罩式退火炉烧嘴燃烧性能调整及故障处理
2018-06-14袁进超
袁进超
(特诺恩技术(天津)有限公司,天津300110)
0 前言
目前钢铁冶金行业带钢和合金线材的热处理设备很多选用了洛伊公司的全氢罩式退火炉,全氢罩式退火炉以其产品性能优良,生产组织灵活,设备具有互换性,而深得广大用户的喜爱。在所有组成罩式退火炉的设备中,加热罩烧嘴的燃烧性能在整个罩式退火生产过程中起着至关重要的作用,它直接影响罩式退火炉的产品质量,加热罩的工作效率,和生产安全与环境保护。
1 全氢罩式退火炉的组成及生产过程概述
全氢罩式炉主要由炉台、加热罩、冷却罩、内罩、炉台阀站、气体减压站、液压站、氢气引射站、排烟风机、冷却水系统和电气控制系统等设备组成。在正常生产状态下,罩式炉的生产工艺过程从装料到出料是一个顺序执行的过程,该过程共分14步。a.将原料吊装到炉台上,扣上内罩,插上冷却水管;b.给炉台阀站上的氢气切断阀做自动气密性能测试;c.将内罩夹紧;d.对内罩和炉台的冷密封测试;e.用氮气进行内罩预吹扫,置换出内罩里的空气;f.吊装上加热罩,燃气管路气密测试完成后,开始点火g.氮气冲入时间,注入体积,内罩气氛中含氧量,三个条件均满足,预吹扫结束,开始注入氢气置换氮气,加热罩升温,冷却前的热密封测试;h.用加热罩冷却,冷却到设定温度,提示吊走加热罩;i.辐射式冷却,吊装上冷却罩;j.冷却罩风机启动,开始冷却k.300度以下开始喷水冷却,l后吹扫,用氮气置换掉内罩内的氢气;m移开冷却罩,松开夹钳,吊走内罩;n.开始卸料,循环结束。
2 烧嘴的内部结构及组成部件
烧嘴主要由空气管、燃气管、燃烧室、点火杆点火电极、火花塞、测压装置、燃气节流调整装置窥视孔、安装法兰、扩散盘和喷嘴等部件组成。
3 烧嘴的燃烧性能调整
3.1调整烧嘴需要的仪表及工具
便携式烟气分析仪,数显式差压计,便携式转子流量计(由供应商配套提供),棘轮扳手,水泵钳螺丝刀。
3.2 调整前的准备
3.2.1 调试用原料通常采用废料卷。
3.2.2 根据烧嘴铭牌数据或烧嘴生产厂家提供的数据确定烧嘴的额定功率负荷。
3.2.3 根据烧嘴的额定功率计算烧嘴额定功率下燃烧时所需的燃气瞬时流量。
3.2.4 由烧嘴的燃气瞬时流量和查表获得的理论空燃比,根据公式计算出需要的空气瞬时流量。
3.2.5 由烧嘴燃气和空气的瞬时流量,查烧嘴特性曲线表得出烧嘴前燃气和空气的压力。
常用燃气热值和空燃比对照表见表1。
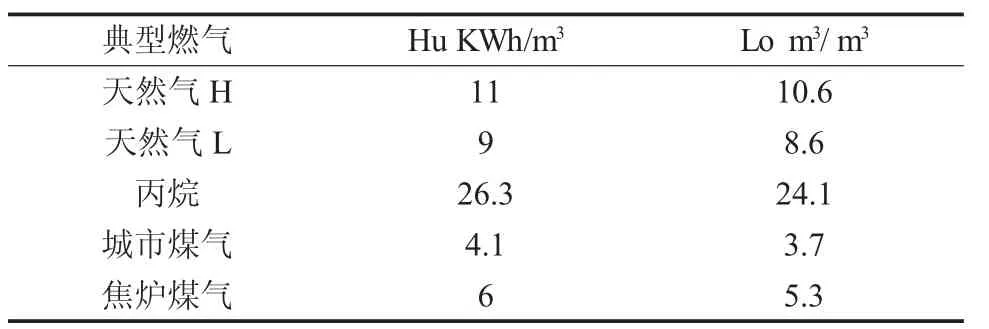
表1 常用燃气热值和空燃比对照表
3.3 烧嘴燃气流量和空气流量的计算公式

式中:
Vgas:燃气流量速率,单位m3/h;
Pg:烧嘴的额定功率,单位KW;
Hu:燃气的高位热值,单位KWh/m3;
Vair:空气流量速率,单位m3/h;
λ:空气燃烧过剩工艺系数(通常不低于1.05);
Lo:最小的空气体积配比。
3.4 烧嘴调整的计算
下面燃烧介质以天然气为例,进行烧嘴调整的计算:
某厂家提供的烧嘴额定功率Pg=150 KW,
Vgas=150 KW/9 KWh/m3=16.67 m3/h。烧嘴一般调整到额定输出功率的90%,避免烧嘴由于燃气压力波动而造成超过额定负荷功率工作而损坏,所以
Vgas=0.9×16.67=15 m3/h
查烧嘴设备供应商提供的烧嘴燃烧性能对照表得出得出流量为15 m3/h时,燃气温度20度左右对应的燃气压力值23 mbar。
Vluft=15×1.05×8.6=135.45
查表:得出流量为135.45 m3/h时,空气温度20度左右时对应的空气压力值3.5 mbar。
3.5 烧嘴特性曲线示意图
烧嘴特性曲线示意图如图1所示。
3.6 调整步骤
3.6.1 在每个烧嘴每次启动前,必须先启动助燃风机和空气电磁阀,对烧嘴燃烧室进行短时吹扫,保证燃烧室内空气充足,避免可燃气体存在而产生爆燃,确保点火安全。

