木质纤维素生物质精炼的研究进展
2018-06-19秦影,傅英娟,秦梦华,2
秦 影, 傅 英 娟, 秦 梦 华,2
( 1.齐鲁工业大学 教育部制浆造纸工程重点实验室, 山东 济南 250353;2.泰山学院 有机化学实验室, 山东 泰安 271000 )
0 引 言
煤炭、石油和天然气等化石资源为现代人类社会提供了主要的原料、能源和化学品,为人类的经济繁荣、社会进步和生活水平提高做出了重大贡献。然而,化石资源的短缺、大量使用所导致的温室气体排放和人类对能源需求的日益增长等问题的凸显,使得人们不得不寻找化石资源的替代品,以获得人类赖以生存和发展的原料、能源和化学品。
生物质泛指所有可再生或可循环(原始林除外)的有机物质,包括专门的能源作物、树木、农产品和饲料作物秸秆、水生植物、木材和木材废料、动物及动物排泄物和其他废弃物。最常用于生物质精炼的生物质主要由4种类型组成[1]:能源植物、农业剩余物、森林废弃物、工业和城市废弃物。木质纤维素生物质是地球上最为丰富的有机资源,而人类仅利用了较小比例的木质纤维素资源。如何更好地利用木质纤维素资源,以可持续地从中获得人类所需的化学品、能源和材料对人类的发展具有重要的意义。
1 生物质精炼的概念与分类
1.1 概念及其基本要素
生物质精炼又可称为生物炼制,是针对“石油精炼”提出的。它是以生物质为原料,经过一系列的精炼过程,以获取能源、材料和化学品。美国能源部将生物质精炼定义为[2]:生物质精炼是一个加工厂的完整概念,在这里,生物质原料被转换和提取成为各种有价值的产品,它是以石油化学炼制厂为基础的。美国国家可再生能源实验室关于生物质精炼的定义为[3]:生物质精炼是以生物质为原料,通过生物质转化工艺和设备的集成来生产燃料、电力和化学品的设施。
目前,生物质精炼领域仍是一个开放的知识领域。但不论如何定义,生物质精炼都包含三个基本的要素,即原料、转化工艺和产品。事实上,根据原料、转化工艺和产品的不同,派生出不尽相同的生物质精炼工艺。
1.2 生物质精炼的分类
根据生物质精炼技术的状态,可分为传统的生物质精炼和先进的生物质精炼;又可称为一代、二代、三代生物质精炼。第一代的生物质精炼仅利用单一的原材料,使用单一的生产工艺,获得单一的主要产品。第二代生物质精炼也是仅利用一种工艺和一种原料,不同之处是二代生物质精炼可生产多种最终产品(能源、化学品和材料)。第三代生物质精炼是更为先进的生物质精炼技术,不仅可以像第二代生物质精炼一样生产各种能源和化学品,也可以利用各种原材料和技术生产多种工业品。产品的多样性使得第三代生物质精炼在满足市场需求方面具有较高的灵活性。此外,多种原料的适应性也确保了第三代生物质精炼原料的供应和选择。
根据原料的不同,第三代生物质精炼可分为5种运行模式:木质纤维素生物质精炼、全谷物生物质精炼、绿色生物质精炼、双平台生物质精炼和海洋生物质精炼[3]。
根据转化技术的类型,可分为生物化学生物质精炼和热化学生物质精炼。生物化学平台通常集中在糖发酵方面,它首先对木质纤维素原料进行预处理,降低原料的尺寸。然后对原料进行三步转化:(1)将生物质原料转化成糖或其他可发酵产品;(2)利用生物催化剂对原料中间产品进行生物转化;(3)生产高附加值化学品、燃料乙醇和其他燃料、热和(或)电力。
根据中间产品,生物质精炼可分为合成气平台、糖平台和木素平台。
2 木质纤维素生物质精炼的研究现状
木质纤维素原料主要由纤维素、半纤维素和木素组成。木质纤维素生物质精炼的前提是将化学组分进行分离,而木质纤维素原料的生物结构和化学组成特点,赋予生物质原料对酶的顽抗性。各种预处理技术的应用是破解木质纤维素原料顽抗性的有效方法。通过预处理,可降低纤维素结晶度,改变及去除木素,增加纤维素的可及表面积,达到提高纤维素酶解和转化效率的目的。同时,通过预处理也可达到部分半纤维素和木素分离的目的,为生物质精炼提供原料。预处理后的原料,经过对预处理产生的抑制剂毒性的控制和处理,再进行水解糖化,获得一系列单糖组分,这部分单糖组分经过发酵可生产生物乙醇等燃料,也可制备生物化学品和材料,完成生物质精炼过程,具体过程见图1。
