SolidWorks软件工具栏命令图标。该系统主要针对同一产品,在同一结构的基本条件下,通过修改模型的某一部分或某几个部分的尺寸,自动完成产品模型中相关部分的改动,通过模型驱动生成产品三维CAD模型。通过焊接式渣包系统个性化定制,使用户更加快速地理解系统整体构架,加快了设计速度,提高了设计效率。
3.2 实例分析
如图10所示,以焊接式渣包系统应用为例,首先根据渣包规格和初始参数,计算每个特征的参数,然后通过个性化定制系统,将影响产品总体结构主动参数逐级到每个零件,每个零件通过形状变化映射到相应部件,最后将底座总成系统、翻转机构系统、吊耳机构系统、手柄系统以及锥形筒体系统自动装配,完成整体结构设计。然后利用个性化系统快速添加零部件属性以及实现图纸格式的转化。最后通过利用该系统对参数计算、产品建模设计、绘制图纸和属性添加进行设计并与人工设计参数、SolidWorks建模、CAD绘图图纸等所需时间进行对比分析。表1所示的测试结果表明,该焊接式渣包个性化系统使渣包产品设计效率得到有效提升。
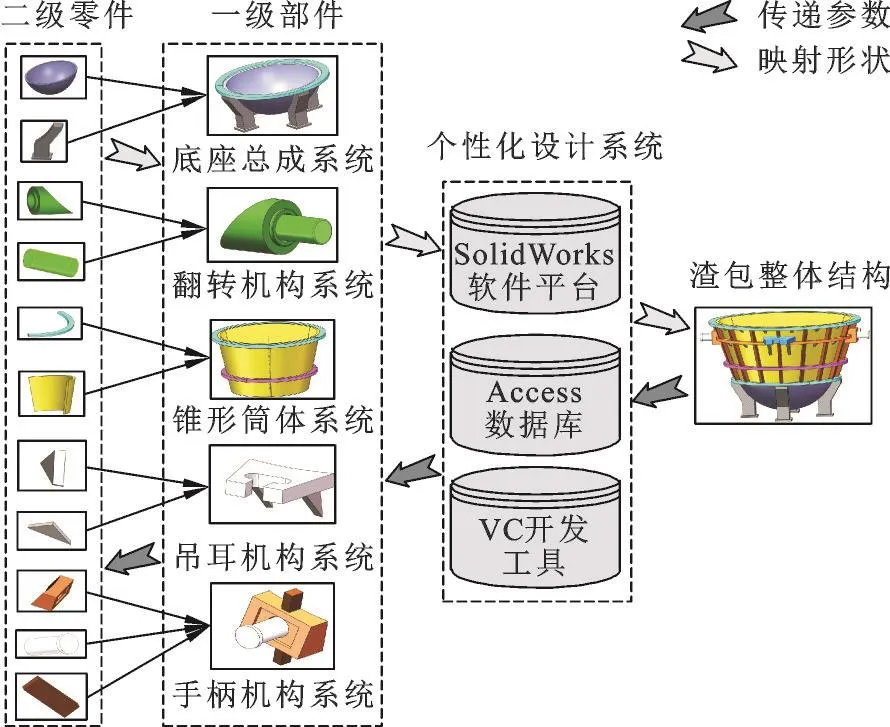
图10 系统应用实例Fig.10 Example of the system application

表1 设计时间Tab.1 Time of design h
4 结论
(1)本文以焊接式渣包为研究对象,采用模块化设计思想,将渣包产品按照结构性、功能型进行模块划分,有效降低了产品整体结构复杂性,提高了产品尺寸参数传递的效率。
(2)为了保证产品性能与功能,本文对焊接式渣包进行热力学分析,通过分析结果可以看出,焊接式渣包的强度符合实际生产要求。
(3)利用循环语句与判断语句快速、可选择性地添加产品所需属性,并为用户便捷打印图纸提供工程图转换功能。
(4)提出一种由客户驱动的焊接式渣包参数化设计方法,该方法从根本上避免了传统铸造渣包结构带来一些问题,同时满足市场多元化和客户多样化、个性化需求。测试结果与实际应用表明,该方法具有很好的实用性、高效性。
[1] NEACSU I A,SCHEICHL B,ROJACZ H,et al.Transient Thermal⁃stress Analysis of Steel Slag Pots:Impact of the Solidifying⁃slag Layer on Heat Transfer and Wear[J].Steel Research International,2016,87(6):720⁃732.
[2] ROJACZ H,NEACŞU I A,WIDDER L,et al.Ther⁃mal Effects on Wear and Material Degradation of Slag Pots Operating in Steel Production[J].Wear,2016,350(1):35⁃45.
[3] 马金元,郝海文,宋建军.大型铸钢渣罐的开发[J].包钢科技,2009,35(6):15⁃17.MA Jinyuan,HAO Haiwen,SONG Jianjun.Develop⁃ment of Large Cast Steel Slag Pot[J].Science and Technology of Baotou Steel,2009,35(6):15⁃17.
