某难选高磁黄铁矿型铅锌矿浮选试验*
2018-06-11鱼高学黄建平薛映青戴子林李桂英朱东坡
鱼高学 黄建平 薛映青 戴子林 唐 谦 李桂英 朱东坡
(1.陕西银矿矿业有限公司;2.广东省稀有金属研究所)
我国铅锌资源丰富,多呈贫矿多、富矿少、有用矿物共生关系复杂、嵌布粒度细等特征[1-3]。含碳高硫铅锌矿石组分复杂、性质不稳定,给矿石的开发利用带来困难,该类矿石的选矿难点为:原矿中磁黄铁矿矿物量大,且部分磁黄铁矿还原性极强,严重干扰选矿过程;闪锌矿富含铁,与磁黄铁矿可浮性接近,分离困难;矿石含碳质且含量不稳定,进入铅精矿中,影响铅精矿品位[4-6]。因此,针对某高磁黄铁矿型铅锌矿寻求适合该矿石特性的选矿工艺流程及药剂制度,以实现铅锌矿物的有效分离,提高矿山的经济效益[7-8]。
某高磁黄铁矿型铅锌矿矿石中方铅矿与铁闪锌矿、磁黄铁矿及部分黄铜矿交代共生关系密切,在磨矿过程中铅锌不易单体解离,试验研究了不同捕收剂、磨矿细度、抑制剂种类对铅锌浮选指标的影响,以期为该类矿石的开发利用提供理论依据与技术指导。
1 矿石性质
1.1 原矿主要化学成分分析
原矿主要化学成分分析结果见表1。
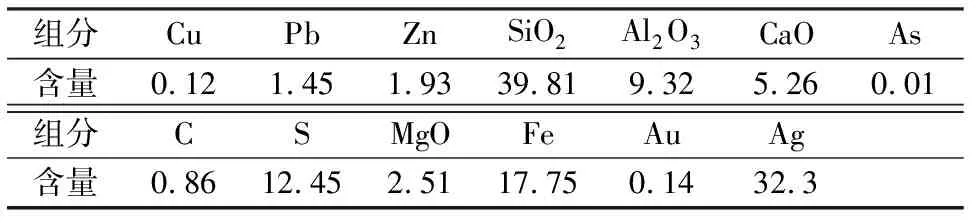
表1 原矿主要化学成分分析结果 %
注:Au、Ag含量单位为g/t。
由表1可知,该矿石的主要有价回收金属为铅、锌,含有一定量的碳质,可能会影响精矿品位。
1.2 原矿主要矿物组成
原矿矿物组分复杂,主要金属矿物为方铅矿、铁闪锌矿、磁黄铁矿、黄铜矿、黄铁矿等,主要非金属矿为方解石、石英、蛇纹石、绿泥石、有机碳等。原矿矿物组成及含量见表2。
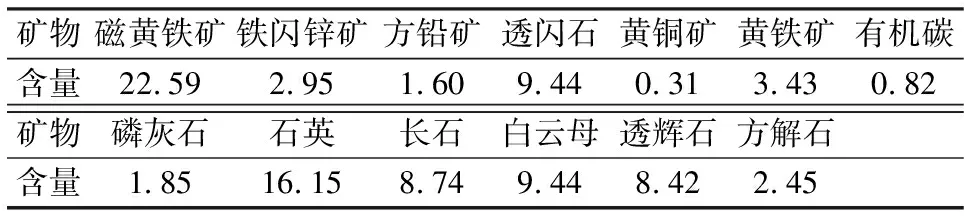
表2 原矿矿物组成及含量 %
经显微镜和MLA矿物自动检测系统查定,该矿石中铅、锌、铜均以单一硫化矿物形式存在,未见铅、锌、铜的次生矿物或氧化矿物;铁的硫化矿物以大量的磁黄铁矿为特征,达到22%左右,其次为黄铁矿,矿物含量在3%以上;其他有用矿物有白钨矿,但其含量极低,无回收价值;有害矿物极少,仅有微量毒砂;脉石矿物较多,主要为石英、长石、白云母、透辉石、透闪石、绿泥石、绿帘石、方解石等。
2 浮选试验与结果
