ER50-6热轧盘条异常显微组织分析
2018-06-14温国栋王忠伟花凌冬
温国栋,王忠伟,花凌冬
(天津荣程联合钢铁集团有限公司,天津300352)
0 引言
ER50-6(即 GB/T3429中 H11Mn2SiA)系焊接用钢热轧盘条,用于制造气体保护焊丝。气体保护焊丝的主要生产工序包括拉丝、镀铜和精绕等。原料盘条通过机械剥壳+电解酸洗的方式去除氧化铁皮,经表面硼化后再进行粗拉以及精拉。由于拉丝工序无中间热处理过程,所以要求ER50-6热轧盘条必须具有合适的力学性能以及均匀的显微组织,以保证稳定的拉拔生产与良好的焊丝质量。
某公司以转炉→LF→Φ250 mm连铸圆坯→高线工艺流程生产的Φ5.5 mm ER50-6热轧盘条,在进行交货检验时,发现强度偏低,并且存在异常显微组织,无法满足交货要求。
本文针对以上不合格问题进行了分析探讨和工艺优化,有效改善了ER50-6热轧盘条的质量。
1 检验情况
ER50-6热轧盘条力学性能要求屈服强度ReL:350~430 MPa,抗拉强度 Rm:470~550 MPa,断面收缩率Z≥70.0%,显微组织要求为均匀的铁素体+珠光体。
某炉强度偏低盘条的初验和复验数据如表1所示。由表可知,盘条屈服强度尤其偏低,同时对应的抗拉强度和断面收缩率亦存在偏低规律。对应检验拉伸断口附近的显微组织,观察发现,强度偏低盘条显微组织中伴随不均匀的铁素体晶粒,存在混晶。其中,粗晶区铁素体晶粒度为6~7级,正常细晶区为9~10级,分别如图1~图3所示。
仔细观察盘条中心显微组织发现,除珠光体外,还有其他组织的存在,如图4所示。由于光学显微镜无法清晰辨别其形貌,通过扫描电子显微镜观察,该组织为针块状形貌,其周围是珠光体典型的片层状形貌,如图5所示。结合显微硬度检验发现,针块状组织硬度较高,如表2所示。所以,针块状组织应该为马氏体。

