一种超细长高精度铁心冲片的加工
2016-09-08王菁
王 菁
(湘潭电动机股份有限公司 特电研究所,湖南 湘潭 411101)
一种超细长高精度铁心冲片的加工
王菁
(湘潭电动机股份有限公司 特电研究所,湖南 湘潭 411101)
在自行研制的新产品电动机中,其定子铁心冲片属一种超细长高精度铁心冲片。冲片常规的加工方式为冲制。对于常规的整体式冲模,因其自身的制造精度要求过高,无法实现对超细长高精度铁心冲片的冲制。在研制过程中,经过对多种加工方案进行分析研究,对冲制该冲片的冲模结构进行了改进,将常规的整体式冲模改为分瓣拼合式冲模。经实际制造该分瓣拼合式冲模及实际冲制表明,使用该超细长高精度铁心冲片可一次冲制成型,尺寸和精度均满足要求,并且质量稳定,生产效率高。
超细长高精度冲片;冲制;分瓣拼合式冲模
在自行研制的新产品电动机中,其定子铁心的冲片长为1 319.2 mm、宽为(28.33±0.05)mm(材料为0.5 mm厚硅钢片)。该铁心冲片的长细比高达46.6,且精度要求极高,属超细长片式工件(见图1)。

图1 超细长高精度冲片示意图
1 超细长高精度冲片的加工方案分析
1.1采用常规的整体式冲模冲制存在的问题
电动机铁心冲片的常规加工方案为冲制。常规的冲模为整体式冲模,即冲模的凸模和凹模的结构均为整体式(见图2)。

图2 常规的整体式冲模结构示意图
由于该铁心冲片属超细长片式工件,若采用常规的整体式冲模,则相应地的冲模也必然属于超细长式冲模,因而存在下述问题:一方面,该整体式凸模和整体式凹模的加工及热处理过程往往易产生较大的变形;另一方面,整体式凹模的内表面难以加工,造成整体式冲模本身的制造精度无法达到要求[1-3]。
1.2铁心冲片的其他常规加工方式分析
铁心冲片的常规加工方式除冲制成形外,还有线切割成型、激光切割成型、水切割成型和直接机械加工成型。下述分析采用这几种加工方式加工该超细长高精度冲片存在的问题。
1)线切割成型加工。一方面,线切割将导致冲片在总长范围内的宽度尺寸精度达不到要求;另一方面,线切割时,在一叠具有一定厚度的铁心冲片的上层冲片与下层冲片之间还将存在一定的斜度,从而导致线切割成型后的冲片的片与片之间的长度、宽度尺寸之间均存在一定的差别,从而导致加工质量不稳定,每块冲片的尺寸存在差异。因此,该方案不可取。
2)激光切割成型加工。一方面,激光切割将导致冲片在总长范围内的宽度尺寸精度达不到要求;另一方面,激光切割时,冲片被激光切割的部位的表层绝缘将被高温破坏,从而导致下工序冲片铁叠压后整个铁心短路,由此将增大电动机的损耗,降低电动机的效率,影响电动机的性能。因此,该方案不可取。
3)水切割成型加工。一方面,水切割将导致冲片在总长范围内的宽度尺寸精度达不到要求;另一方面,由于在水切割的过程中,铁心冲片浸水易生锈,不但破坏铁心冲片的绝缘,而且将降低下工序冲片铁叠压后整个铁心的叠压系数,影响电动机的性能。另外,水切割的生产费用高,工作效率低。因此,该方案不可取。
4)直接机械加工成型加工。因为工件冲片的材质较硬,因此若采用直接机械加工成型,一方面,对加工刀具的要求较高,由此将提高生产成本;另一方面,机械加工后,工件被加工处的飞边较大。若不去除其飞边,则将影响下工序铁心叠压的叠压系数,降低电动机的电气性能[4-6];而如若去除其飞边,则增大工作量,且生产效率低,而且去除其飞边时,还易破坏冲片表面的绝缘,降低电动机的电气性能。因此,该方案不可取。
2 对该超细长高精度冲片采用冲模冲制进行改进
2.1对采用冲模冲制的改进
铁心冲片的常规加工方案为冲制。采用冲模冲制成形,生产效率高,因而仍不失为一个较好的加工方案。由上述分析可知,对该超细长高精度冲片采用冲模冲制,常规的整体式冲模无法达到要求,于是对常规整体式冲模的结构进行改进。
将常规整体式冲模的结构改为一种分瓣拼合式冲模,即将冲模的凸模或凹模在长度和宽度方向上拆分成多个瓣块,然后拼合成一个整体,其每个瓣块的长度尺寸可根据瓣块及整个分瓣拼合式冲模的加工性能、热处理性能等实际状况进行调整、选择。相对于常规的整体式冲模而言,分瓣拼合式冲模更适于冲制长度较长的工件。
2.2分瓣拼合式冲模凸模、凹模的结构分析
在长度方向上,分瓣拼合式冲模的凸模和凹模分解成的不同分瓣数和每段长度值见表1。