2.1 试验方案的选择
试验主要针对原矿中的铅锌矿物进行选矿试验研究。根据工艺矿物学研究结果表明,方铅矿、铁闪锌矿的嵌布粒度以细粒为主,磁黄铁矿在矿石中的含量较高,方铅矿、铁闪锌矿与磁黄铁矿及脉石的嵌布关系复杂,经显微镜和MLA矿物自动检测系统查定,有用矿物的粒度分布见表3。
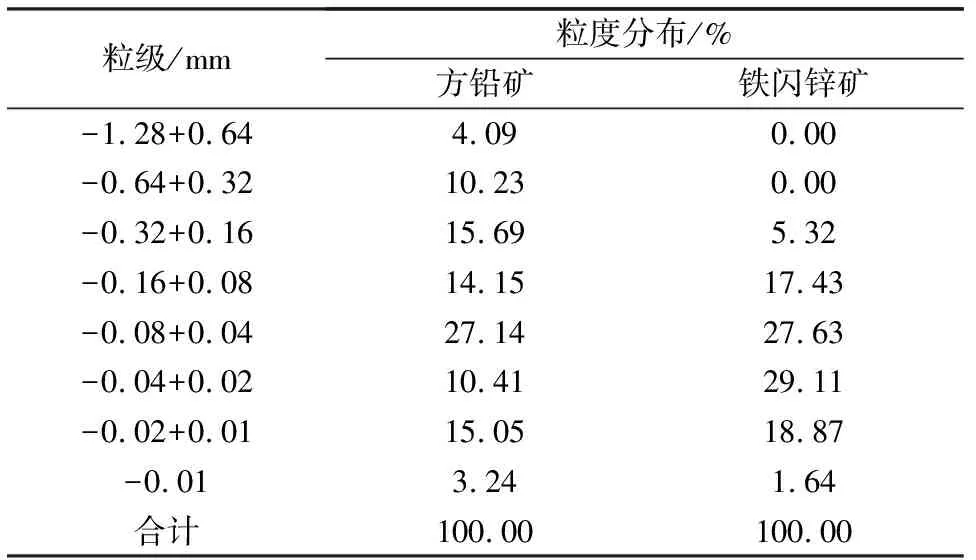
表3 主要矿物嵌布粒度
为获得合格的铅锌精矿,在矿石性质研究的基础上进行了多种选矿方案的探索,综合考虑选矿成本,最终确定采用铅锌依次优先浮选—锌粗精矿再磨精选的浮选工艺流程。
2.2 铅浮选试验
2.2.1 捕收剂种类试验
为了改善铅浮选过程的选择性,研究了不同捕收剂对铅浮选的性能。固定磨矿细度为-0.074 mm 80%,用石灰调节矿浆pH值,硫酸锌+亚硫酸钠为锌抑制剂,分别研究乙基黄药、乙硫氮、25号黑药、Z200、乙硫氮+25号黑药对铅粗选的影响,试验流程见图1,药剂制度及试验结果见表4。
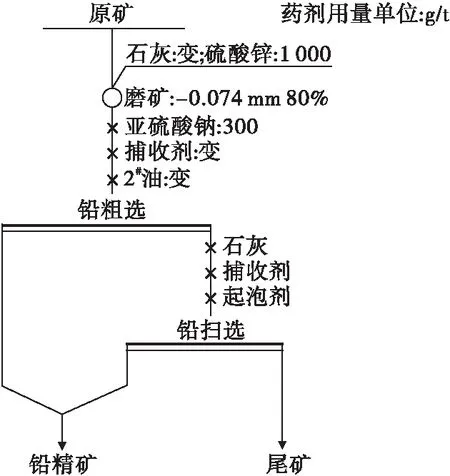
图1 铅粗选捕收剂种类试验流程
注:以上各组试验铅扫选药剂用量均在铅粗选药剂用量上依次减半。
由表4可知,综合考虑铅精矿的品位与回收率,采用乙硫氮作为铅矿物捕收剂的指标较好,后续试验采用乙硫氮作为铅粗选的捕收剂,其铅粗选乙硫氮用量为60 g/t,铅扫选乙硫氮用量为30 g/t。
2.2.2 磨矿细度试验
原矿经细磨后进行粗选,在药剂用量石灰为3 000 g/t、硫酸锌为1 000 g/t、亚硫酸钠为300 g/t、捕收剂乙硫氮为60 g/t、铅扫选药剂用量减半的试验条件下进行磨矿细度试验,试验结果见图2。

图2 磨矿细度对铅粗选的影响
由图2可见,在磨矿细度-0.074 mm粒级含量达80%前,随着磨矿细度的增加,铅粗精矿中铅浮选回收率不断增加;当磨矿细度-0.074 mm含量大于80%后,铅精矿回收率变化不大,但铅精矿品位开始下降。细磨虽然可以提高铅的浮选回收率,但过度细磨会使已单体解离的铅矿物过磨。综合考虑,确定最佳磨矿细度为-0.074 mm 80%。
2.2.3 抑制剂亚硫酸钠用量试验