图1 烧嘴特性曲线

图2 烧嘴前节流装置
3.6.2 将便携式转子流量计装在第一个要调试的烧嘴上。通过点火控制器手动点燃烧嘴,调整烧嘴前节流装置(见图2),将燃气压力G控制在23 mbar左右,空气压力L控制在3.5 mbar左右。这时转子流量计的指示值应为15 m3/h左右。如果偏差较大,调整烧嘴前燃气和空气压力,直到流量计的值指示为15 m3/h,且烧嘴稳定燃烧,火焰呈白兰色火焰,火焰反馈信号达到最大值为止。这时记下该烧嘴前的燃气压力G,燃气差压ΔG,空气压力L调完后,把调整装置固定好,拆掉差压计,拧紧测量螺栓。用发泡水检查整个燃气管道不要有漏点。
3.6.3 依次点燃各烧嘴并按照记录的燃气压力G燃气差压ΔG,空气压力L调整各个烧嘴。
3.6.4 将加热罩热负荷需求设定到最大值,开始全速升温。将加热罩烧嘴全部点燃,在大功率的情况下燃烧,观察各烧嘴的设定压力和火焰样式,正常燃烧时都应为白蓝色火焰。用便携式烟气分析仪测量烟气成分,要求O2在2%-5%之间,CO最好为10 ppm以下,NO低于150 ppm。如果烟气成分达不到要求,这主要是由于烧嘴前气体压力和温度的变化对空燃比造成了影响,应反复地调整测量,直到测量烟气成分满足要求为止。
3.6.5 烧嘴调整好以后,模拟一个火焰信号丢失故障。例如摘掉点火电极的插头,那么火焰信号就会丢失。火焰信号丢失后,燃气切断阀应立即关闭,并在烧嘴控制器上报火焰丢失故障。重复操作几次,现象应一样。这样确保在烧嘴故障时能够切断燃气供应,避免产生燃气泄漏危险。
3.6.6 加热罩烧嘴调整好,烟气分析仪上各气体成份显示实例(见表2)。

表2 烟气分析仪上显示的各气体成份
4 烧嘴故障原因分析及处理
4.1 出现故障后检测顺序
烧嘴燃烧正常后,在正常的操作下出现故障,首先检查燃气和空气压力,检查点火情况和离子棒电缆是否牢固。
4.2 点火电极故障
检查点火电极时,如果发现点火电极有问题,可以在不关闭燃气的情况下抽出点火电极更换。检查电极和绝缘件,如果发现裂纹,发黑,放电痕迹应给予更换。电极棒和火花塞依靠管套连接,更换电极前测量这个电极棒的长度,调整好电极长度,换完后长度应和原来长度保持一致。
4.3 烧嘴前燃气或空气压力异常
当发现烧嘴前燃气或空气压力有问题时,先通过查看燃气和空气电磁切断阀上的指示灯来判断燃气和空气电磁阀是否动作。如果指示灯亮了说明电磁阀已经动作,电气控制系统方面没问题,后面重点是查找管路泄漏和阻塞的问题。
4.4 火花塞没产生火花
如果火花塞没产生火花。先检查点火电缆,如果点火电缆和离子棒电缆连接良好。再检查烧嘴接地电缆连接情况,如果接地良好,拔掉火花塞插头,将连接元件和火花塞松开,将电极和陶瓷段上的脏污擦掉,从新测试,这些情况都可能导致点火故障。
4.5 烧嘴故障
如果烧嘴还有故障,查看电极是否在正确的位置,断开燃气供应和电极的连接电缆,松开法兰螺栓,取出内部烧嘴,陶瓷段应和烧嘴头部的扩散盘一起被气流喷吹到。点火电极距离接地体1.5—2毫米距离为好。距离远了点火火花弱,火焰反馈信号也弱。
烧嘴故障原因可能是烧嘴本身或上游设备问题,也可能和整个安装过程相关。如果烧嘴本身没检测到故障,故障可能来自于烧嘴自动化控制单元。那么应阅读烧嘴控制单元的使用说明去进行处理。
5 烧嘴的日常维护
加热罩生产使用6个月以后,目测烧嘴有没有外观损坏。组织一次性能检测,安全检查至少每年一次。切断燃气供应,关上球阀,拆掉电气连接线清洁烧嘴里的污垢。检查烧嘴,烧嘴管和电极,必要时进行更换。更换新的密封垫。每次维护后,检查燃气和空气压力,应和烧嘴的调试报告里记录的一致。在烧嘴控制单元上测量火焰电离信号,检测烟气的成分,检查管路是否有泄漏。
6 结束语
现在一些使用罩式炉的单位由于维护人员缺乏烧嘴的调整和维护的经验,烧嘴调整后的燃烧性能达不到满意的效果,烧嘴出现故障时不能及时处理。本文从烧嘴调整和使用的生产实际出发进行了阐述,对罩式炉的调试和使用人员具有很好的指导意义。
[1]刘蓉,燃气燃烧及燃烧装置[M].北京机械工业出版社.2009.8
[2]殷玉玲,脉冲燃烧技术在利旧罩式炉中的应用[M].大连理工大学2012
[3]韩昭沧,燃料及燃烧[M].北京:冶金工业出版社;1994.5
