90mm卷板机平衡缸活塞杆断裂分析及处理
2018-06-28宋宇峰
宋宇峰
(新疆天利高新检维修车间,新疆 独山子 833600)
1 简述
合作单位拥有1台90mm×3200mm三辊数控液压卷板机,1996年采购时,为西北地区最大卷板机。主机主要技术参数如表1。
2016年5月12日,在异地搬迁长期闲置后的首次上辊升降测试过程中,发出异常的闷响后停止操作,对上下辊滚动部位、支撑部位进行检查,发现平衡缸活塞杆发生断裂,见图1。平衡缸主要技术参数如表2。
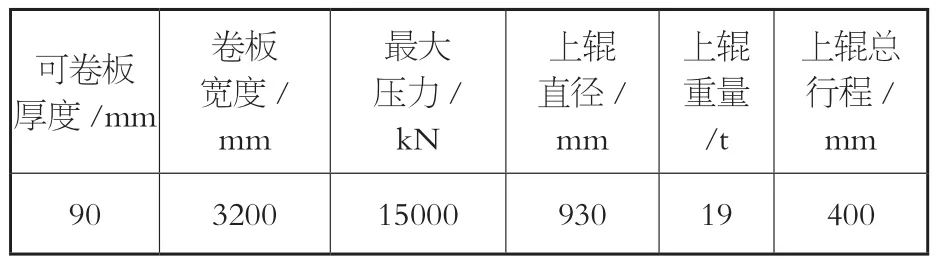
表1
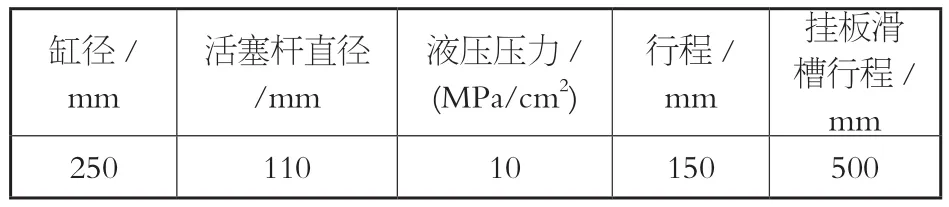
表2
经外观检查,发现:d第一,平衡缸活塞杆与挂板的中间连接杆发生弯曲变形,旁弯约10°,平衡缸活塞杆发生侧弯约25°并折断。
第二,平衡缸缸体侧面与基础发生挤压接触,造成基础局部混凝土破碎(见图1)。

图1 平衡缸活塞杆断裂照片
对平衡缸拆检后发现:第一,活塞定位半环受剪力已变形并卡在环槽中,见图2。第二,活塞体与上缸盖贴合无法分离。第三,平衡缸活塞杆与中间连接杆的连接螺纹遭到破坏无法旋转。

图2 平衡缸活塞定位环变形照片
2 故障分析
结合外部故障现象及拆检后状况分析,认为平衡缸活塞杆是被压断的。折断原因如下。
(1)平衡缸安装高度不当。平衡缸的安装标高可利用底部的垫铁组调整。中间连接杆头部在挂板滑动槽的位置可以调节与活塞杆的螺纹旋合深度来略微调整。
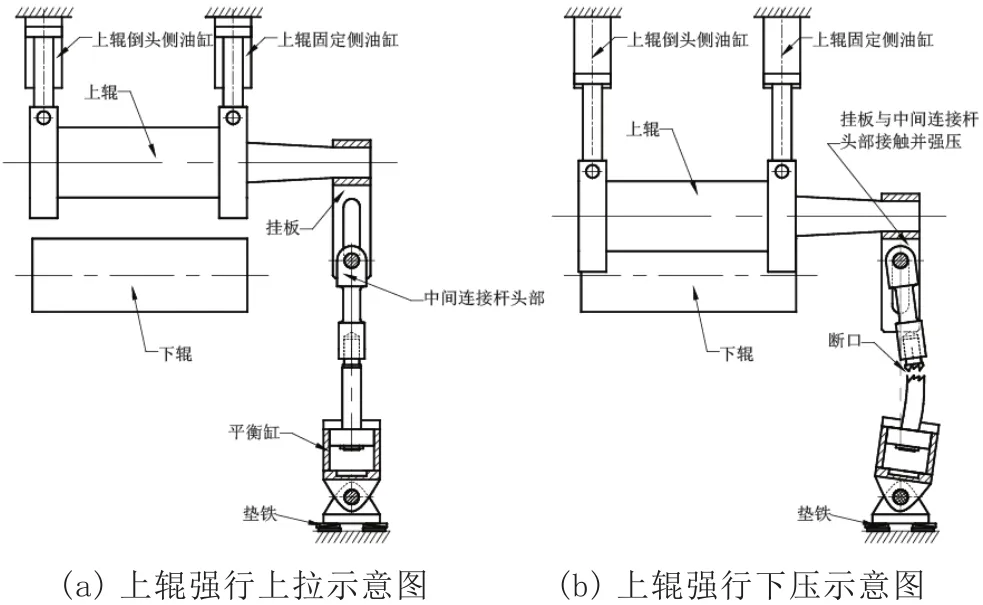
图3 平衡缸活塞杆断裂原因分析
位置调整恰当的话,上辊即使到下死点位,挂板滑动槽顶部也不应与中间连接杆头部及其销轴发生接触。
实际情况是错误的调整使平衡缸活塞杆直联的中间连接杆偏高约8cm,在试车时对上辊进行下极限位测试,操作者及参与者未关注平衡缸活塞杆伸出的情况,在平衡缸活塞杆全部伸出的时候,仍强行下压上辊。在挂板滑动槽顶部和中间连接杆头部及其销轴接触产生阻力致使上辊下降速度急速降低时,认为可能是上辊油缸内泄引起的,未能引起警觉,仍继续下压,导致活塞杆的薄弱部位最终断裂(图3)。