2.1 木质纤维素原料的顽抗性
生物质的顽抗性是指木质纤维素的复杂结构特征保护其碳水化合物免于微生物或酶的降解。对木质纤维素原料顽抗性的影响主要有生物质的物理特性和化学组成。生物质物理特性的影响因素主要有可及表面积、颗粒尺寸、气孔率和孔隙体积、纤维素结晶度和聚合度[4]。
此外,生物质的顽抗性与植物细胞壁的化学组成密切相关。木素等组分对纤维素集合体的包络作用可保护纤维素免于微生物和酶的降解。这些组分包括木素、半纤维素、乙酰基和蛋白质[5]。

图1 基于生物化学平台的木质纤维素生物质精炼技术的主要流程
Fig.1 The main processes of lignocellulosic biorefinery based on the biochemical platform
简单地说,影响生物质纤维素酶解的最直接因素是可及表面积,这是影响生物质酶解最为关键的因素,因为预处理生物质的酶解直接为纤维素可及度所控制[6]。未处理的生物质难于水解的直接原因是其可及表面有限,而处理后可及表面积有所增加。预处理通过改变一些间接因素,如孔径和体积、颗粒尺寸、比表面积、结晶度、聚合度、木素和半纤维素含量等,从而提高纤维素的可及度,达到促进酶解的目的。
2.2 木质纤维素原料的预处理
木质纤维素预处理是破坏木质纤维素的顽抗性,提高其酶解糖化效率,降低酶使用成本的必要环节,也是目前制约木质纤维素生物炼制的技术瓶颈之一。预处理技术种类繁多,总体上可分为化学预处理、物理化学预处理和物理预处理三类。
2.2.1 化学预处理
化学法主要包括酸性水解、碱性水解、热水抽提、室温有机溶剂预处理、氧脱木素和有机溶剂预处理等。
酸性水解包括稀酸水解和浓酸水解。稀酸处理主要通过水解半纤维素,破坏半纤维素-木素之间的化学键,达到增大酶可及表面积的效果,同时还可减小纤维素的平均聚合度。酸预处理方法对木素脱除以及结晶度破坏效果不明显,并且容易产生微生物发酵抑制物,增加了后续处理的难度。此外,稀酸对预处理装置的腐蚀性也是制约其工业化的重要因素之一[7]。浓酸预处理的优势在于原料的适应性强、单糖得率高及温和的温度要求[8]。但浓酸具有毒性、腐蚀性和危险性,对所使用的反应器的耐腐蚀性要求较高。同时,浓酸预处理后必须将酸回收,以确保经济上的可行性。
碱预处理通常利用无污染和无腐蚀性的化学品,如氢氧化钠、氨和氢氧化钙等,可在比酸预处理更为温和的条件下进行。碱预处理技术包括氨预处理、氨循环过滤、氨纤维爆破、液氨浸泡、氨解、无水氨处理以及利用氢氧化钠和氢氧化钙的碱预处理技术。碱预处理条件通常比较温和,不易产生抑制物,在一定条件下可有效脱除木素,并伴有少量半纤维素发生水解和可及内表面积增加。但碱预处理难以破坏木质纤维素的结晶度,与无定形纤维素相比,酶解时间较长。此外,大部分半纤维素仍残留在固体组分中,后续酶解产生的混合糖需要进一步分离或进行综合利用[9]。
作为一类新型的生物质转化介质平台,离子液体具有许多不同于分子型溶剂的理化性质,特别是对纤维素和糖类优异的溶解能力,为木质纤维素资源的预处理和转化提供了全新的平台。相对于其他预处理方法,离子液体预处理技术温度和能耗较低。基于离子液体技术分离出的纤维素是非晶态的,其酶解或酸解速率比未经处理的纤维素快[10]。随着离子液体种类、纯度的变化,纤维素在溶解过程中可能会发生降解现象[11]。
利用氧化剂例如过氧化氢、臭氧、氧气或空气预处理,可对木质纤维素进行木素脱除[12]。除了对木素的作用外,氧化预处理也会作用于木质纤维素中的半纤维素组分。其中,相当多的半纤维素被降解,不能再用于糖的生产。
