多工位压缩机气阀装配机械手的工作平台设计
2018-06-21邹昌利
王 浩,巴 鹏,王 健,邹昌利,苏 放
(沈阳理工大学 机械工程学院,辽宁 沈阳 110159)
现代工业生产中机械手的应用方式日新月异,从以往只能在生产线中看到的机械手,到如今任意生产工段都有其一席之地,可以说机械手在当今生产活动中有着举足轻重的地位[1].尤其在机械装配工段,机械手可代替工人自动完成多道装配工作,它不仅减轻了装配工人的劳动强度,而且提高了企业的生产效率和产品的装配精度[2].
现阶段已经使用装配机械手的压缩机生产企业,多采用单工位工作型的机械手装配形式.每个机械手只能在一个工位下完成一套装配动作,且单条生产线只能装配一种压缩机机型,因此需要多台机械手才能完成整个装配任务,成本较高,并且在工作空间有限的情况下,多台机械手不便布置且工作时会相互干扰,使用不方便,工作环境差,效率低[3-4].
本文设计一种结构简单,使用方便,工作可靠,效率高,成本低廉,可实现不同压缩机机型、不同工位及不同气阀,在同一工作平台上完成装配任务的多工位气阀装配机械手的工作平台.该工作平台的设计目的在于提高单台机械手的使用效率,提高机械手的适用性,降低企业的采购成本.
1 工作平台的总体设计及功能
利用Pro/E三维软件对工作平台整体进行三维建模.图1所示为多工位压缩机气阀装配机械手工作平台的立体结构.
从图1可以看出,多工位气阀装配机械手工作平台的机械结构部分包括工作台、电控箱、蜗轮丝杆升降机、伸缩支腿、阻尼弹簧减震器、麦克纳姆轮及车架.工作台固定设于车架中心区域;电控箱置于工作台的侧面;蜗轮丝杆升降机垂直固定于车架四角;阻尼弹簧减震器用于连接车架与麦克纳姆轮;伸缩支腿收缩后置于车架两端的导轨内.
工作平台的电气控制模块包括终端设备、传感器单元、计数器单元、图像处理模块、PLC控制器、音频模块、供电系统及执行机构(图2).终端设备、音频模块、传感器单元、计数器单元及图像处理模块的信号传输端口分别与PLC控制器信号传输端口相连接.计数器单元设于蜗轮丝杆升降机的输入轴上.执行机构包括A伺服电机及B伺服电机:A伺服电机固定于麦克纳姆轮安装架之上,其动力输出端与麦克纳姆轮动力输入端相连接;B伺服电机固定于车架的底部,其动力输出端与蜗轮丝杆升降机动力输入端相连接.A伺服电机和B伺服电机的信号传输端口分别经驱动器与PLC控制器的信号传输端口相连接.供电系统分别向PLC控制器、A伺服电机、B伺服电机提供电源.

图2 工作平台的控制框图
电气控制以西门子Smart系列触摸屏为上位机(它为用户提供人机交互界面和参数输入与选择的窗口);以PLC作为下位机,同时预留一路RS485接口.该接口通过Modbus RTU协议与机械手控制柜通讯,以获得机械手工作状态并控制机械手示教程序的执行.
工作平台的主要功能包括:①通过麦克纳姆轮实现平台任意方向的运动;②通过路径设定实现按规划路径的行走及定位;③通过流程控制实现机械手示教程序的按次执行;④通过蜗轮丝杆升降机实现机械手的工作角度补偿.
2 工作平台的机械结构设计
工作平台机械结构部分的主要功能是实现机械手的承载.车架是机械结构部分的核心构件,车架设计的合理性直接决定了机械结构的承载能力及稳定程度.本文首先采用Pro/E对车架进行建模(图3),然后利用ANSYS Workbench有限元软件对车架进行力学分析[5-6].

图3 车架三维模型
压缩机的气阀相对笨重,目前通用大型压缩机气阀重量为50 kg,具有如此抓取能力的机械手本体重量为600~800 kg.本文以通用大型压缩机气阀装配为标准,设计工作平台承载能力为800 kg,工作平台自重为200 kg,蜗轮丝杆升降机拟提升重量为1 000 kg,单个升降机提升重量为250 kg.
