显微组织对掺钾钨杆机加性能的影响
2018-06-22侯海涛
侯海涛
(厦门虹鹭钨钼工业有限公司,福建 厦门 361021)
0 引 言
金属钨具有熔点高、高温性能好、蒸气压低、硬度高、导电导热率高、耐腐蚀性好、热膨胀系数低等特点,广泛应用于电光源、电子设备、真空镀膜、稀土、石英玻璃、航空航天、核工业及兵器等领域[1-3]。中国钨储量世界第一,也是钨产品出口大国,但钨的加工制成品仍以初级产品出口为主,出口附加值较低,钨的高技术、高附加值应用产品所占比重很小,这说明中国钨的深度加工环节还有很大发展空间[4-6]。
钨的加工制成品主要是指具体一定复杂形状、尺寸精度和表面质量的RTU(Ready To Use)零部件,比较典型的有螺纹类、薄壁类、盲孔类、台阶类以及其他异型类产品。这些零部件,不仅具有复杂的形状和严苛的尺寸精度,对于表面质量的要求也很高,要求表面光滑平整,不得有掉渣、崩口等缺陷。这些技术要求,对于钨杆的机加性能提出了更高的要求。为了解决钨杆机加性能差的难题,科研人员深入而系统地研究了影响机加性能的各种因素,包括材质(化学成分)、密度、硬度、显微组织、刀具(材质、刀型)、加工工艺等等,最终研发出了优秀高温性能和优秀机加性能兼备的掺钾钨杆。该研究系统介绍了显微组织对掺钾钨杆机加性能的影响,为各类异型钨制品开发过程中的杆料选择提供参考意见。
1 试 验
1.1 原料
采用厦门虹鹭钨钼工业有限公司自主开发的掺钾钨粉,化学成分如表1。

表1 掺钾钨粉的化学成分 w/%Tab.1 Chemical composition of K-doped tungsten powder
1.2 样品制备
采用冷等静压机将粉末压制为生坯,最高压力为200~220 MPa,保压时间30~50 s;采用中频烧结炉将生坯烧结为烧结坯,最高烧结温度为2 000~2 100℃,保温时间3~5 h,得到直径为60±2 mm的坯条。然后采用不同的锻造工艺将坯条锻造为直径30±1 mm的钨杆,分别制备出两种不同显微组织的钨杆,如图1所示。其中图1(a)显微组织整体为细晶组织,但局部有粗晶存在,为普通型钨杆;图1(b)显微组织由一系列长条形晶粒呈燕尾状搭接而成,为改进型钨杆。

图1 掺钾钨杆的显微组织Fig.1 Microstructures of K-doped tungsten rods
1.3 分析方法
样品制备完成后,研究从金相、硬度、机加性能、表面粗糙度等方面进行分析。
(1)金相:采用徕卡DMILM金相显微镜进行金相分析。
(2)硬度:采用威尔逊VICKERS硬度计进行硬度检测,取点位置如图2所示,其中位置1位于钨杆正中心,其余各位置点位于同一直线上,每两点之间间隔3.5 mm。
(3)机加性能:制备的锻造钨杆先通过无心磨以保证圆度,然后采用YG8硬质合金刀片进行车削测试,最后对车削后的钨杆表面质量以及刀片磨损进行评价。