有机溶剂预处理是木质纤维素原料在酶解前,通过有机溶剂或有机溶剂的水溶液的处理,以抽提出木素的过程。主要的有机溶剂分离工艺包括醇分离工艺和有机酸分离工艺。低分子质量的脂肪醇(如乙醇和甲醇)是预处理最为常用的有机醇[13]。在乙醇工艺中加入硫酸可催化乙醇的反应性能。有机酸主要包括甲酸和乙酸,根据有机酸中是否加入无机酸和过氧化氢,可分为单纯的有机酸分离、酸催化的有机酸分离及过氧酸分离工艺。在甲酸法制浆过程中可加入硫酸和盐酸等催化剂以强化脱木素,催化剂可提高脱木素的速率和程度,但加入催化剂的量不宜过高(低于绝干原料质量2%)[14]。在甲酸中加入过氧化氢,会形成过氧甲酸,称为Milox工艺。Milox法是目前研究最多的甲酸法制浆技术,也是最具有潜力的有机溶剂制浆方法之一[15]。有机溶剂预处理,原料组分可以得到充分利用,更利于生物质精炼。
热水预处理是木质纤维素理想的预处理方式。该方法不需要耐腐蚀的反应器和化学品,也不产生毒性化合物。热水预处理会导致木质纤维素组分发生水解,使得生物质中的纤维素可及度更高,避免高温下抑制剂的形成。但是,仅利用热水单独预处理不能使木素完全脱除,这主要归因于木素溶解组分的重新缩合[16]。
2.2.2 物理预处理
物理预处理包括传统的机械预处理和非传统的物理预处理。机械预处理的形式多种多样,主要包括:(1)切碎,如切碎机;(2)磨解,如锤磨、球磨、离心磨、盘磨、振动磨、胶体磨等;(3)揉搓,如挤压机等。非传统的物理预处理则主要为高能辐射处理。
广泛应用于制浆造纸工业的机械磨浆可直接应用到生物质的生物化学转化工艺中。机械磨浆可通过细纤维化和纤维的断层从而增加纤维的比表面积,克服生物质的抗性及提高碳水化合物的转化率[17]。通过磨浆预处理可以降低预处理强度,从而降低预处理费用和抑制剂的浓度。机械磨浆的适应性较强,可与任何工艺流程结合,如自水解、稀酸水解和碱处理[18]。
挤压设备广泛用于制浆造纸等工业过程中。目前,挤压工艺已扩展为生产生物乙醇的连续物理预处理方法,可以显著提高不同原料的糖回收率[19]。挤压预处理和其他预处理技术相比具有以下优势:(1)成本低且可较好地监测和控制所有参数;(2)没有糖降解物;(3)可以同时进行酸处理和碱处理等化学预处理,对不同的工艺改造具有良好的适应性;(4)较高的连续生产能力。因此,挤压预处理似乎是木质纤维素生物质生产生物乙醇更为可行的预处理技术。
对木质纤维素进行辐射处理是一种非传统的物理预处理方法,主要包括γ射线辐射、超声波处理、微波处理和电子束辐射处理等。高能辐射的作用可使生物质结构发生变化,如比表面积增加、聚合度降低、结晶度降低、半纤维素水解或木素的部分解聚等[20]。
2.2.3 物理化学预处理
在木质纤维素的物理化学预处理过程中,既有物理作用,又会导致木质纤维素发生化学变化。
蒸汽爆破主要是利用高温高压水蒸气处理纤维原料,通过瞬间泄压过程实现原料的组分分离和结构变化。蒸汽爆破会发生类酸水解、热降解、类机械断裂、氢键破坏和结构重排等作用[21]。纤维原料的种类来源及颗粒大小、处理强度、预浸对蒸汽爆破有重要影响。但蒸汽爆破过程会产生较多的抑制物,主要有弱酸(乙酸为主)、糠醛、羟甲基糠醛和酚类物质[22]。蒸汽爆破具有处理时间短、化学药品用量低、无污染和能耗低等优点,但也存在一些缺陷,例如木素分离不完全,部分木糖被破坏,后处理导致的可溶性半纤维素组分的损失使总糖化率降低等。
此外,超临界CO2爆破[23]和烘焙[24]也可用于生物质的物理化学预处理。
2.3 糖化水解
纤维素的水解主要有化学水解和酶法水解。酸水解工艺分稀酸水解、浓酸水解和超临界水解。与化学水解法相比,酶水解工艺条件温和、设备简单、能耗低,同时具有副产物少和环境友好等特点,受到广泛重视并取得重大进展[25]。
酶解的温度、pH、底物浓度及抑制剂与激活剂等因素会影响木质纤维素的酶解效果。
除了通过预处理破解木质纤维素的顽抗性及脱毒处理提高对抑制剂的耐受性外,可在糖化段通过菌株优化、纤维素酶的现场生产、同步糖化发酵、酶的复配、纤维素酶重组、酶的固定化、酶解助剂、酶膜耦合反应器、高固液比反应器、流化床反应器、外场辅助作用和酶的回收技术等方式来提高木质纤维素的糖化效率。
2.4 发酵生产乙醇