载荷边界条件为:单独将8 000 N(即800 kg)机械手重力向下施加于工作台;再将10 000 N提升力向上平均施加于车架4个蜗轮丝杆升降机安装位置.移动工作和装配工作时车架的应力云图分别见图4和图5.从两种工作情况的应力云图可知,移动工作时车架的最大应力为5.138 MPa,装配工作时车架的最大应力为7.820 6 MPa,都远小于车架材料(45钢)的屈服强度,能够满足工况需求.

图4 移动工作时车架的应力云图
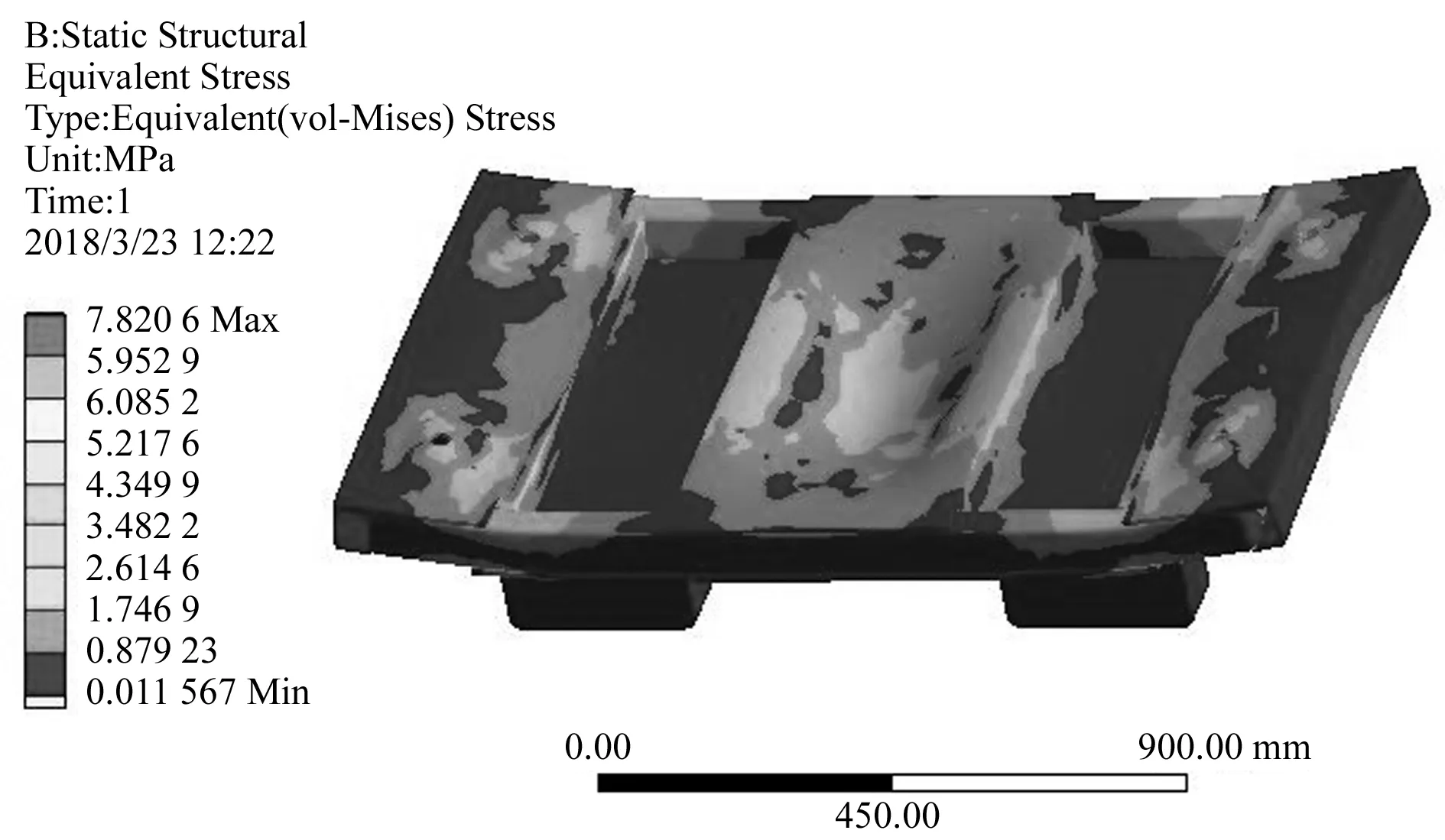
图5 装配工作时车架的应力云图
3 工作平台的电气控制设计
工作平台电气控制部分的控制连接方式如图6所示.工作平台选用西门子S7-200系列PLC,采用224XP型号CPU.该PLC属于西门子公司的早期产品,编程简单直观,价格低廉,功能全面且方便拓展,完全可以满足工作平台的设计和后期开发要求.