表1 凸模、凹模分解成的不同分瓣数及每段长度值
1)瓣块及整个分瓣拼合式冲模的加工性能和热处理性能。根据加工经验,当分瓣拼合式冲模的瓣块每段长度值约为330 mm时,瓣块及整个分瓣拼合式冲模的加工性能和热处理性能等均较好,从而可使分瓣拼合式冲模的整体精度较高,有利于满足该超细长高精度冲片的加工要求。
2)凸模与凹模的拼合接缝的相对位置关系对冲制的质量影响。当分瓣拼合式冲模的凸模与凹模的拼合接缝相互对齐时,冲制的工件易产生飞边。为避免冲片产生飞边,应将分瓣拼合式冲模的凸模与凹模的拼合接缝相互错开;因此,在长度方向上,分瓣拼合式冲模的凸模与凹模的分瓣数宜取不同值,以使其拼合接缝相互错开。
综上所述,在长度方向上,选定分瓣拼合式冲模凸模的分瓣数、凹模的分瓣数及每段长度值见表2,最终确定分瓣拼合式冲模凸模的分瓣结构为“4拼1”(见图3), 凹模的分瓣结构为“8拼1”(见图4)。
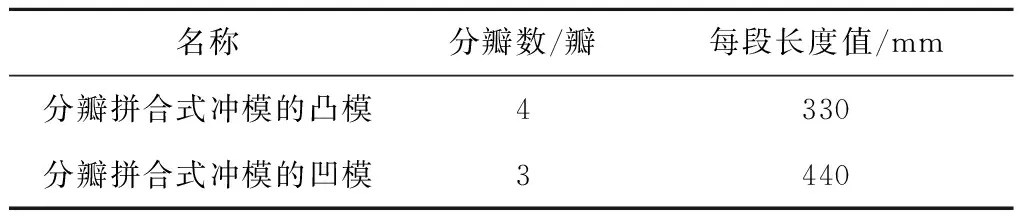
表2 凸模、凹模的分瓣数及每段长度值

图3 分瓣拼合式冲模的凸模结构示意图
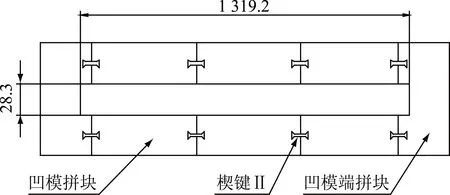
图4 分瓣拼合式冲模的凹模结构示意图
由上述可知,冲制该超细长高精度冲片的分瓣拼合式冲模,主体由分瓣拼合式冲模的凸模和分瓣拼合式冲模的凹模组成。其中,凸模由4个凸模拼块组成,凸模拼块上开有填充装配楔键的键槽,两凸模拼块之间通过楔键Ⅰ拼合成一个整体。凹模由6个凹模拼块和2个凹模端拼块组成,凹模拼块和凹模端拼块上开有填充装配楔键的键槽,两凹模拼块之间及凹模拼块与凹模端拼块之间通过楔键Ⅱ拼合成一个整体;同时,为避免冲片产生飞边,凸模与凹模的拼合缝相互错开。
2.3分瓣拼合式凸模与凹模的加工
分瓣拼合式冲模的凸模与凹模的加工具有如下特点:1)由于分瓣拼合式冲模的凸模与凹模的各个拼块的尺寸较小,加工尺寸精度较易保证,且热处理过程变形小,因此可独立加工,独立热处理;2)由于分瓣拼合式冲模的凹模将对常规的整体式凹模内表面的加工,转变成对凹模拼块外表面的加工,因此,较常规的整体式冲模而言,分瓣拼合式冲模的制造相对容易,且易于保证精度要求。
当各个拼块拼合时,楔键与拼块的键槽尺寸应经过严格的修配,以确保拼合后的分瓣拼合式冲模的凸模和凹模的尺寸、精度与工件相匹配。
3 结语
超细长高精度冲片采用常规的整体式冲模无法达到要求。在研制过程中,经过对比、分析多个加工方案,最终对冲制该电动机的超细长高精度冲片的冲模结构进行了改进,将原常规的整体式冲模改为分瓣拼合式冲模。经实际制造分瓣拼合式冲模,并采用该分瓣拼合式冲模冲制该超细长高精度冲片表明,使用该超细长高精度冲片一次冲制成型,尺寸、精度均达到要求,且飞边小。采用该加工方式,工艺简单,质量稳定,生产效率高。冲模采用分瓣拼合式冲模结构还可广泛用于类似的超细长高精度工件的冲制。
[1] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1995.
[2] 冯炳尧,韩泰荣.模具设计与制造简明手册[M].上海:上海科学技术出版社,1994.
[3] 徐炜炯.模具设计[M].北京:中国轻工业出版社,1996.
[4] 机械电子工业部教育司.电动机铁心装配工艺学[M].北京:机械工业出版社,1993.
[5] 朱东启,王岩.电动机学[M].北京:机械工业出版社,1993.
[6] 上海电器科学研究所.中小型电动机设计手册[M].北京:机械工业出版社,1995.
责任编辑马彤
Processing of a Iron Core with Super Slender and High Precision
WANG Jing
(Xiangtan Electric Manufacturing Co., Ltd., Special Electric Research Institute, Xiangtan 411101, China)
In the self-developed new products motor, the stator core laminations is a long genus superfine precision core punching. The conventional processing methods for hedge sheet is the punching. However, since the conventional monolithic die with their high manufacturing precision and no meet the requirements, so the conventional monolithic die can not achieve the precision of ultra-fine long core of punching punching. In the contrast research process, the analysis of multiple processing program and the ultimate hedge made of die punching improve the structure of the conventional monolithic die with the following: sectional split type die. By the actual manufacturing of the sectional split type die and the actual punching, the ultrafine long precision punching has the satisfied type and size, accuracy requirement, stable quality, and high production efficiency.
super thin high precision punching, punching, sectional split type die

TM 305
A
王菁(1969-),女,硕士,高级工程师,主要从事电动机类产品制造的工艺开发与研究。
2015-12-25