除传统的利用单糖发酵生产酒精(独立的酶解和发酵)以外,水解和发酵模式还包括同步糖化发酵、同步糖化共发酵、一体化生物加工过程,这些模式具有各自的特点和优势。
半纤维素水解后主要得到戊糖(多为木糖),通常情况下不能被传统工业微生物转化成乙醇。虽然自然界中的某些酵母菌、细菌和真菌能利用戊糖,但构建高效产乙醇基因重组菌是目前研究的热点。按照重组菌株自身酶系统的不同分为两类[26]:一是改造已有菌种,利用基因工程手段将编码不同的酶基因导入同一发酵菌株内,增加新的底物利用能力;二是选取原本不具备发酵能力但易于进行基因工程改造,同时具有高蛋白表达量的菌株,导入关键酶的表达基因,使之具备生产乙醇的能力,如构建以酿酒酵母(Saccharomycescerevisiae)为宿主的基因重组菌、以运动发酵单胞菌(Zymomonasmobilis)为宿主的基因工程菌和以大肠杆菌(Escherichiacoli)为宿主的基因工程菌等。
2.5 碳水化合物化学品
从半纤维素中制备高附加值化学品的途径可概括为两大类:酶催化体系(生物转化)和非酶催化体系,目前对于酶催化转化的研究较多。近年来,提出了非酶体系催化转化化学品工艺。非酶体系催化是指抛弃传统酶催化方式,使用非酶工艺进行催化,如化学法、水热法、微波辅助法、离子液体催化法以及复合型固体催化剂催化法。
碳水化合物细菌发酵获得的琥珀酸是食品、化学和医药工业重要的平台化合物。近年来,木糖醇因在食品、医药及化工行业中有着广泛的用途而深受关注。发酵工艺生产木糖醇无须木糖的纯化步骤,是取代化学合成法的一条可行工艺路线[27]。2,3-丁二醇(2,3-BD)是生物制造产品体系中一种重要的精细化工原料和潜在平台化合物,寻求高效、低成本的生物制造技术一直是研究的目标,特别是高效利用廉价的木质纤维素生物质原料,不仅有助于进一步拓展2,3-丁二醇的应用领域,还有助于解决生物基化学品生物制造技术中的共性瓶颈问题。利用半纤维素糖也可发酵生产以康酸、阿魏酸、香豆酸、木糖酸、半乳糖酸和单细胞蛋白等重要工业化学品[28]。
非酶工艺主要为酸性水解法。酸催化己糖会形成5-羟基-2-糠醛中间产物,再水化后形成乙酰丙酸和甲酸为最终产物,戊糖会形成糠醛。此外,其他半纤维素基质中的组分会形成副产品如乙酸和半乳糖醛酸。乙酰丙酸(LA)是最重要的生物质基平台化合物之一。近年来在生物质能源领域也显出日益重要的应用潜力,被认为是连接石油基能源与生物质能源的桥梁[29]。
2.6 木素化学品
木素是自然界中唯一能提供可再生芳基化合物的非化石资源。具有芳香基、 甲氧基、 酚(醇)羟基、 羰基和羧基等多种功能基团和不饱和双键等活性位点,与石油相近的碳氢比和碳氧比,有望成为生产芳烃、环烷烃、烷烃等高品位生物燃油及高附加值芳香化学品的主要原料。
要利用木素生产木素化学品,首先需要将木素从木质纤维素中分离出来。目前所分离的木素主要有:硫酸盐木素、亚硫酸盐木素、烧碱木素、有机溶剂木素(如醇木素和酸木素)、快速热解木素、稀酸水解木素、水热分离木素和双相分离木素。这些木素产品通过一系列的解聚处理,如热解、催化加氢热解、亚临界和超临界水处理及超临界溶剂处理,获得低分子质量的木素降解产物。除木素的解聚处理外,另一种对木素进行利用的途径就是气化。一般来说,汽化温度高于解聚的处理温度,反应条件更为激烈。与其他生物质的气化一样,木素的分解产物将最终是小分子的混合物,如H2、CO、CO2和CH4,其比率取决于汽化温度和压力、蒸汽与氧的存在与否、加热速率及原料的基本化学组成[30]。
木素的衍生化产品可用作燃料、溶剂、化学试剂和聚合物。木素基燃料可分为固体木素和木素衍生炭、合成气、氢和芳烃[30]。
低分子质量的芳香族化合物常作为溶剂或化学试剂而用于各种不同的产业,木素解聚的酚型单体都属于或经少许化学修饰属于该类化合物。木素衍生的酚类单体,如丙基愈创木酚,可在生物质转化工艺中抽提出生物质酸水解溶液中的水解化合物。烷基酚可用于含矿物酸水溶液中生物质衍生含氧化物的抽提,如糠醛、糠醇、羟甲基糠醛、乙酰丙酸和γ-戊内酯[31]。
