AWC在八钢1750mm热轧的应用
2018-06-02郭勇任超刘小军
郭勇,任超,刘小军
(新疆八一钢铁股份有限公司)
1 前言
在热轧带钢生产过程中,通常希望轧制后的成品带钢的宽度达到目标宽度,且沿其长度方向上的宽度一致。同时宽度精度高的板带轧件,可以提高成材率,满足后续用户的使用要求。AWC(自动宽度控制)就是为了解决这一问题。
在热轧带钢生产过程中引起成品宽度波动的原因:连铸板坯本身宽度偏差引起的带钢宽度变化、立辊压下量较大时引起的头尾失宽、自然宽度和狗骨宽度、加热炉水印的影响、精轧机架间张力波动引起的宽度变化、卷取机咬入轧件瞬间的冲击张力引起的宽度波动。
宽度控制的重点有二个方面:一是保证带钢宽度达到目标范围;二是保证带钢通长的宽度均匀性。
宽度目标的保证是由常规的宽度控制模型来设定立辊辊缝,并根据轧制力、温度等影响因素进行调整和修正。宽度的均匀性,主要是头尾宽度的保证,就需要对不同情况下头尾的形状进行分析,并根据此进行相应的控制,即短行程控制。通过对短行程控制的优化,对不同的情况下的轧件头尾形状及宽度得到有效控制。
2 轧件宽度头尾形状分析
宽度控制的控制模型示意图如图1所示。
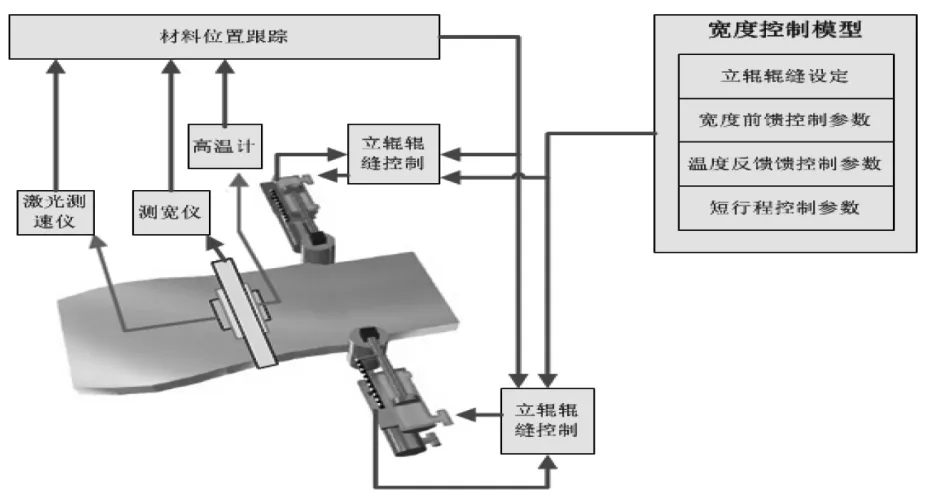
图1 宽度控制模型示意图
对不同情况下的头尾形状进行分析,通过现场试验确认,将不同生产条件下的轧件头尾宽度形状归纳为以下几类:
