浅析静压滑轨在Jucrank磨床上的应用
2018-06-25严亚丽李兆亮辛建豪
严亚丽,李兆亮,辛建豪
(上汽通用五菱汽车股份有限公司青岛分公司,山东 青岛 266555)
Junker磨床普遍应用于发动机曲轴及凸轮轴的磨削。本文围绕某发动机工厂应用JUCRANK磨削曲轴的实际现场案例,通过分析2017年JUCRANK磨床磨削过程能力,发现该设备在整年的表现相当出色,过程能力达标指数达到98%,关键能力指数更是达到100%.
图1展示了JUCRANK磨床结构示意图,由于其磨削精度达到微米级别,能有这样的能力表现实属让人刮目相看,于是从机械设计、电气设计、液压设计、冷却系统设计等方面入手深入研究,最终得出使其设备可以达到微米加工精度的关键点在于液压系统中使用到静压滑台,其作用是使笨重的砂轮架在高速移动过程中保持高精度,属于该设备关键设计。静压滑台中使用到的PM流量控制器更是重中之重。静压滑轨的在JUCRANK上面的成熟应用提高了JUCRANK磨床的可靠性运行[1]。

图1 JUCRANK磨床结构示意图
1 静压滑轨的工作原理
由于静压滑轨承受载荷的要求不同,按滑轨结构形式可将其分为开式和闭式两大类。
开式静压滑轨是指滑轨只设置在床身的一个方向上,并在开式滑轨上开若干个油腔,不能限制工作台从床身上分离的液压滑轨。如图2所示,液压泵3输出的压力油经过精过滤器5和节流阀6把压力降为P0,进入滑轨7的油腔。P0达到一定值,便把工作台浮起一定高度h0,从而实现液体摩擦。油腔中的油经过油控封油间隙h0流回油箱,压力降为零。当工作台受到承载作用向下移动一个距离e时,封油间隙减小为h使油腔回油阻力增大,油腔压力升高,油腔的承载力同外载平衡。该承载力始终阻止工作台向外载方向移动,将工作台的微小位移限制在一定的范围内。本文将以开式静压滑轨为例讨论。

图2 开式静压滑轨
闭式静压滑轨是指滑轨设置在床身的几个方向上,并在闭式滑轨的各个方向的工作面上开若干个油腔,能限制工作台从床身上分离的静压滑轨。如图3所示,若工作台不受载荷并且忽略工作台自重,则液压泵输出的压力油经过精过滤器4,分别经过节流阀5和6进入滑轨上下油腔,压力均匀P0,从而使工作台浮起。当工作台受外载作用向下移动一个距离时,上油腔封油间隙减小,压力升高,下油腔封油间隙增大,压力降低,这样就形成一个向上的承载力与外载平衡。

图3 闭式静压滑轨
2 静压滑轨静压油控制方式的选择
不同供油方式带来不同的油膜厚度及其刚度是不一样的,由于JUCRANK磨床磨削工件的精度是微米级别,所以静压油的油膜厚度及其刚度尤其重要,如图4所示,当静压腔压力从0.88 MPa上升至1.76 MPa时:
(1)采用多头泵供油时,油膜厚度变化量为6μm;
(2)毛细管供油时,油膜厚度变化量13μm;
(3)采用海浮乐PM流量控制器,其油膜厚度变化不到2μm,刚度为多头泵方式的3倍以上,毛细管方式的6倍以上。

图4 静压油不同控制模式下油膜刚度的表现
由于机床实际运动过程中各个油腔的承载是动态变化的,因此PM流量控制器可以将液压站的总输出流量向各个油腔进行按需分配,从而使得油膜刚度大大提高,并减小了液压站液压油的总输出量,使得整个液压系统得以优化。
相比之下,横流式静压系统是一刀切的供油方式,无论各个油腔的载荷是否变化,它都供统一流量的液压油,因此其液压站会很大,油膜刚度较低。PM流量控制器的输出流量是随静压油腔的压力增加而增加,在静压腔达到最高设计压力时,其流量输出为0 Bar时的2.5倍,由于该流量特性,系统刚性比毛细管及多头泵高得多,预载刚性更好。
综上所述,如果要求磨床能够磨削出的工件精度达到微米级别,选择海浮乐PM流量控制器来控制静压滑轨液压油的方式势在必行。
3 静压滑轨使用到的核心元件——PM流量控制器
PM流量控制器是海浮乐液体静压系统的核心元件,这是一种膜片反馈式流量控制器通过响应静压腔载荷(油腔压力)的变化,自动快速调节油腔流量,静压腔的压力越高,其流量越大,从而使得油膜厚度的变化量最小,从而获得油膜高刚度。
PM流量控制器内部动作机构为纯机械式的金属膜片,运动距离约为100μm,内部没有柱塞等易卡死零件,因此系统非常可靠,几乎无需维护。只要没有大于100μm的杂质进入PM流量控制器就没有堵塞的风险。
每一片PM流量控制器具有自己的压力/流量曲线,事先为专门的静压腔进行计算设计,因此无需用户现场调整(如图5所示)。

图5 JUCRANK静压滑轨核心元件——PM流量控制器
4 静压滑轨使用到的核心元件安装位置的选择
相比静压滑轨液压油控制器的选择,其安装位置的选择同样重要,静压滑轨四个油腔(Tpl/Tpr/Tlh/Trh四个油腔)在滑轨前后各有两个(如图6),根据静压滑轨运动轨迹以及实际运行中滑轨两侧的受力分析得出静压滑轨四个腔体不能同时使用PM流量控制器来控制,要想得到高刚度的油膜还有需要必要的厚度(所谓的浮起量),必须使PM流量控制器这一次得到很大的拉力,故其安装位置非常重要。