此外,人们利用抽出物产品的历史由来已久。木材的抽出物为生产一系列化学品提供了一个来源,如表面活性剂、聚合物、涂料、防水剂、香料添加剂、香水和药物等。目前对可再生资源利用的日益重视,使得人们对于来自可再生树脂成分获得化学品给予更大的重视。
2.7 碳水化合物材料
由于氢键的大量存在以及结晶区和非晶区共存的复杂形态结构,天然纤维素具有不熔化和在大多数溶剂中不溶解的特点。但这又使得纤维素的加工性能变得很差,成为天然纤维素在应用中的最大障碍。因此,纤维素的利用很大程度上取决于它的溶剂。纤维素溶剂种类十分有限,开发新型的溶解能力强的纤维素溶剂成为纤维素工业的重要课题。目前,纤维素的溶剂体系有以下几种:NaOH/CS2溶剂体系,胺氧化合物系列,NaOH/尿素水溶液体系和离子液体溶剂。通过一系列改性反应,可制备酯类纤维素、磺化纤维素、醚类纤维素、醚酯类纤维素、交联纤维素衍生物和接枝共聚纤维素衍生物[32]。
通过改性处理,制备纤维素材料的领域变得十分广泛。可制备再生纤维素纤维、再生纤维素膜,包括离子液体、NMMO/水、碱/尿素/水制备再生纤维素膜,功能性再生纤维素-无机/有机复合膜,纤维素气凝胶和纳米纤维素[33]。
2.8 木素材料
木素分子具有众多不同种类的活性功能基,兼具可再生、可降解、无毒等优点,而且工业木素来源于造纸黑液,成本低廉,因而被视为优良的绿色化工原料。
利用木素大分子生产和制备木素基材料,尤其是高分子材料,与木素的改性密切相关。这些改性主要反应包括化学改性和聚合改性。化学改性包括衍生化,如磺化、羟甲基化、烷基化、胺化、氧化和环氧化;接枝改性,如木素与丙烯酰胺接枝共聚、木素与丙烯酸接枝共聚、木素与多元单体接枝共聚[34]。
木素的聚合改性,依据反应机理可分为两类,一类为木素游离酚羟基与多个官能团化合物的交联反应,交联剂为卤化物、环氧化物等;另一类为木素在非酚羟基位置的缩合反应。在适宜条件下,缩合反应后可以得到分子质量增高、水溶性较好的改性木素。
木素复杂的化学结构使得木素在材料领域高值化利用方面进展缓慢,但随着人们对木素结构及可控化学修饰技术的不断认识,尤其是近年来人们对生物质精炼技术的研究,木素生产高附加值的材料有望进入一个新的发展时期。木素材料主要包括合成树脂材料,如脲醛树脂、酚醛树脂、聚氨酯和环氧树脂,吸附剂、表面活性剂;碳纤维包括纯木素基碳纤维、木素-聚合物基碳纤维和木素基纳米碳纤维;纳米材料包括木素纳米颗粒、木素纳米薄膜、木素纳米复合材料和水凝胶包括化学改性木素合成水凝胶、含木素的互穿网络结构水凝胶和交联木素水凝胶[35]等。
3 木质纤维素生物质精炼的挑战与机遇
木质纤维素生物质精炼的发展是必然的,但不可避免要与现行的石油精炼进行竞争。表1为石油精炼和木质纤维素生物质精炼在原材料、转化工艺和产品三要素方面的特点比较。
表1 石油精炼和木质纤维素生物质精炼在原材料、转化工艺和产品三要素方面的比较
Tab.1 Comparison in the materials, transform processes and chemicals between petroleum refinery and biorefinery
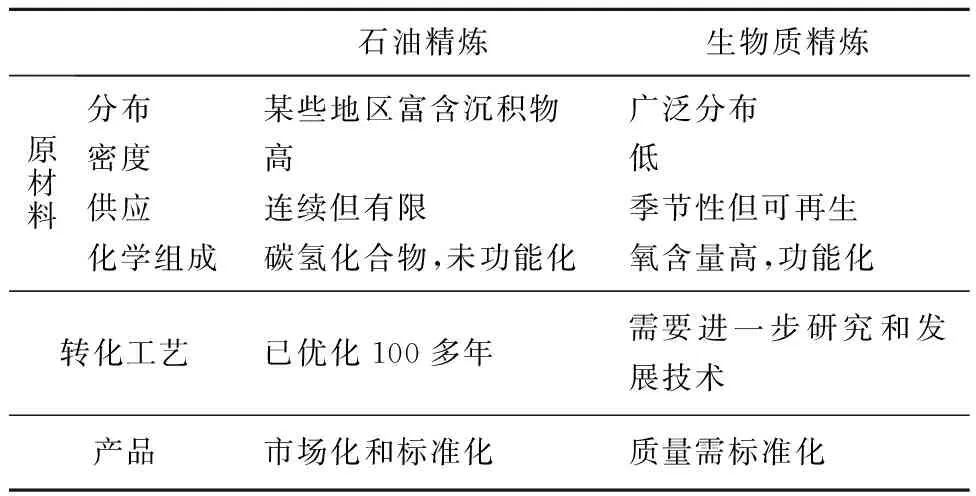
石油精炼生物质精炼原材料分布密度供应化学组成某些地区富含沉积物高连续但有限碳氢化合物,未功能化广泛分布低季节性但可再生氧含量高,功能化转化工艺已优化100多年需要进一步研究和发展技术产品市场化和标准化质量需标准化
3.1 原材料
与化石资源不同,木质纤维素生物质在地理上分布广泛。生物质精炼的经济性很大程度上取决于所供应的木质纤维素原材料的质量和价格。
木质纤维素生物质并非取之不尽。因此,确保生物质精炼对木质纤维素生物质的额外需求不妨碍足量和高质量的食品与饲料的生产相当关键。考虑到用于食品和非食品生产的土地资源的有限性,已广泛接受的建议是通过改善高产的多年生农作物的品种,进一步提高农作物工业加工的价值(例如更多的易降解木质纤维素),提高在气候变化的条件下对病虫害的耐受性,从而增加森林和农业土地生物质的产率和产量。进一步开发潜在的未曾使用的生物质资源,例如各种农业废弃物等。