(1)在仅存在水平辊轧制的情况下,板材的头尾部金属沿宽度方向流动的约束小,与中间部分相比,则宽展量变大,且前后端宽度方向中央部位的材料易沿轧制方向流动,平面形状为头尾增宽的舌形,如图2所示。
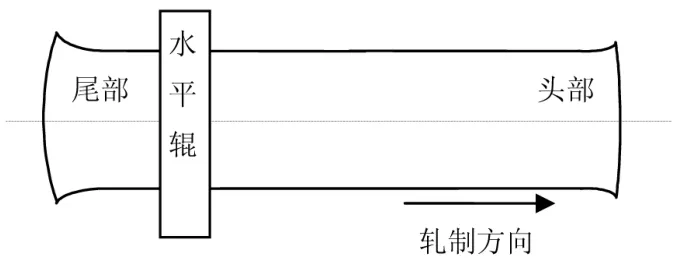
图2 只有水平辊压下时头尾形状图
(2)在立辊轧制的情况下,板材边部两端的材料比中部的材料有很大的前滑和后滑,所以头端都有明显的失宽现象,如图3。
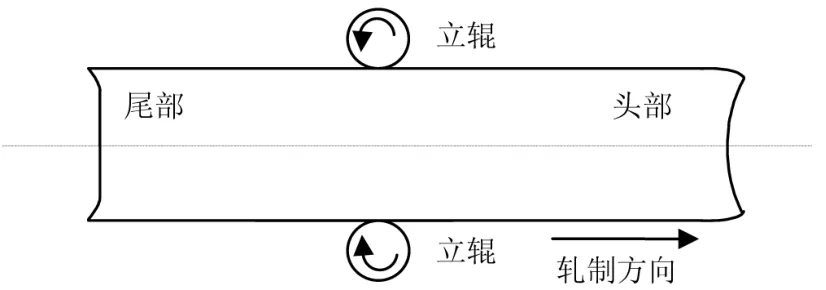
图3 只有立辊压下时头尾形状图
(3)当既有立辊又有水平辊轧制时,头尾的变形十分复杂。一般情况下,当侧压量与垂直压下量的比值相对较小时,则轧件的头尾就形成舌头形如图4所示。这是因为立辊的侧压量相对较小,侧压变形不深入,两侧边缘凸起高度较大,随后水平轧制。此时,由于垂直压下量相对较大,轧件中间主体部分受压延伸就占主导地位,因而头尾部形成舌头形。
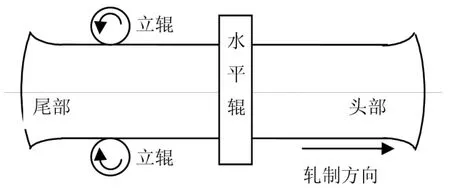
图4 立辊压下/水平辊压下较小时头尾形状图
(4)当侧压量与垂直压下量的比值相对较大时,轧件的头尾形成鱼尾形如图5。这是因为立辊的侧压量相对较大,侧压变形不深入,两侧边缘凸起高度较大,随后水平轧制。此时,由于垂直压下量相对较小,侧压缩量大,凸起部分的变形金属除向侧面宽展外,向前的延伸量也较大。但受板坯中间部分压缩量小,向前延伸量也较小的牵制,这样在板坯的头尾部就形成了鱼尾形。