图6 静压滑轨四个腔体分布图
静压滑轨在使用过程为Z轴横向移动到指定位置后,静止不动,X轴向前运动带动砂轮磨削工件,磨削过程中(如图7),静压滑轨收到一个向后方的推力,故滑轨前端两个油腔的静压油油膜厚度及刚度要求极高,这样磨削的工件精度才可以达到微米级别。

图7 设备加工各轴示意图
综上所述,PM流量控制器的位置选择必须让其控制静压滑轨前端两个油腔Trh和Tlh(如图8),而滑轨后端的两个静压腔使用系统的高压压力,从而达到高压往X负方向的一个拉力,这样就使其Trh和Tlh两点形成高刚度的油膜,增强了磨床的磨削精度。

图8 PM流量控制器位置选择
5 液压系统静压油过滤器的选择
由于PM流量控制器移动形成只有100μm,所以对静压油的过滤精度要求极高,所以过滤器的选择同样重要。因此Jucrank磨床选用过滤精度为10μm的过滤器及滤芯对静压油进行过滤。而且是使用液压站出口以及静压滑轨入口处各设置一套过滤系统,提高了静压油进入PM流量分配器当中的精度,避免其因杂质进入导致卡滞等故障的发生。如图9所示,Jucrank磨床静压回路当中的两处静压油过滤系统。
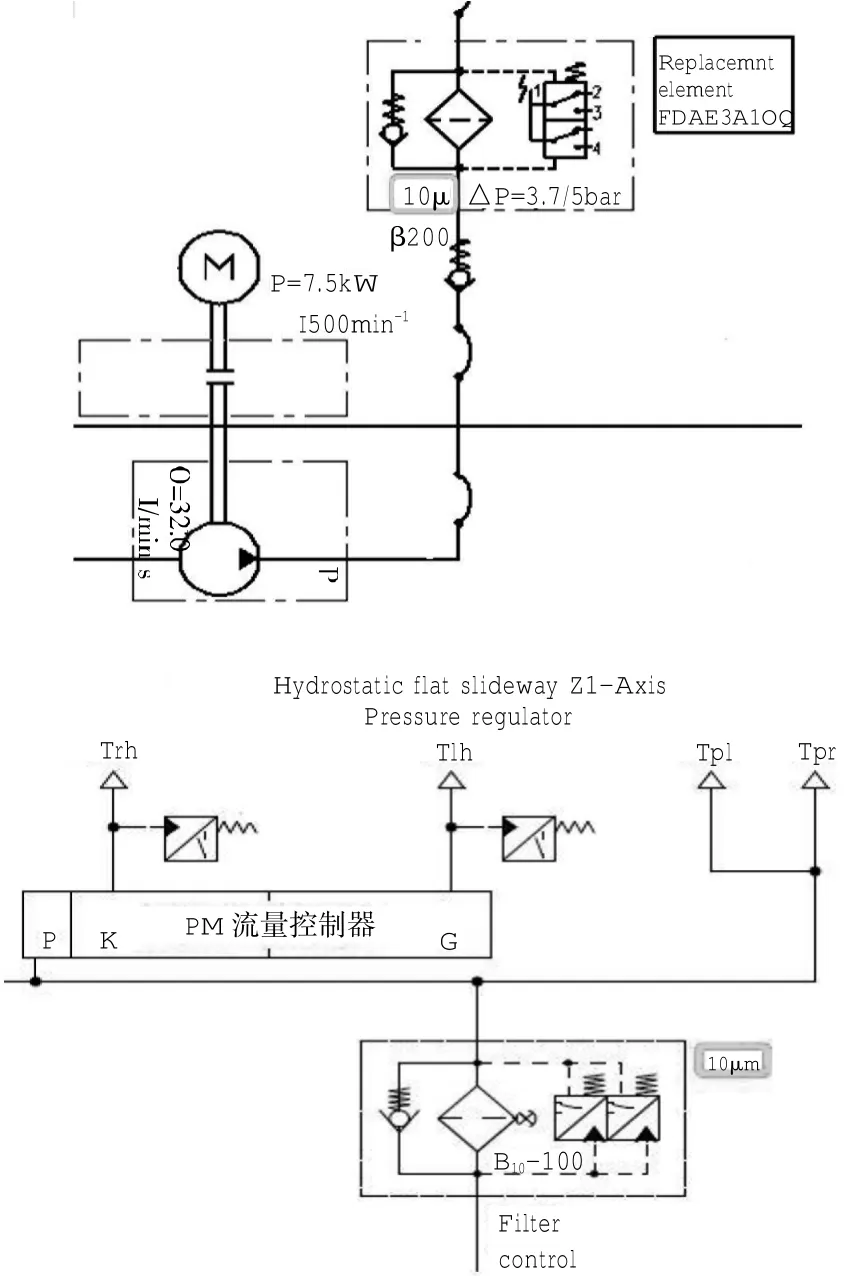
图9 静压系统过滤系统
6 结束语
在合理设计布局下,将上述静压油控制方式、PM流量控制器安装位置及过滤器的选择三项措施综合纳入到当前实际运用现场,设备磨削过程能力稳定性极高,故障率低,显著提高了设备的开动率,提高了产品质量。
[1]王 印,池文慧.浅析JUNKER磨床可靠性改进[J].装备制造技术,2015(5):181-183.
[2]李兆亮,辛建豪.提高JUCENTER6L磨床开动率改进[J].装备制造技术,2016(5):143-145.