此外,木质纤维素生物质通常具有较低的密度和较高的含水量(草类高达90%)。因此,导致生物质在原始原料状态下的运输费用远高于石油和天然气。通过将生物质预处理成高密度、对氧稳定且易于运输的原材料,可为生物质精炼提供足量的、高质量的可持续供应量。
研磨是增加生物质密度最常用的方法。草类原料通过切碎、打包,生物质密度可提高10倍。另一个可选择的技术是生物质的颗粒化,可赋予生物质原料更高的密度。总的来说,生物质精炼必须构建通用的、可持续的生物质供应链,及有价格优势的基础设施,以用于原料的生产、收获、贮存和预处理。
3.2 转化工艺
木质纤维素生物质使用的主要障碍在于构建经济上可行的方法,如物理、化学、热化学和生物化学方法等,将生物质分离和精炼后转化为能量、化学品和材料。与100多年来发展起来的成熟的石油精炼技术相比,大多数木质纤维素生物质精炼技术仍需要进一步研究和改进。优先需要研究和发展的技术包括:(1)预处理技术。目前对于生物质组分的分离仍未有有效的方法,需要进一步开发更为复杂和温和的预处理技术。(2)化学催化和生物化学工艺。生物质精炼转化技术需要不同的化学作用才能将生物质转化成高附加值的化学产品。尤其是研发能够在水介质中起作用的新型的催化剂,包括新型的生物催化剂。(3)下游生产工艺。木质纤维素生物质精炼需要发展更为有效的分离技术,生物质的分离技术是迄今生物质转化最为昂贵的工段,占大多数成熟的化学工艺生产费用的60%~80%。
3.3 产 品
目前有许多因素在推动着生物基产品的发展和商业化,包括高油价、消费者对可持续产品的偏好和共同的承诺以及政府对生物经济的指令和支持等。利用木质纤维素生物质生产工业品的主要问题在于生物质的多样性。因此,需要对新型生物燃料、生物材料和生物化学品建立标准和认证,以保证最终消费者所使用产品的质量、性能和含量。
生物基产品应用的主要驱动力之一在于其潜在的环境效益,如二氧化碳排放量的减少及其生物可降解性。因此,任何生产能源和化学产品的生物质精炼都必须进行环境评价,以确保木质纤维素生物质精炼技术具有真正的可持续性和环境与社会优势。
4 结 语
如何从木质纤维素原料中更有效、经济地获取化学品、材料和能源将是科技工作者今后的重要课题。下一步的研究重点包括:(1)木质纤维素资源的经济和可持续供应;(2)生物质组分高效、绿色分离技术的研发,以获得高得率和纯度的纤维素、半纤维素和木素组分,同时尽量降低抑制剂的产生;(3)通过产酶菌株的优化、先进的酶生产技术的选择和反应器的改进,进一步提高糖化效率;(4)高效产乙醇基因重组菌的构建和先进发酵模式的选择,以提高对抑制剂的耐受性并提高发酵效率;(5)高效、绿色、经济的平台化合物的制备技术;(6)通过高效、环境友好的新技术和新工艺制备木质纤维素功能材料以及这些功能材料的实用化;(7)基于新型分子设计和结构设计,或与纳米、生命科学等学科充分交叉设计制备木质纤维素功能材料。
在将木质纤维素生物质转化成产品时,应最大限度地提高产品的价值,减少废物的排放。这种转化过程将最有可能结合了物理、化学、生物和热化学技术,同时必须有效利用绿色化学原理,最大限度降低环境足迹,确保所有产品的可持续性。木质纤维素生物质精炼技术在为人类提供可持续的绿色能源、化学品和材料方面有着更为广阔的应用前景。
[1] MAITY S K. Opportunities, recent trends and challenges of integrated biorefinery: Part Ⅰ[J]. Renewable and Sustainable Energy Reviews, 2015, 43: 1427-1445.