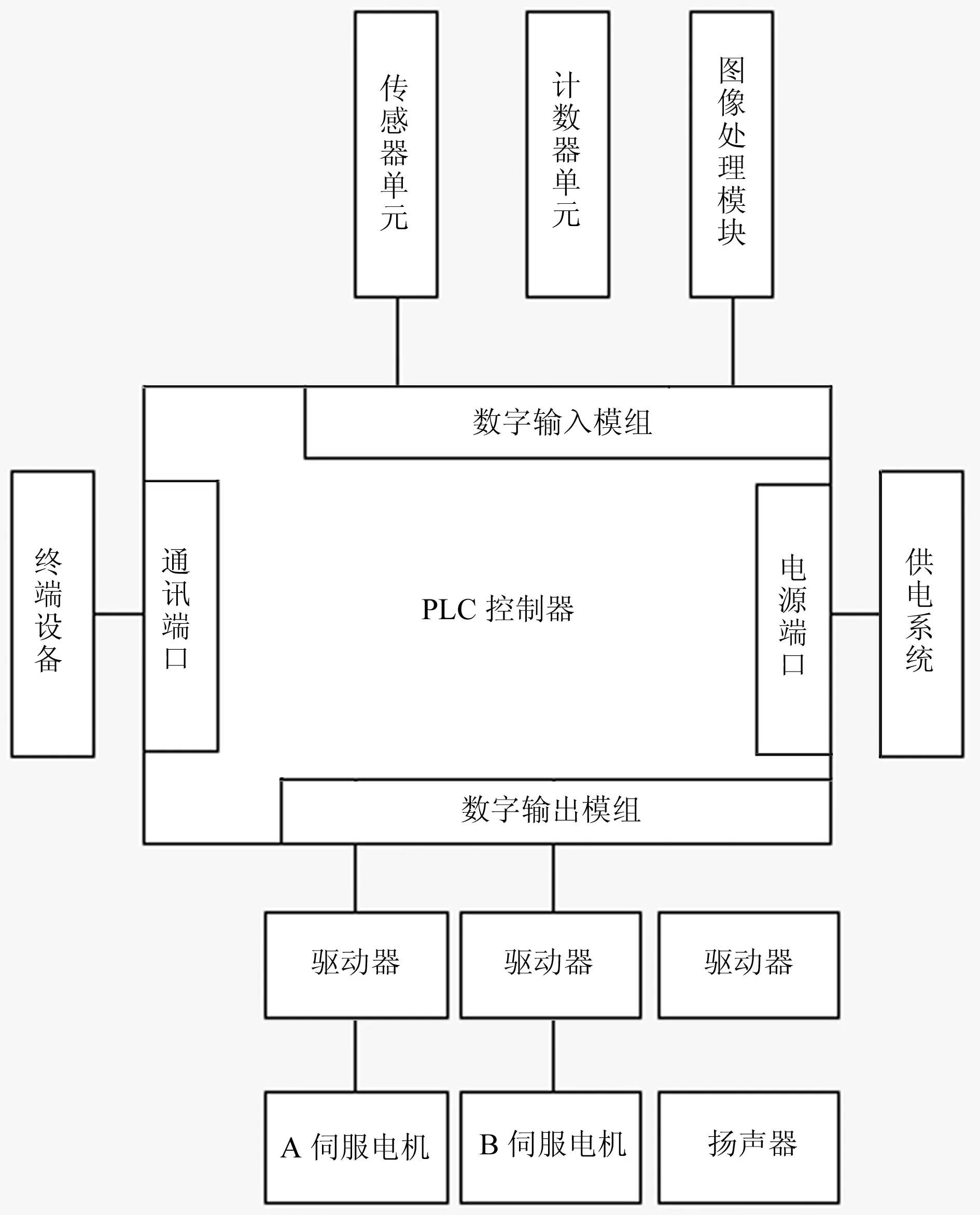
图6 电气控制部分连接方式
3.1 数字输入模组设计
3.1.1 传感器单元设计
传感器单元负责工作平台的数据采集和状态反馈.它由红外测距传感器、水平传感器、超声波模块、电子罗盘及码盘组成.红外测距传感器用来测控机械手到工件的距离,保证平台X轴与装配体X轴共线.水平传感器用于平台调平工作,其反馈的X轴与Y轴角度被输入PLC控制器,PLC控制器根据传感器角度输入值计算出涡轮丝杆升降机的转动圈数,然后控制涡轮升降机转动,最终达到终端设备上所设定的平台工作角度.超声波模块为两个超声波测距传感器,放置在工作台的两端,与红外测距传感器同侧.其作用是通过控制两个超声传感器所获数值相等,达到平台Y轴与装配体Y轴平行,同时补偿红外测距传感器的精度.电子罗盘用于控制平台的转动方向.码盘用来测控平台的移动距离.
3.1.2 计数器单元设计
计数器单元安装在蜗轮丝杆升降机的输入轴上,主要用于监控平台的升降与调平工作.其信号实时反馈至PLC控制器,根据输入轴旋转圈数计算出升降机的提升高度,平台达到终端设备中设定的平台提升高度后与水平传感器通讯,完成调平工作.
3.1.3 图像处理模块设计
图像处理模块采用实时热成像视频摄像头.该摄像头采集到的图片被送到视觉传感器驱动器进行处理,处理结果反馈至PLC控制器,实时与热成像视频摄像头采集到的热像图片进行时域对比,当检测到有热源移动时,传感器认定在工作区域有人为活动,机器报警,向机械手发出暂停工作信号,从而起到安全保护的作用.
3.2 数字输出模组设计
