基于PPI网络通信的自动化生产线联调实现
2018-06-28张志
张志
(深圳微检无忧科技有限公司,广东 深圳 518102)
1 绪论
本文借助YL-335B系统,对工业控制自动化生产过程中设备的联机网络通信技术进行了研究,通过对各个工作站的工作原理的研究,了解各个传感器的作用,并进行程序的编写,解决程序的优化问题,最后联机调试使整个系统正常运行,达到预想的控制目标。
2 基于PPI网络的自动化生产线通信系统
2.1 通信系统整体设计
(1)PPI网络在自动化生产线系统中的重要设计步骤。相关步骤流程如下:首先设置PLC设备工作单元的相关端口地址,地址编号为1~126,默认编号为2,每一个端口都可以表示不同的功能,比如传输生产材料、加工材料、装配设置、分拣任务等,通信速率统一设置为19.2kbps;另外,还要在主站和从站之间编辑一段程序,这一段程序主要用来监听生产线,完成生产线的操作和服务,以便能够从主站实现控制从站的操作规则;工作站PLC通信端口与PPI通信电缆有效集成连接;组建PPI网络工作完成。
(2)规划通信读写数据。自动化流水线包括五个关键的工作单元,可以在主站的控制下完成数据发送和接收。主站可以实现发送或读取从站数据,从站仅可以接收数据,主站与从站之间采用双向传输模式。主站可以设置工作站的启停信号,发送允许工作信号给对应的工作站,实时的、连续的读取工作站状态信号。
(3)调用通信子程序。基于STEP Micro WIN4.0集成开发平台向导过程编辑读写程序,读写程序配置和生成过程中,要保持端口号与PLC端口号保持一致性,能够成功的完成通信传输功能,设置主站、从站之间的通信区域,并且能够设置主站和从站的读写程序属性。读写程序完成后会产生网络读写子程序 NET_EXE。主站主程序可以按照周期扫描各个工作站,调用通信子程序制定数据发送、接收规则。
(4)网络中的数据定义。系统通电初始设备运行环境之后,本站的状态需要在程序扫描周期开始之前发送给主站。由于这个是网络工作站的通信传输标识,因此1~4这些工作站的程序定义时采用相同的结构,但是联网数据寄存器、辅助继电器存在不同。
(5)主、从站程序设计。为了能够更好的验证本文提出的PPI网络通信良好性,以生产线供料工作站程序为主要信息设计工具。该工具能够为主站发送启动信号,利用这个启动信号完成主程序设置操作,允许信号可以设置为1,保持1s的等待时间即可以完成信号传输操作信息。主站在这个过程中保持等待状态,供料站工作完成之后信号就可以继续向下执行。供料站需要等待主站发送启动信号后才能够正式工作,因此供料站的主程序需要时刻的关注信号是否传输过来,也就是查询PPI网络中是否有本站启动操作信号,这样就可以立即完成供料操作,供料未完成之后就可以设置完成信号为1,并且能够将该信号发送给主站,然后供料站处于等待状态。因此,利用主从站工作就可以完成供料操作,执行过程简单,运行过程稳定,控制过程可靠。供料单元与传送单元的PLC通信实现过程如下描述。