图2 硬度测试位置Fig.2 Positions of hardness test
(4)表面粗糙度:采用Mitutoyo粗糙度仪测量车削后钨杆表面的粗糙度。
2 结果与分析
2.1 不同显微组织钨杆的硬度表征
钨杆的显微组织会直接影响钨杆的硬度,而钨杆硬度又会进一步影响其机加性能[7-8]。因此,首先需要对不同显微组织钨杆的硬度进行表征。
图3为不同显微组织钨杆的硬度分布情况。由图可知,不同显微组织的钨杆其硬度差别较大。
(1)改进型钨杆的整体硬度要低于普通型钨杆。虽然两者总变形量相同,但改进型钨杆在锻造过程中有发生晶粒长大,使得锻造过程中积聚在钨杆内部的形变硬化得以释放[6],所以硬度要明显低于普通钨杆。
(2)改进型钨杆的硬度分布相对比较稳定,而普通型钨杆的硬度波动较大。这主要是由于普通型钨杆显微组织均匀性较差,局部有粗晶存在,当硬度点刚好打在粗晶位置时,硬度值就会明显降低,如普通型钨杆的位置点4。
2.2 显微组织对机加后钨杆表面质量的影响
钨制品一般对于表面质量有一定的要求,如要求表面光洁,无掉粒、掉渣等缺陷。钨杆车削后的表面质量与其显微组织有直接关系[9]。
车削测试后钨杆的表面质量和表面粗糙度如图4和图5所示。由测试结果可知,改进型钨杆车削后表面平整光洁,无掉粒掉渣缺陷,表面粗糙度均值为Ra 0.430 μm;而普通型钨杆车削后表面存在掉粒和掉渣缺陷,车痕也相对明显,表面粗糙度均值为Ra 0.903 μm。这主要是由于普通型钨杆的显微组织整体为细晶组织,晶粒细小,晶粒与晶粒之间的晶界强度较低,所以在车削过程中很容易出现晶粒剥落现象;如果刀片车到局部粗晶的晶粒,则会形成较明显的掉渣缺陷。改进型钨杆的晶粒为长条形,晶粒尺寸基本相当且晶粒与晶粒之间呈燕尾状搭接,其晶界强度较高,在车削过程中不容出现晶粒剥落,所以其表面质量要明显优于普通型钨杆。t
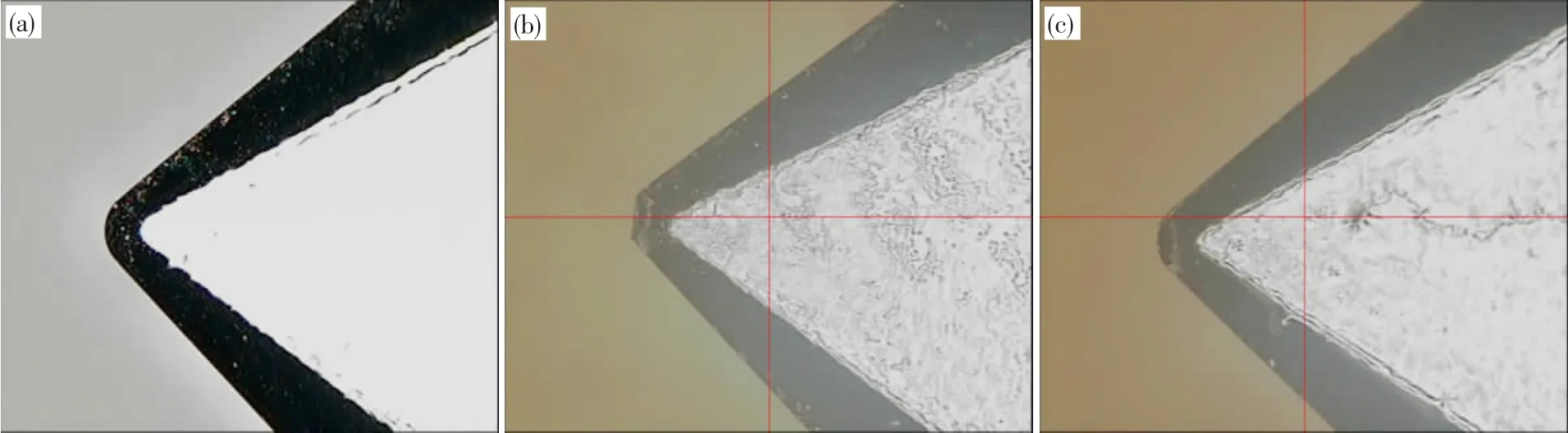
图6 车削测试后刀片磨损情况Fig.6 Wear condition of blades after turning test

图5 车削测试后钨杆的表面粗糙度Fig.5 SurfaceroughnessofK-dopedtungstenrodsafterturningtest
2.3 显微组织对机加后刀片磨损的影响
机加过程中刀片的磨损也是钨杆机加性能的一个关键指标,这直接关系到刀片的使用寿命。
车削测试后对刀片的磨损情况如图6所示。由图6可知:采用同样的车削测试,改进型钨杆对于刀片的磨损明显要小。经测量,普通型钨杆的刀损为0.024 mm,而改进型钨杆的刀损为0.011 mm,为前者的46%。这主要是由于改进型钨杆具备硬度低和显微组织均匀等特性。在车削过程中,钨杆的硬度越低则所需的切削力越小,对于刀片的磨损也越小;钨杆的显微组织均匀,则所需的切削力比较稳定,不会对刀片形成忽大忽小的冲击[10-12]。因此具备低硬度和均匀显微组织特性的改进型钨杆相较普通型钨杆的刀损要小很多。
2.4 钨杆机加工实例
为了对钨杆的机加性能进行实际评价,研究设计了一个典型的机加工零部件,具备外螺牙、内螺牙、外台阶、内台阶、盲孔等典型特征。图7为采用改进型钨杆制备上述零部件的实物照片。由图7可知,整体外观光洁平整、无崩牙、无掉渣、无崩口等缺陷。
其中,柱面精磨部分在无心磨床上磨削加工,表面粗糙度为0.198 μm;柱面精车部分在数控车床上车削加工,表面粗糙度为0.406 μm;盲孔在数控车床上车削加工,内壁表面粗糙度为0.429 μm,可以实现加工后无须再处理,即可满足绝大部分钨制品的外观要求。