PLC控制器通过程序控制A伺服电机,驱动麦克纳姆轮运动,同时通过PID算法将工作平台运动状态反馈给控制器,该运动状态与电子罗盘所获位置状态一起输入比较器比较,以提高位置控制精度.PLC控制器同时通过程序控制B伺服电机,驱动涡轮丝杆升降机运动,实现升降机的提升与下降,以发挥固定工作工位、补偿工作平台高度的作用.扬声器及其驱动器的作用在于关键工作状态播报和报警提醒.
4 工作平台的通讯与人机界面设计
为了提高工作平台的通用性、可视化程度,及时掌握设备工作状态,可运用WinCC flexible设计可视化人机交互界面[7].本文采用串口联网模块对预留接口进行协议同步转换,使工作平台提供Modbus RTU和Modbus TCP多路并行通讯模式;基于Modbus RTU协议和RS485通讯接口,预留控制接口,以满足常用工业控制的通讯需求.
4.1 人机界面设计
工作平台的人机界面包括主页、参数设置、路径规划、报警报文、时钟设置和手动模式(图7).主页面可直观显示工作平台工作状态,也可控制工作平台的启停.参数设置页面的选项包含需装配的压缩机型号、需安装的气阀型号、需执行的装配工位以及对应工位下需执行的机械手装配程序.路径规划页面的设置包括机械手各工作工位坐标、工作平台移动路线坐标、工作平台提升高度及工作角度.报警报文页面可查看工作日志和报警代码.时钟设置页面可对工作平台系统时间进行修改.手动模式页面用于选择工作平台的工作模式.

图7 工作平台的人机界面
4.2 PLC与触摸屏的通讯设置
PLC与触摸屏有标准的通讯组态程序,可直接在WinCC flexible软件中进行设置(图8).通过PLC与触摸屏的通讯设备,可对通讯协议、接口标准和从站地址等参数进行设定.

