浅谈冷冲压模具的使用与保养
2018-06-20张万书肖贺李众长城汽车股份有限公司技术中心河北省汽车工程技术研究中心
文/张万书,肖贺,李众·长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心
本文介绍了冷冲压模具工作前和工作过程中操作人员的注意事项,以及批次生产后模具保全人员对模具本体及各配件的维修保养情况。
随着汽车需求量节节攀升,各大品牌汽车的产量随之加大。冷冲压模具作为加工制造汽车外板覆盖件和内板骨架的工具,同时若模具保养或使用不当损坏需要重新制造,无疑对单套模具的生命周期提出了更高要求。那么对于已经制造完成的模具我们怎样来保证甚至延长其生命周期呢?下文我们从模具的正确使用和维修保养方面进行研究。
模具结构分类
冷冲压模具从常规结构概况分为落料、拉延、修冲、翻整、包边工序模具,各工序模具的使用方法及后期的维修保养情况类似。以修冲序模具为例进行分析、介绍(图1)。

图1 修冲序模具
模具使用方法
对本工位的修冲模装模的参数对照表(包括装模高度、闭合高度等)确认无误后方可进行以下操作。
⑴检查模具底面是否有杂物并擦拭,然后把模具按照送料方向正确摆放在将要生产的工作台上。
⑵检查模具顶部是否有异物并擦拭,然后将移动工作台开入将要生产的机床处(图2)。

图2 移动工作台开入将要生产的机床处
⑶主机手对照参数表调整机床的装模高度然后再微调向下缓慢移动上滑块,操作者观察上滑块与模具上表面贴合程度(以贴合为准),夹紧器夹紧,将上滑块微调(图3)运行到上死点。若有存放限位,将存放限位块取下。

图3 微调上滑块
⑷根据对照参数表调节闭合高度,若有尾件即可取出尾件,擦拭模具(擦拭过程中把安全栓放在模具的安全平台上)(图4)。
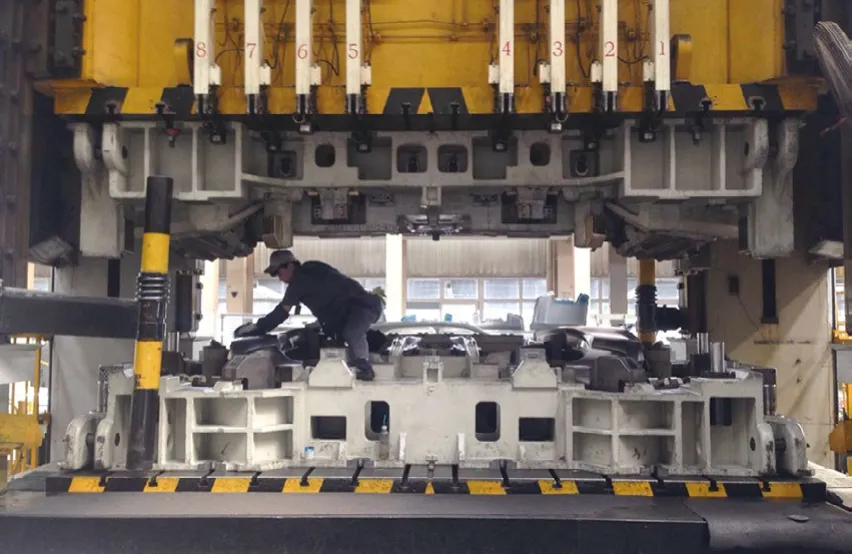
图4 取出尾件,擦拭模具
⑸闭合高度调整好后,将上滑块微调至下死点,紧固下模螺栓,再单次打到上死点,检查型面无杂物后单次行程1次,查看是否还有其他杂物存留,以免影响制件品质(图5)。
⑹在本工位放制件过程中要检查上序制件是否合格,表面有无杂物,本序成品件是否已经取出,坚决避免叠料情况的发生。
生产前对模具进行全面润滑并准备正常生产用料,在空行程时启动冲模3~5次确认模具运作正常后再试冲。以限位器为基准,调整和控制凸模进入凹模深度,检查并验证冲模导向、送料、推卸等机构与装置的性能及运作灵活性,而后进行适当调节,使之达到最佳技术状态。对大中小型冲模分别试冲3、5、10件进行停产初检,合格后再试冲10、15、30件进行复检。经划线检测、冲切面与毛刺检验,一切尺寸与形位精度均符合图纸要求,才能正式生产。