(2)平衡缸活塞杆断裂处有旧伤(图4)。从断口面看,折断处有均匀的油浸痕迹,可以判断是由于弯折点圆周方向有旧裂痕造成的,说明在此次试车之前也有过类似强行上拉(图2中定位半环受剪力已变形并卡在环槽中)强行下压现象,并造成了缸杆一定程度的损伤,但现象不明显,外观上无变化,未能引起重视。

图4 活塞杆断口照片
(3)上辊上下限位失效。上辊上升或下降至极限位置前,上下限位应适当提前动作,阻止上辊继续向同一方向运动,以保护上辊两侧的缸体,如果位置合适,同时也能起到保护平衡缸的作用。但实际是搬迁至旧址的过程中,可能是由于磁力感应开关工作不正常,人为的将磁力感应开关接至集控PLC的限位信号进行了短接,造成上下限位失效,失去了此项保护能力。
(4)三辊卷板机迁址后,对遗留问题,如上辊压力不显示、液压系统电控联动、无限位保护等,未能持续跟踪,给予排除。
3 解决措施
梳理清楚了故障原因,查看了各部件的损坏状况,本着节约维修资金的目的,决定不更换平衡缸及有局部弯曲、连接螺纹无法分离的中间连接杆,采取修复部分零件、加工部分零件、利旧部分零件解决,具体如下。
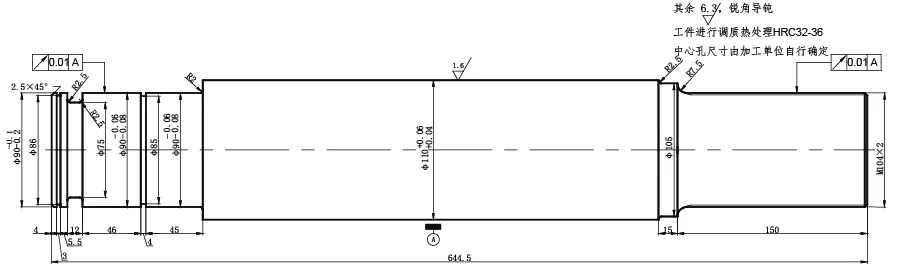
图5 新活塞杆零件图
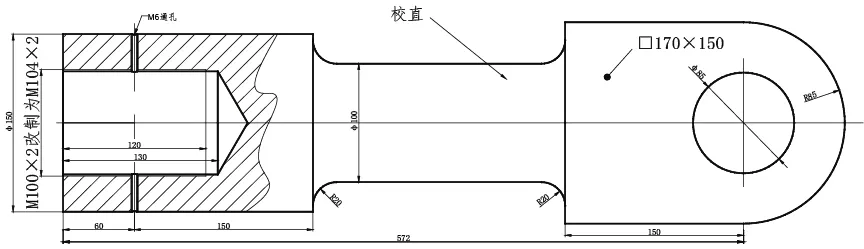
图6 中间连接杆修复图
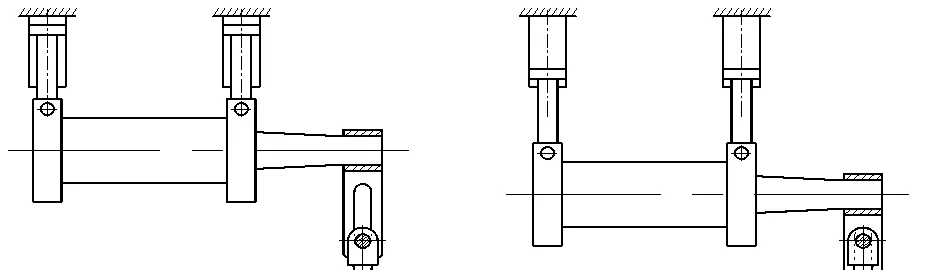
图7 各缸动作及行程关系配合图
(1)对平衡缸活塞杆、固定半环、固定半环外箍进行测绘。对原工件上不合理的直角过度点进行圆弧过度。将固定半环厚度、半环固定卡槽宽度各增加2mm,增强抗剪力。因活塞杆断头与中间连接杆的螺纹无法旋转,估计内螺纹已经损坏,将新活塞杆的外螺纹由M100×2改为非标的M104×2。采用现有材料直径120mm,材质42CrMo的圆钢按图加工。历经粗车、调质、精车、精磨等工序终成,见图5。