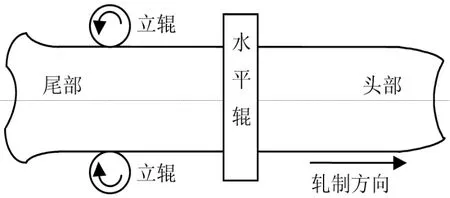
图5 立辊压下/水平辊压下较大时头尾形状图
这样的宽度形状是无法满足用户使用要求的,现场生产中通过优化短行程控制加以解决。
3 短行程控制优化
短行程控制(SSC)是宽度控制的一个重要功能。其控制的基本思想是:为了克服立辊轧变时出现的头尾失宽的现象,需要通过动态改变立辊辊缝,通过减少对轧件头尾部的压下量来对失宽量加以补偿。
对轧件头部而言,立辊的短行程控制是在轧件进入立辊之前,先按照预设定的模型把立辊辊缝开口度减小,当轧件咬入立辊后随着轧入长度的增加,沿设定的短行程曲线逐步增加立辊的开口度,再逐步减小到到正常值。当轧到轧件的尾部时于此相反,立辊开口度有正常值逐步打开到短行程曲线的目标值。立辊短行程控制的效果是补偿头尾失宽,保证最终产品有较高的宽度精度。
短行程控制的原理和方法见图6。
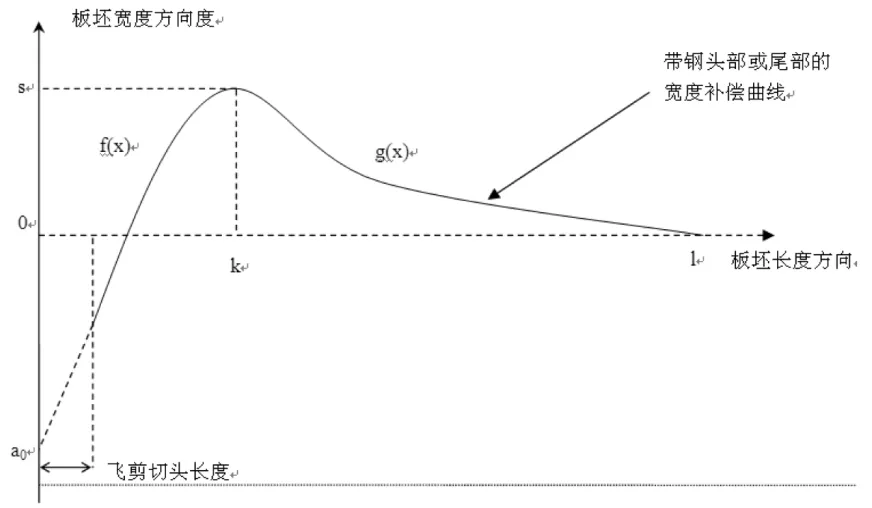
图6 短行程控制原理图
a0:短行程控制弧在x=0位置的控制弧的深度;
l:短行程控制弧的长度;
k:短行程控制弧的最大值的位置;
s:短行程控制弧的在位置时的最大值。