表1 力学性能和显微组织检验
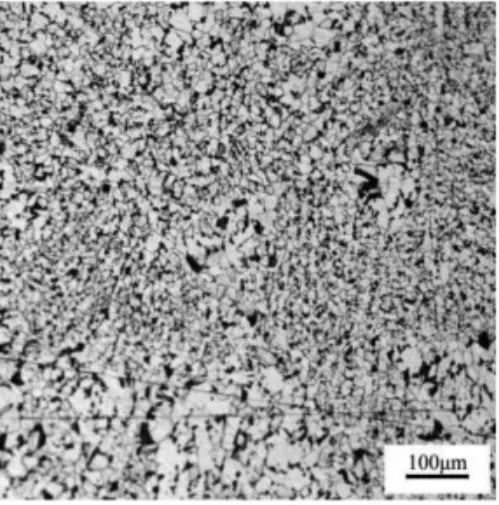
图1 1#显微组织
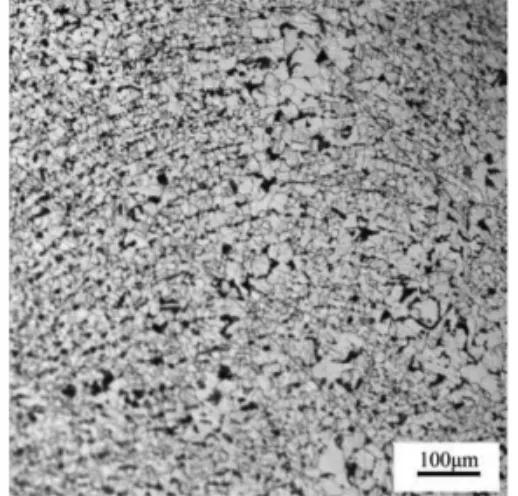
图2 4#显微组织
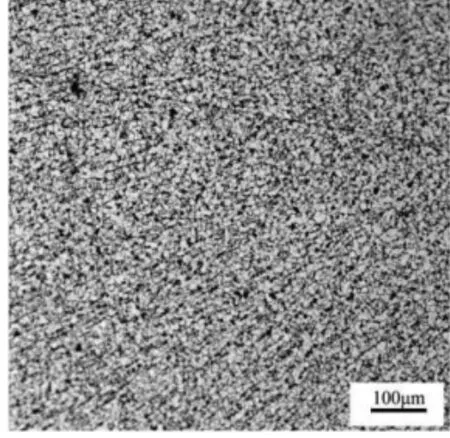
图3 5#显微组织
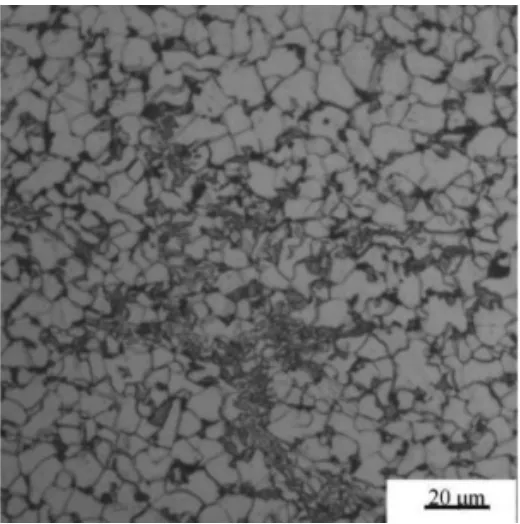
图4 心部显微组织
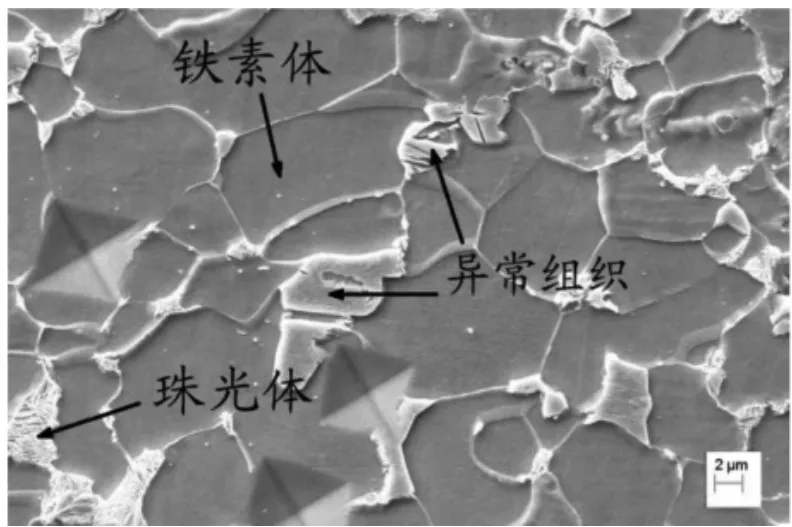
图5 马氏体SEM形貌
另外,宏观金相检验发现,侵蚀后铁素体多的区域颜色浅,珠光体多的区域颜色深,盘条1/4位置存在明显的负偏析白亮带,如图6所示。

表2 显微硬度检验
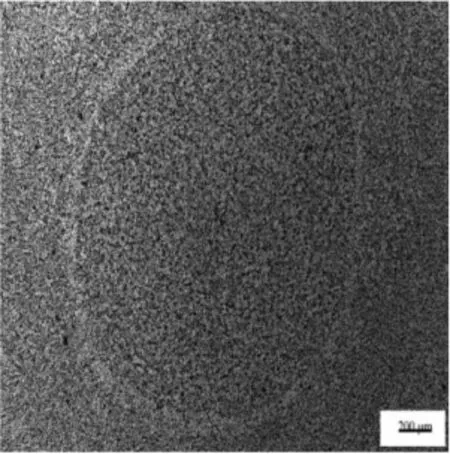
图6 盘条白亮带
2 分析与优化
2.1 吐丝温度和辊道速度优化
在某一炉次化学成分相近的情况下,粗大的铁素体晶粒降低了盘条的整体力学性能。在孔型设计已经稳定的前提下,不存在因为小于临界变形量而导致的局部晶粒异常粗大现象存在,所以混晶是在控轧控冷过程中产生的。低碳钢盘条吐丝温度升高,相变前准备阶段的奥氏体晶粒变粗,相变后盘条强度和塑性降低,并且吐丝温度越高,越易出现混晶。

表3 控轧控冷工艺对比

表4 连铸工艺对比
对于ER50-6,由于锰、硅合金元素的存在,提高了钢的淬透性,并使“CCT”曲线向右下方移动,推迟并延长了转变时间[1]。吐丝温度较高,相变前奥氏体晶粒较粗,更加推迟了相变,导致盘条心部过冷,产生心部马氏体。另外,延迟型控冷工艺线圈密度大,不合理的辊道速度引起的冷却不均匀亦加剧马氏体的产生。