(2)用300t油压机、气焊加热对中间连接杆的旁弯处进行热校正,使中间连接杆的直线度偏差小于1mm(图5)。
(3)用水平镗床将无法旋转的平衡缸活塞杆断头从中间连接杆的内螺纹中车削掉(图6)。
(4)中间连接杆的内丝螺纹100×2已经有约25mm损坏,继续使用原螺纹,会对拉力有所减弱。只能按新活塞杆的外螺纹尺寸配做。中间连接杆上端为方形半圆头,尺寸过大,无法穿进普通车床主轴孔中,半圆头的结构无法使用三爪或四爪卡盘直接卡住该工件。为能使该工件上普通车床进行修复,在半圆头部位焊接临时固定点,用四爪卡盘卡紧后找正,在内螺纹的外侧圆柱形部位使用中心架再固定,将原螺纹改制为非标M104×2。
(5)对挂板上部与中间连接杆头部的不贴合部位进行修磨,使两者即使接触也不会出现卡住问题。
(6)更换平衡缸所有密封件,缸体利旧,重新装配。
(7)恢复调整上辊限位开关,摘除PLC位置信号的短接线。
(8)由于平衡缸活塞杆伸出为空载工况,正常系统压力即可满足需要,超过系统压力一定产生受压或内部故障。在该油路增加压力继电器,利用压力继电器的常闭触点串联进上辊下行按钮回路,起到超设定压力后切断上辊下行动作,压力恢复正常值后方可继续下行的功能。
(9)对平衡缸安装标高重新调整,按照上辊最大行程400mm(未装限位开关的情况下),挂板的滑动槽有效行程500mm,宽度85mm,中间连接杆头部的销轴直径80mm,平衡缸行程150mm的实际尺寸。平衡缸标高调整时以主机标高为基准,将上辊开至上极限位,平衡缸平衡杆全出,中间连接杆头部的销轴与挂板滑动槽底部留5mm~8mm间隙,达到上辊无论在任何位置,挂板滑动槽顶部与中间连接杆头部的销轴始终有间隙的目的(见图7)。
4 结语
通过空负荷试车及卷制60mm钢板,直径3.5m整圆工件,卷板机正常工作,证明平衡缸完全恢复了功能,此次检修改造取得圆满成功。