在铅浮选中,为加强对磁黄铁矿的抑制,提高铅精矿铅品位,采用硫酸锌+亚硫酸钠为组合抑制剂,其固定石灰用量为3 000 g/t、硫酸锌为1 000 g/t、捕收剂乙硫氮为60 g/t,考察亚硫酸钠的用量对铅精矿品位与回收率的影响,试验结果见图3。

图3 亚硫酸钠用量对铅品位与回收率的影响
由图3可见,铅粗选作业随着亚硫酸钠用量的增加,铅精矿铅品位略有提高,但铅回收率变化不大,综合考虑,铅粗选亚硫酸钠用量选择300 g/t。
2.3 锌浮选试验
2.3.1 锌粗选硫酸铜用量试验
锌粗选固定丁基黄药用量为50 g/t、2#油用量为10 g/t,考察硫酸铜用量对锌粗选品位与回收率的影响,试验流程见图4,试验结果见图5。

图4 锌粗选试验流程

图5 硫酸铜用量对锌粗选品位与回收率的影响
由图5可见,随着硫酸铜用量的增加,锌粗精矿锌品位下降,锌回收率提高;当硫酸铜用量大于400 g/t后,锌粗精矿锌品位继续下降,锌回收率趋于稳定;因此,硫酸铜用量确定为400 g/t。
2.3.2 锌粗精矿再磨试验
由于锌粗精矿中锌的单体解离度低,为获得较高的锌精矿品位和回收率,需对锌粗精矿再磨精选,在丁基黄药用量为50 g/t、2#油用量为10 g/t、硫酸铜用量为400 g/t的试验条件下进行锌粗精矿再磨试验,试验结果见图6。
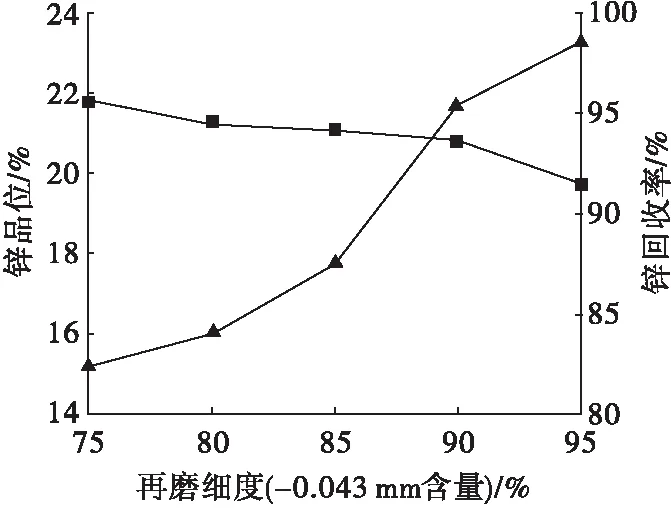
图6 锌粗精矿再磨细度对精选的影响
由图6可见,随着锌精选再磨细度的增加,锌精矿中锌品位提高,锌回收率略有下降。综合考虑磨矿成本,锌精选再磨细度选用-0.043 mm 90%。
2.3.3 锌精选活化试验
由于该矿石中的磁黄铁矿还原性极强,在锌精选作业“掉槽”,经补加丁基黄药捕收剂也难以获得较高的锌精矿品位与回收率,可能是磁黄铁矿还原矿浆中的硫酸铜的缘故。因此,考察了硫酸铜用量对锌精选品位与回收率的影响,锌精选1至精选3补加硫酸铜,用量依次减半,精4空白,锌精选试验固定再磨细度为-0.043 mm 90%,石灰用量为2 000 g/t,精选1硫酸铜用量试验结果见图7。

图7 硫酸铜用量对锌精选回收率与品位的影响
由图7可见,锌精选补加硫酸铜显著提高了锌精矿的回收率,硫酸铜用量大于200 g/t时,锌精矿回收率变化较小;综合考虑选矿成本,锌精选1硫酸铜用量选择200 g/t。