结合以上思路,主要针对吐丝温度和辊道速度进行优化。优化前后的工艺如表3所示。
优化后工艺适当降低了吐丝温度和首段辊道速度,抑制了高温吐丝相变时粗大铁素体晶粒的出现,均匀了铁素体晶粒度;同时,综合考虑盘条心部成分偏析以及冷速,延长了盘条在保温罩内的转变时间,避免了心部马氏体的产生。
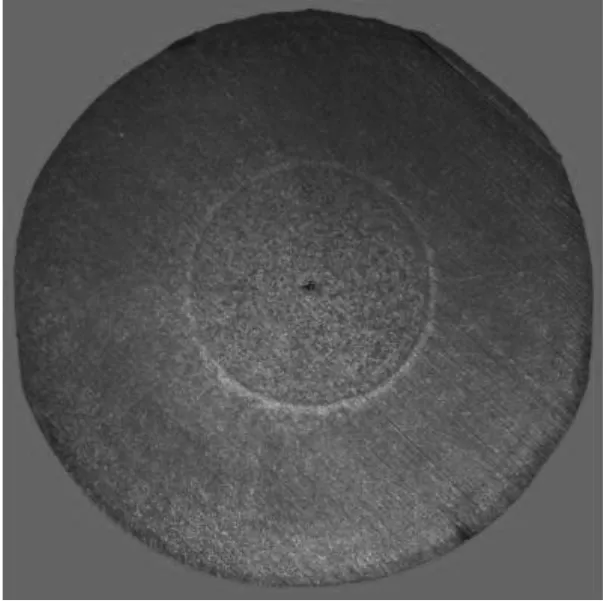
图7 连铸坯白亮带
2.2 末端电磁搅拌方式及电流优化
连铸坯的偏析会直接遗传给热轧盘条,严重影响热轧盘条的组织和性能[2]。ER50-6连铸坯低倍结晶组织中的白亮带亦证明了与盘条宏观金相形貌的对应关系,如图7所示。在正常加热条件下,连铸坯白亮带的负偏析无法实现均匀扩散而消除。
浇注过程中,拉速、过热度等工艺条件的变化将影响连铸坯的液芯尺寸,凝固前沿受末端电磁搅拌连续、过度冲刷后,枝晶间溶质浓度降低,出现C元素的负偏析,产生白亮带。
根据以上分析,除稳定拉速和过热度外,在相同冷却条件下,优化了末端电磁搅拌方式以及末端电磁搅拌电流,如表4所示,消除了连铸坯白亮带。
3 结论
(1)通过降低吐丝温度和首段辊道速度,解决了盘条混晶问题,稳定了力学性能;同时综合避免了心部马氏体异常组织。
(2)恒拉速、低过热度,并且搭配合理的末端电磁搅拌强度,消除了由于连铸坯负偏析遗传导致的盘条白亮带异常组织。
[1] 王礼银,ER50-6 盘条生产工艺研究[J].金属制品,2004,30(2):34.
[2]黄贞益,连铸坯凝固偏析和高强热轧盘条的组织遗传性[J].钢铁研究学报,2007,19(1):44.