图8 PLC与触摸屏通讯参数设置
4.3 PLC与机械手控制柜的通讯设置
PLC与机械手控制柜采用Modbus通讯协议[8],以Port 0为通讯接口.Modbus通讯协议的梯形程序如图9所示.为了方便多种型号机械手的通讯连接,可采用串口联网模块对Modbus RTU实现协议转换.转换后的协议为Modbus TCP,能够与Modbus RTU协议实现并行传输.转换前、后的协议物理接口分别为RS485和RJ45.
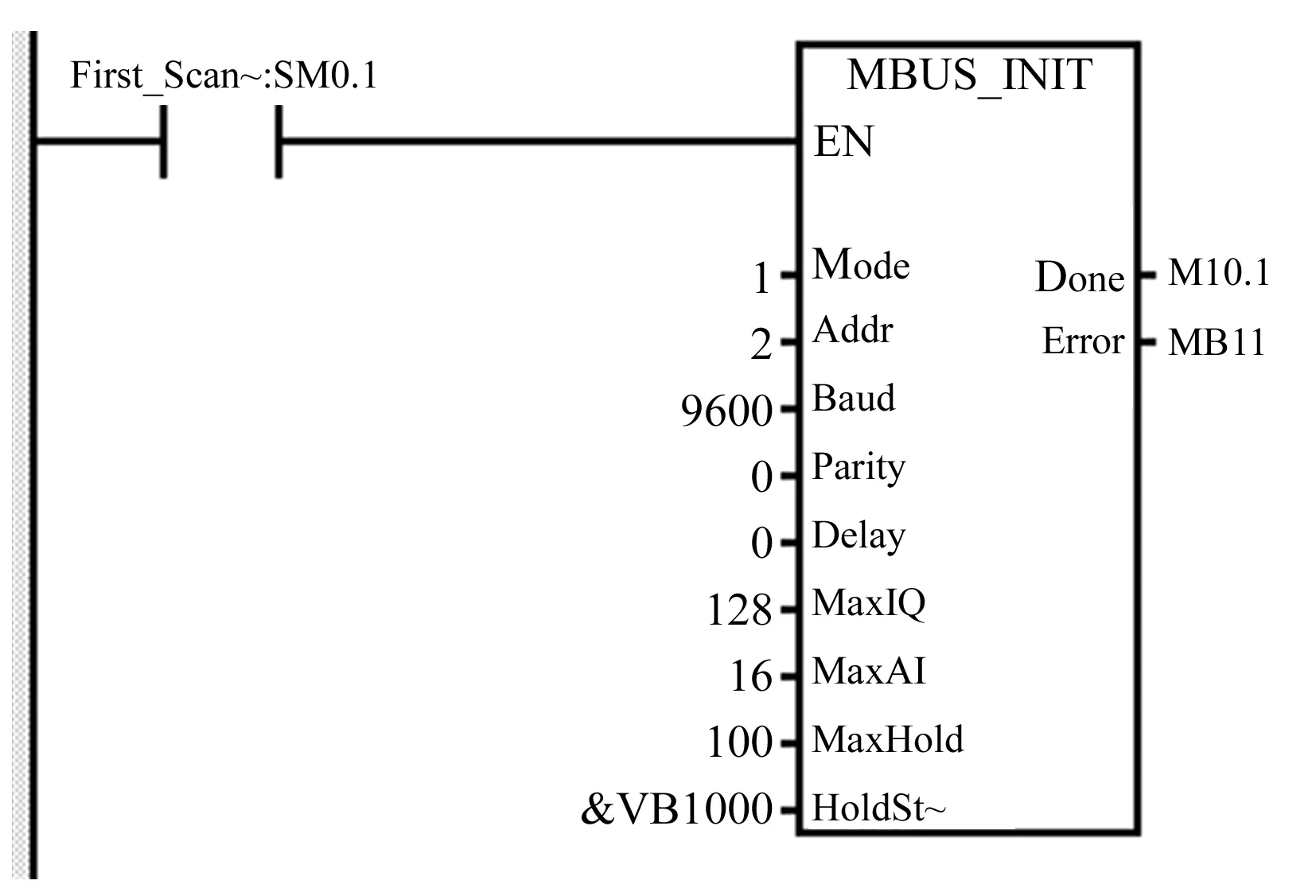
图9 Modbus通讯协议的梯形程序
5 工作平台测试
为了测试该工作平台的实用性和准确性,在工作平台上搭载埃斯顿ER30型机械手,对2D90型压缩机进行多工位装配实验,具体装配任务为2D90型2个工位上的压缩机气阀装配.