图7 采用改进型钨杆制备的零部件Fig.7 A component made with improved tungsten rod
3 结 论
(1)改进型显微组织钨杆的整体硬度较低,且其硬度的稳定性优于普通型显微组织钨杆。
(2)改进型显微组织钨杆车削后的表面平整光洁,表面粗糙度Ra 0.430 μm,优于普通型显微组织钨杆。
(3)改进型显微组织钨杆车削后刀损值为0.011 mm,是普通显微组织钨杆刀损值的46%。
(4)改进型显微组织钨杆具备硬度低和显微组织均匀等特性,机加性能优异。
[1] 张启修,赵秦生.钨钼冶金[M].北京:冶金工业出版社,2007:1-11.
[2] 吕延伟,颜彬游,宋久鹏,等.化学气相沉积钨制品的研究现状与发展趋势[J].中国钨业,2015,30(2):53-59.LYU Yanwei,YAN Binyou,SONG Jiupeng,et al.Research advances and applications of tungsten products via chemical vapor deposition[J].China Tungsten Industry,2015,30(2):53-59.
[3] 余良晖,马茁卉,周海东.我国钨矿资源开发利用现状与发展建议[J].中国钨业,2013,28(4):6-9.YU Lianghui,MA Zhuohui,ZHOU Haidong.Present situation and development suggestion of exploiting and utilizing China's tungsten resource[J].China Tungsten Industry,2013,28(4):6-9.
[4] 文 昱,冯金强.我国钨业发展现状与展望 [J].科技广场,2014,4:224-227.WEN Yu,FENG Jinqiang.Current development situation and the prospect of the tungsten industry in China [J].Science and Technology Square,2014(4):224-227.
[5] 余泽全,刘良先.2016年中国钨品进出口分析 [J].中国钨业,2017,32(1):16-21.YU Zequan,LIU Liangxian.Analysis of the import and export of China's tungsten products in 2016[J].China Tungsten Industry,2017,32(1):16-21.
[6] 余泽全,刘良先.2017年上半年中国钨品进出口分析[J].中国钨业,2017,32(4):1-7.YU Zequan,LIU Liangxian.Import and export analysis of tungsten products in China in the first half of 2017[J].China Tungsten Industry,2017,32(4):1-7.
[7] 高善柱.探讨金属切削加工中控制表面质量的若干方法[J].装备制造技术,2014(4):225-226.GAO Shanzhu.Some methods for controlling surface quality in metal cutting[J].Equipment Manufacturing Technology,2014(4):225-226.
[8] 于庆东,顾恒恒,水 丽.微观组织形貌对过共晶Al-18Si%合金切削加工性能的影响 [J].沈阳理工大学学报,2015,34(5):62-65.YU Qingdong,GU Hengheng,SHUI Li.Influence of microstructure of hypereutectic Al-18Si%alloy on machinability[J].Journal of Shenyang Ligong University,2015,34(5):62-65.
[9] 邓自南,赵 娟.高精度钨器件的应用及加工[J].中国钨业,2008,32(1):38-41.DENG Zinan,ZHAO Juan.On the application and processing technology high-precision tungsten devices [J].China Tungsten Industry,2008,32(1):38-41.
[10] 杨普国,孙余一,周 遐,等.影响材料切削加工性的各种因素探析[J].有色金属设计,2010,37(4):49-56.YANG Puguo,SUN Yuyi,ZHOU Xia,et al.Analysis of various factors affecting the machinability of materials[J].Nonferrous Metal Design,2010,37(4):49-56.
[11] 叶伟昌,梁 萍.钨及其合金的切削加工[J].硬质合金,2004,21(1):52-55.YE Weichang,LIANG Ping.Cutting of tungsten and its alloys[J].Cemented Carbide,2004,21(1):52-55.
[12] 李其钒,郭在云,关兆麟.影响工件材料切削加工性的因素分析[J].机械工程与自动化,2011(4):209-211.LI Qifan,GUO Zaiyun,GUAN Zhaolin.Analyzing the influencing factors of material machinability[J].Mechanical Engineering&Automation,2011(4):209-211.