[4] 张相福.大型冶金渣罐焊缝开裂修复及改进措施[J].金属加工(热加工),2011(20):42⁃44.ZHANG Xiangfu.Repairing and Improvement of Weld Seam of Large Metallurgical Slag Pot[J].Metalworking(Hot Working),2011(20):42⁃44.
[5] 王厉刚,蒋娟娟,孙德标,等.钢渣渣罐的热强度分析及结构改进[J].冶金设备,2013(6):66⁃68.WANG Ligang,JIANG Juanjuan,SUN Debiao.Thermal Strength Analysis and Structural Improve⁃ment of Steel Slag Pot[J].Metallurgical Equip⁃ment,2013(6):66⁃68.
[6] 缪小冬,刘兵,王大林,等.基于Pro/E布局控制的电子设备结构快速设计技术研究[J].航天控制,2015,33(4):90⁃94.MIAO Xiaodong,LIU Bing,WANG Dalin.Research on Rapid Design Technology of Electronic Equip⁃ment Structure Based on Pro/E Layout Control[J].Space Control,2015,33(4):90⁃94.
[7] LIANG Tingpeng,YANG Yunfang,CHEN Deng⁃neng,et al.A Semantic⁃expansion Approach to Per⁃sonalized Knowledge Recommendation[J].Decision Support Systems,2008,45(3):401⁃412.
[8] 朱晓魏,林忠钦,金先龙,等.面向大批量定制产品的快速设计系统的研究[J].计算机集成制造系统,2003,9(9):817⁃822.ZHU Xiaowei,LIN Zhongqin,JIN Xianlong.Re⁃search on Rapid Design System for Mass Customiza⁃tion Products[J].Computer Integrated Manufactur⁃ing System—CIMS,2003,9(9):817⁃822.
[9] 王海军,孙宝元,张建明,等.客户需求驱动的模块化产品配置设计[J].机械工程学报,2005,41(4):85⁃91.WANG Haijun,SUN Baoyuan,ZHANG Jianming,et al.Client Demand⁃driven Modular Product Con⁃figuration Design[J].Chinese Journal of Mechanical Engineering,2005,41(4):85⁃91.
[10] 祁国宁,杨青海.大批量定制生产模式综述[J].中国机械工程,2004,15(14):1240⁃1245.QI Guoning,YANG Qinghai.Summarization of Mass Customization Production[J].China Mechani⁃cal Engineering,2004,15(14):1240⁃1245.
[11] CHAO P Y,CHEN T T.Analysis of Assembly through Product Configuration [J].Computers in Industry,2001,44(2):189⁃203.
[12] 侯亮,唐任仲,徐燕申.产品模块化设计理论、技术与应用研究进展[J].机械工程学报,2004,40(1):56⁃61.HOU Liang,TANG Renzhong,XU Yanshen.Re⁃search Progress on the Theory,Technology and Application of the Product Modularization Design[J].Chinese Journal of Mechanical Engineering,2004,40(1):56⁃61
[13] 潘双夏,高飞,冯培恩.批量客户化生产模式下的模块划分方法研究[J].机械工程学报,2003,39(7):1⁃6.PAN Shuangxia,GAO Fei,FENG Peien.Research on Module Partitioning Method in Bulk Custom⁃ized Production Mode[J].Chinese Journal of Me⁃chanical Engineering,2003,39(7):1⁃6.
[14] 谢超,陈毓芬,王英杰,等.基于参数化模板技术的电子地图设计[J].武汉大学学报(信息科学版),2009,34(8):956⁃960.XIE Chao,CHEN Yufen,WANG Yingjie.Design of Electronic Map Based on Parametric Template Technology[J].Journal of Wuhan University(In⁃formation Science Edition),2009,34(8):956⁃960.
[15] 杨善来,丁毅,谈国荣,等.基于模块化的矿车参数化方法研究[J].机电工程,2016(12):1436⁃1441.YANG Shanlai,DING Yi,TAN Guorong,et al.Re⁃search on Parametric Method of Catastrophe Based on Modular[J].Journal of Mechanical&Electrical Engineering,2016(12):1436⁃1441
[16] 张祥林,邓磊.基于参数化模板的大批量定制设计方法[J].华中科技大学学报(自然科学版),2007,35(8):105⁃108.ZHANG Xianglin,DENG Lei.Mass Customization Design Method Based on Parameterized Template[J].Journal of Huazhong University of Science and Technology(Natural Science Edition),2007,35(8):105⁃108.
[17] 吴伟伟,唐任仲,侯亮,等.基于参数化的机械产品尺寸变型设计研究与实现[J].中国机械工程,2005,16(3):218⁃222.WU Weiwei,TANG Renzhong,HOU Liang,et al.Research and Realization of Dimension Deforma⁃tion Design Based on Parametric Mechanical Prod⁃uct[J].China Mechanical Engineering,2005,16(3):218⁃222.
[18] 丁毅.基于SolidWorks发泡模3D建模系统开发与研究[D].合肥:合肥工业大学,2017.DING Yi.Research and Design of Foam Mold 3D Modeling System Based on SolidWorks[D].Hefei:Heifei University of Technology,2017.*