[2] KAMM B, KAMM M, SCHMIDT M, et al. Chemical and biochemical generation off carbohydrates from lignocellulose-feedstock (Lupinusnootkatensis)-quantification of glucose[J]. Chemosphere, 2006, 62: 97-105.
[3] KAMM B, GRUBER P R, KAMM M. Biorefineries-Industrial Processes and Products: Status Quo and Future Directions[M]. Weinheim: Wiley-VCH Verlag GmbH, 2005.
[4] PAN X J, XIE D, KANG K Y, et al. Effect of organosolv ethanol pretreatment variables on physical characteristics of hybrid poplar substrates[J]. Applied Biochemistry and Biotechnology, 2007, 137: 367-377.
[5] HAN Y, CHEN H. Plant cell wall proteins & enzymatic hydrolysis of lignocellulose[J]. Progress in Chemistry, 2007, 19(7): 1154-1158.
[6] JEOH T, ISHIZAWA C I, DAVIS M F, et al. Cellulase digestibility of pretreated biomass is limited by cellulose accessibility[J]. Biotechnology and Bioengineering, 2007, 98: 112-122.
[7] ROMERO I, RUIZ E, CASTRO E, et al. Acid hydrolysis of olive tree biomass[J]. Chemical Engineering Research and Design, 2000, 88(5/6): 633-640.
[8] MIELENZ J R. Ethanol production from biomass: technology and commercialization status[J]. Current Opinion in Microbiology, 2001, 4(3): 324-329.
[9] 崔美,黄仁亮,苏荣欣,等.木质纤维素新型预处理与顽抗特性[J].化工学报,2012,63(3):677-686.
[10] ZHAO H, JONES C L, BAKER G A, et al. Regenerating cellulose from ionic liquids for an accelerated enzymatic hydrolysis[J]. Journal of Biotechnology, 2009, 139(1): 47-54.
[11] LINDMAN B, KARLSTROM G, STIGSSON L. On the mechanism of dissolution of cellulose[J]. Journal of Molecular Liquids, 2010, 156(1): 76-81.
[12] DEBELLEFONTAINE H, FOUSSARD J N. Wet air oxidation for the treatment of industrial wastes. Chemical aspects, reactor design and industrial applications in Europe[J]. Waste Management, 2000, 20(1): 15-25.