5.1 实验步骤
(1)将工作平台RS485数据接口与机械手控制柜的控制器相连,然后打开工作平台开关,启动机械手.
(2)在人机界面的参数设置页面选择装配的压缩机型号2D90、安装的气阀型号325/340,勾选所需的装配工位为2,输入对应工位下执行的机器人装配程序文件名.
(3)在人机界面的路径规划页面设置机械手装配距离1 100 mm、工作平台提升的高度180 mm、工作平台的工作角度0°.工作平台移动路线坐标为:起始点(0,0),装配工位1(0,2 000),装配工位2(0,2 200),途经点1(500,2 200),途经点2(500,0).
(4)在工作平台到达指定工位后,启动位置定位程序,先通过红外测距传感器控制工作平台,达到所设定的距离,并使工作平台X轴与装配体X轴重合,再通过两个超声波测距传感器控制并调整工作平台,使其Y轴与装配体Y轴平行.
(5)启动升降程序,先由计数器单元控制涡轮丝杆升降机提升至设定高度,再通过水平传感器控制涡轮丝杆升降机,使工作平台调整至设定的工作角度.
(6)工作平台完成基础调整工作后,向机械手发出预先选择的装配程序,机械手开始工作.
(7)机械手完成工作后,机械手控制柜返回工作平台完成信号,涡轮丝杆升降机收回.
(8)工作平台完成一个工位工作后执行下一工位程序,重复步骤(4)~(7),直至两个工位工作全部完成后,经2个预设途经点返回原点.
5.2 实验结果
该实验主要测试工作平台对规划路径搜寻与定位的稳定性、升降机提升和机械手控制的精度以及升降速度与通讯速度调整的及时性.实验结果表明:工作平台的机械结构稳定,运动精准,程序执行可靠,实验结果理想,达到了设计目的.
6 结束语
(1)通过ANSYS Workbench软件有限元分析,车架的机械结构承载能力满足设计要求,设计方案可行,能够满足机械手对工作平台强度与刚度的要求.
(2)提出一种多工位压缩机气阀装配机械手的工作平台,对组成该工作平台的机械结构和电气控制进行了设计,实验测试的结果理想.
(3)该工作平台利用自动化技术,提升了压缩机生产技术含量,提高了生产质量,不仅能降低压缩机装配成本,而且能降低机械手采购成本,具有较好的推广价值和应用前景.
参考文献:
[1] 董欣胜,张传思,李 新.装配机器人的现状与发展趋势[J].组合机床与加工技术,2007(8):1-4.
[2] 陈 涛,李艳文.基于S7-200控制的动车挡风玻璃装配机器人设计[J].制造业自动化,2015,37(18):37-41.
[3] 王 俊.移动机器人的定位方法研究[D].沈阳:东北大学,2010:19-31.
[4] 计时鸣,黄希欢.工业机器人技术的发展与应用综述[J].机电工程,2015,32(1):1-13.
[5] 北京兆迪科技有限公司.ANSYS Workbench 14.0结构分析快速入门、进阶与精通[M].北京:电子工业出版社,2014:316-321.
[6] 查太东,杨 萍.基于ANSYS Workbench的固定支架优化设计[J].煤矿机械,2012,33(2):28-30.
[7] 王君元,李春明.WinCC flexible在人机界面组态中的应用[J].可编程控制器与工厂自动化,2014(10):97-99.
[8] 刘华波,马 艳.西门子S7-200 PLC编程及应用案例精选[M].北京:机械工业出版社,2009:135-145.