图5 查看有无杂物
模具的保养与维修
生产中的模具要注意保养,导向部件应及时润滑,连接部件应注意排查紧固螺钉是否松动。模具工作表面要保持干净、清洁,模具属于精密工装,因此在使用和保养过程中要小心仔细,避免因作业不当而损伤模具。
修冲模的保养
模具打开,上模翻转后放置,用棉丝或布料等将型面上的油污擦拭干净,根据此类模具在生产过程中容易出现的问题进行保养:
⑴检查模具的刀块;检查凸、凹模工作部分是否有崩、啃、裂等情况,间隙是否均匀合适,刃口是否锋利。
⑵对模具型面上影响制件品质的划伤、凸凹、粘料等部位进行推光抛光。对内板模具的凸R角进行抛光,外板的整个型面进行抛光,以确保品质。对抛光后的部位涂油,防止生锈。
⑶检查压料芯轮廓位置是否有磕碰现象,避免压料不到位造成的制件问题。
⑷检查冲头磨损是否严重,固定座是否紧固,制件定位是否良好。
⑸检查限位器是否良好。
⑹检查螺钉、销钉是否有松动,尤其是上模,如有松动现象及时紧固。
⑺检查导向部位是否有划伤现象,如有划伤现象及时对其抛光或更换。
⑻检查型面是否有其他杂物,型面是否光顺(及时用抛光纸进行抛光)。
⑼检查各废料的滑出情况,避免有废料在生产过程中滑料不畅。凹模落料孔是否存在堵料现象,及时修整漏料孔,从而避免冲头等部件的损坏。
⑽若模具有氮气弹簧作为力源,比如侧围等模具,需在保养时检查压力表是否损坏。压力是否在允许范围内,缸体及活塞是否损坏,如有损坏咨询相关厂家,严禁私自拆卸、修理。
⑾检查弹簧是否有弯曲变形及高度不一致现象,如有问题需要及时更换。
⑿在清洗间中用洗模剂将抛光时所遗留的粉末冲洗掉,切忌用清水直接冲洗,避免锈蚀现象。清洗后把模具的型面用擦模纸擦拭干净(注意:对于涂红漆的镶块,拆卸压料芯前应该首先把镶块拆除)。
修冲模的维修
修冲模容易出现以下几类问题,根据具体的情况采用相关的解决措施。
⑴冲压毛刺。
1)模具间隙过大或不均匀,重新调整模具间隙。
2)模具材质及热处理不当,产生凹模倒锥或刃口不锋利时,应检验工作部分的硬度。
3)冲压刃口磨损,研磨冲头或镶件。
4)凸模进入凹模太深,调整凸模进入凹模的深度,保证在3mm左右。
⑵跳废料。
1)刃口的锋利程度。刃口的圆角越大,越容易造成废料反弹,对于材料比较薄的不锈钢等可以采用斜刃口。
2)模具的间隙是否合理。不合理的模具间隙易造成废料反弹。
3)增加入模深度。每个工位模具冲压时,入模量的要求是一定的。入模量小,易造成废料反弹。
4)对冲头、镶件、材料进行退磁处理。
⑶漏冲孔。
出现的漏冲孔情况,一般由冲头断未发现、修模后漏装冲头、冲头下陷等因素引起,修模后要进行首件确认。与样品对比,检查其是否有遗漏现象,对冲头下沉的,应改善上模垫板的硬度。
⑷退料不正常。
1)脱料板与凸模配合过紧、脱料板倾斜、等高螺丝高度不统一或其他脱料件装置不当,应修整脱料件,脱料螺钉采用套管及内六角螺钉相结合的形式。
2)模具间隙偏小,冲头在脱离材料时需要很大的脱模力,造成冲头被材料咬住,需增加下模间隙。
3)凹模有倒锥,修整凹模。
4)凹模落料孔与下模座漏料孔没有对正,修整漏料孔。
5)检查制件的状态。制件脏污附着到模具上,使得冲头被制件咬住而无法退料。制件回弹而发生翘曲变形后,会夹紧冲头,此时应对前工序进行处理,解决回弹问题。
6)冲头、下模的刃口钝化要及时刃磨。刃口锋利的模具能加工出漂亮的切断面,刃口钝了,则需要添加额外的冲压力,而且工件断面粗糙,会产生很大抵抗力,造成冲头被材料咬住。
7)适当采用斜刃口冲头。
8)弹簧或橡胶弹力不够或疲劳损耗,需及时更换弹簧。
结束语
综合以上阐述,模具的正确使用和及时维修、保养在其生命周期内至关重要,值得我们现场操作人员和模具保全人员的重点注意。