[13] LI M F, YANG S, SUN R C. Recent advances in alcohol and organic acid fractionation of lignocellulosic biomass[J]. Bioresource Technology, 2016, 200: 971-980.
[14] JAHAN M S, LEE Z Z, JIN Y C. Organic acid pulping of rice straw. Ⅰ: cooking[J]. Turkish Journal of Agriculture and Forestry, 2006, 30(3): 231-239.
[15] FERRER A, VEGA A, RODRIGUEZ A, et al. Milox fractionation of empty fruit bunches fromElaeisguineensis[J]. Bioresource Technology, 2011, 102: 9755-9762.
[16] ROMANI A, GARROTE G, ALONSO J L, et al. Bioethanol production from hydrothermal pretreatedEucalyptusglobuluswood[J]. Bioresource Technology, 2010, 101: 8706-8712.
[17] JU X, GREGO C, ZHANG X. Specific effects of fiber size and fiber swelling on biomass substrate surface area and enzymatic digestibility[J]. Bioresource Technology, 2013, 144: 232-239.
[18] KLINKE H B, THOMSEN A B, AHRING B K. Inhibition of ethanol-producing yeast and bacteria by degradation products produced during pre-treatment of biomass[J]. Applied Microbiology and Biotechnology, 2004, 66(1): 10-26.
[19] KARUNANITHY C, MUTHUKUMARAPPAN K. Optimization of switchgrass and extruder parameters for enzymatic hydrolysis using response surface methodology[J]. Industrial Crops and Products, 2011, 33(1): 188-199.
[20] ZHENG Y, PAN Z, ZHANG R. Overview of biomass pretreatment for cellulosic ethanol production[J]. International Journal of Agricultural and Biological Engineering, 2009, 2(3): 51-68.
[21] 韩晓芳,郑连爽,杜予民,等.蒸汽爆破棉秆的微生物降解研究[J].中国造纸学报,2003,18(2):27-29.
[23] 郝刘丹,刘一凡,赵孟姣,等.木质纤维素的超临界二氧化碳预处理技术[J].应用科技,2014,41(5):70-75.
[24] CHIARAMONTI D, RIZZO A M, PRUSSI M, et al. 2nd generation lignocellulosic bioethanol: is torrefaction a possible approach to biomass pretreatment?[J]. Biomass Conversion and Biorefinery, 2011, 1(1): 9-15.
[25] 张名佳,苏荣欣,齐崴,等.木质纤维素酶解糖化[J].化学进展,2009,21(5):1070-1074.
[26] 路鹏,江滔,李国学.木质纤维素乙醇发酵研究中的关键点及解决方案[J].农业工程学报,2006,22(9):237-240.
[27] 朱宏阳,周剑,李泳宁,等.木糖醇生产的研究进展[J].海峡药学,2012,24(5):5-8.
[28] TOIVARI M H, MAAHEIMO H, PENTTILA M, et al. Enhancing the flux of D-glucose to the pentose phosphate pathway inSaccharomycescerevisiaefor the production of D-ribose and ribitol[J]. Applied Microbiology and Biotechnology, 2010, 85(3): 731-739.
[29] BOZELL J J. Connecting biomass and petroleum processing with a chemical bridge[J]. Science, 2011, 329(5991): 522-523.
[30] AZADI P, INDERWILDI O R, FARNOOD R, et al. Liquid fuels, hydrogen and chemicals from lignin: a critical review[J]. Renewable and Sustainable Energy Reviews, 2013, 21: 506-523.
[31] AZADI P, CARRASQUILLO-FLORES R, PAGAN-TORRES Y, et al. Catalytic conversion of biomass using solvents derived from lignin[J]. Green Chemistry, 2012, 14: 1573-1576.
[32] 徐继红,赵素梅,李忠,等.微波辐射羧甲基纤维素接2-丙烯酰胺基-2-甲基丙磺酸制备高吸水性树脂[J].石油化工,2012,41(4):443-448.
[33] KLEMM D, SCHUMANN D, KRAMER F, et al. Nanocelluloses as innovative polymers in research and application[J]. Advances in Polymer Science, 2006, 205: 49-96.
[34] 梁书发,李建波.木质素磺酸盐-马来酸-丙烯酰胺三元共聚物的合成及其应用[J].西南石油学院学报,1993,15(2):103-107.
[35] YAMAMOTO H, AMAIKE M, SAITOH H, et al. Gel formation of lignin and biodegradation of the lignin gels by microorganisms[J]. Materials Science and Engineering: C, 1999, 7(2): 143-147.