①传送单元通信程序流程设计。传送单元包括两个部分,分别是伺服驱动直线运动定位系统和气动机械手,可以完成工件的搬运操作,这些工件可以在主站控制程序的操作下完成各个执行任务,比如提供材料、加工材料、装配材料、分拣材料等。针对这些单元进行单一的分配操作,完成单一的数据加工和传输模式,具有重要的操作。同时,还要根据PPI网络的设定值,完成每一个单元的数据执行动作,这些动作需要配合网络传输的信号进行操作。这些操作包括读数据信号和写数据信号,这些信号发送给工作站之后就可以完成各类型的启停动作,这样就可以驱动气动机械手完成各类型的操作分析,具有重要的作用和意义。传送单元数据传输程序流程如图1所示。
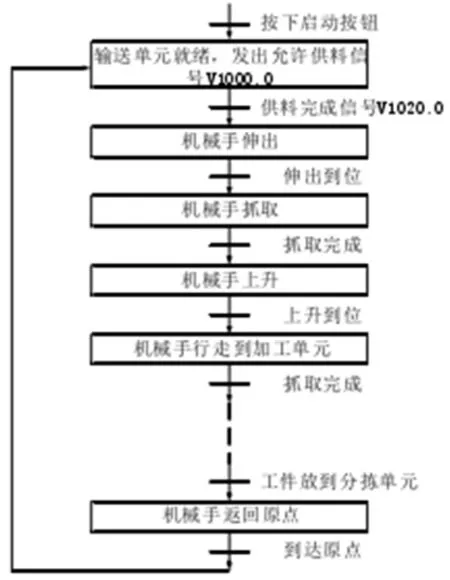
图1 传送单元程序流程
②供料单元通信程序流程设计:供料站作为自动化生产线的起始单元,包括三个关键部分,分别是推料气缸、顶料气缸和磁性开关,可以按照需求将装置部署于料仓中,自动将其取出并放置于工作站,以便能够让传送单元进行抓取与传送,可以控制各个工作站供应原料。供料站作为一个关键的从站,可以完成相关的数据添加操作,完成数据添加操作之后就可以实现供料操作,供料操作完成之后就可以实现有效的数据分析操作和执行操作,供料单元数据传输基本操作流程如图2所示。
(5)模块化生产线联机通信:自动化生产线的五个工作单元联机工作需要保证通信顺畅,依次按照操作信号执行每一个工作步骤,传送单元完成工件布置之后就可以进入到下一个单元实现处理,可以利用NETW操作向该单元发出信号,这个工作站就会完成各类型的数据传输工作。针对这个工作进行完成之后才可以发送另外一个信号到下一个存储单元,这样就可以更好的完成数据操作单元的信息发送工作。
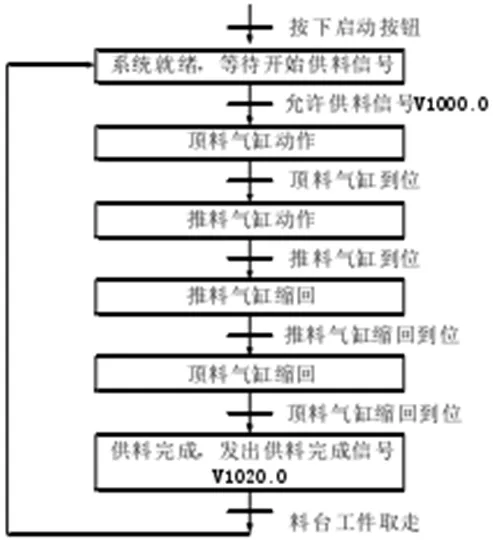
图2 供料单元程序流程
3 结语
本文借助YL-335B系统,完成了对自动化生产线上所涉及的多站通信、PPI通信协议、PPI通信协议参数设置、两站之间的通信、两站通信的数据规划、主站网络编写程序段、主从站程序设计等方面的研究。通过对各个工作站的工作原理的研究,了解各个传感器的作用,并进行程序的编写,解决程序的优化问题,最后联机调试使整个系统正常运行,达到预想的目标。

[1] 田文利.基于可编程控制器(PLC)的集散型测控网络技术的研究与实现[J].信息与电脑(理论版),2016,(10):72-73.
[2] 詹光亮.工业应用PLC可编程控制器的原理和应用[J].电子技术与软件工程,2017,(6):132.
[3] 韩战涛编著.西门子S7-200 PLC编程与工程实例详解[M].北京:电子工业出版社,2013,2
[4] 李江全等编著.西门子PLC通信与控制应用编程实例[M].北京:中国电力出版社,2011,7.
[5] 梁亮,梁玉文,宋宇.自动化生产线安装与调试项目化教程[M].北京理工大学出版社,2016.
[6] 邹言云,熊媛.“自动化流水生产线安装与调试”课程教学改革探讨[J].新校园旬刊,2017,(12):118.
[7] 龙慧.基于S7-200 PLC 自动化生产线多占PPI通信实现[J].总线PLC应用,2012,(9).