3 全流程闭路试验
在条件试验的基础上,结合试验过程中矿浆pH值的变化,适当增减调整剂的用量,进行了铅锌优先浮选闭路试验。闭路试验流程及药剂制度见图8,试验结果见表5。
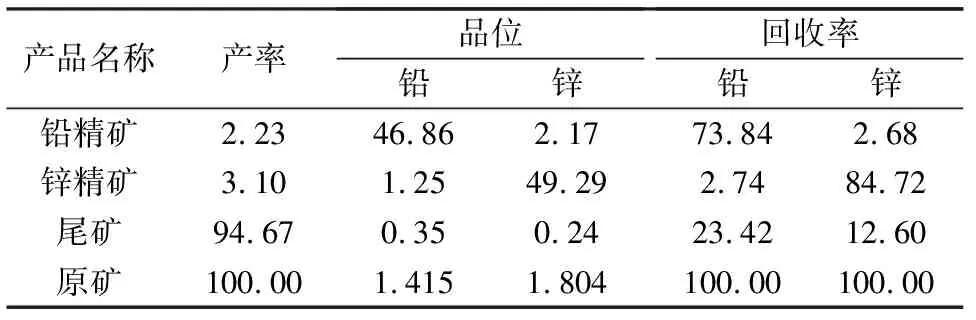
表5 闭路试验结果 %
由表5可知,闭路试验获得了铅精矿铅品位为46.86%,含锌2.17%,铅回收率为73.84%;锌精矿锌品位为49.29%,含铅1.25%,锌回收率为84.72%的浮选指标。

图8 闭路试验流程
4 结 语
(1)某铅锌矿石为含碳高硫铅锌复杂多金属矿,矿石成份复杂、性质不稳定,主要金属矿物为方铅矿、铁闪锌矿、磁黄铁矿,矿物之间共生关系复杂,嵌布粒度极细;原矿中磁黄铁矿含量高,还原性强,在锌精选阶段需补加硫酸铜保证锌浮选回收率。
(2)采用铅锌优先浮选—锌粗精矿再磨的浮选工艺流程,试验室处理原矿铅品位为1.45%,锌品位为1.93%,通过闭路试验获得的铅精矿铅品位为46.86%,含锌2.17%,铅回收率为73.84%;锌精矿锌品位为49.29%,含铅1.25%,锌回收率为84.72%。
参 考 文 献
[1] 李天霞.某难选铅锌矿浮选分离试验研究[J].有色矿冶,2013,29(1):30-33.
[2] 邱廷省,何元卿,余 文,等.硫化铅锌矿浮选分离技术的研究现状及进展[J].金属矿山,2016(3):1-9.
[3] 肖 骏,陈代雄,覃文庆,等.某细粒浸染高硫难选铅锌矿选矿新工艺研究[J].矿冶工程,2014,23(2):5-10.
[4] 周 源,陈江安.铅锌矿选矿技术[M].北京:化学工业出版社,2012.
[5] 纪 军,梅 伟.内蒙古甲生盘含碳高硫铅锌矿浮选分离工艺研究[J].有色金属:选矿部分,2010(5):1-5.
[6] 傅开彬,宁 燕,肖军辉,等.贵州某铅细粒嵌布的高硫铅锌矿浮选工艺[J].中国矿业,2016,25 (5):111-115.
[7] 黄建平,卢毅屏,刘广义,等.某复杂铜铅锌银多金属硫化矿的综合回收试验研究[J].有色金属:选矿部分,2013(4):13-17.
[8] 陈 刚,尧应强,李占虎.福建某铅锌矿铅锌浮选试验[J].金属矿山,2015(11):95-98.