短行程控制过程中短行程控制弧的定义:
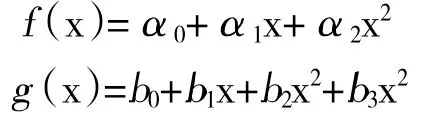
式中:a1——第一段控制弧方程的系数;
b1——第二段控制弧方程的系数。
决定A0,S,K,L这些参数的重要因素:原料坯的宽度、中间坯的宽度、原料坯的化学成分的影响,在设定短行程控制曲线时除了要考虑上述因素外,还需考虑短行程曲线的极限值以及立辊液压缸的最大定位速度等因素。因此,对短行程的控制研究和优化将是一个长期的过程。
以生产现场某一规格带钢的短行程控制应用的使用情况为例进行说明。
轧件情况见表1。工艺参数设定见表2。

表1 轧件参数表
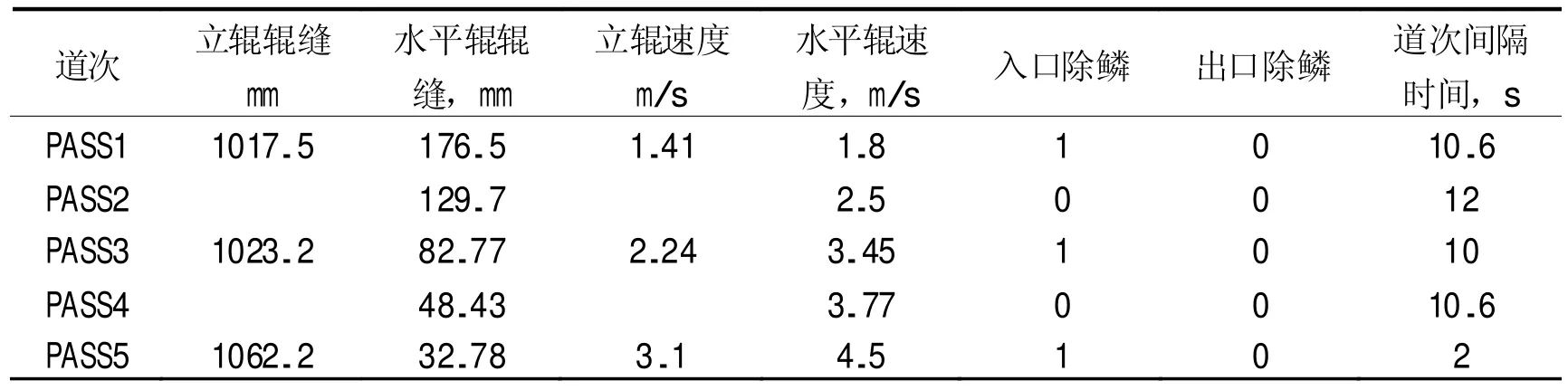
表2 压下规程设定表
现场施加的短行程曲线控制原理图见图6,施加的短行程时,坐标原点按图7设定。
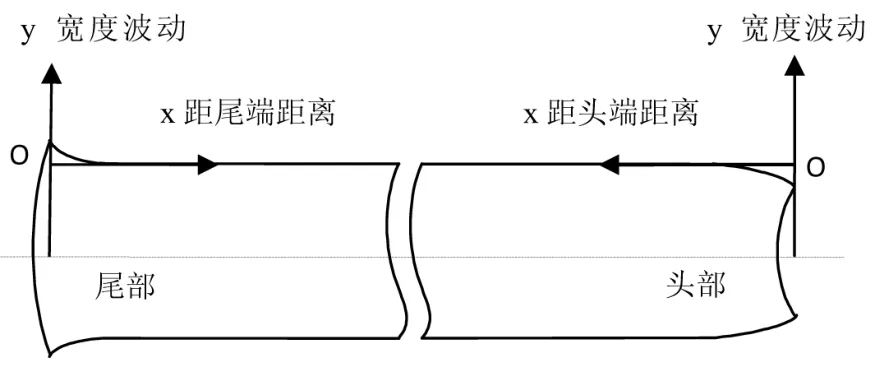
图7 短程曲线曲线坐标系选取
如果对该规格带钢的头尾形状不进行控制,会出现图5所示的蛇头鱼尾的形状。因此为保证头尾形状,对头部进行先打开再收小最后恢复到设定,而尾部进行收小。通过对短行程控制参数的计算和多次试验优化,得到较好的头尾控制曲线图,如图8、图9所示。
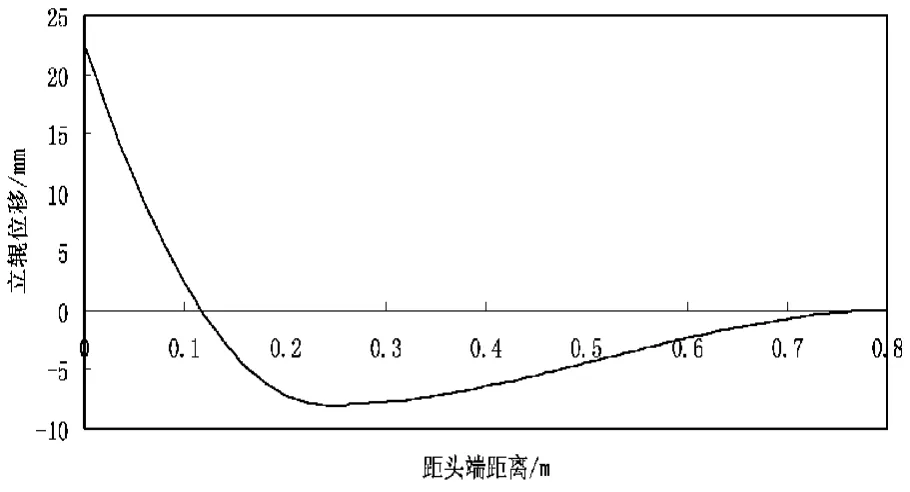
图8 头部短行程曲线图
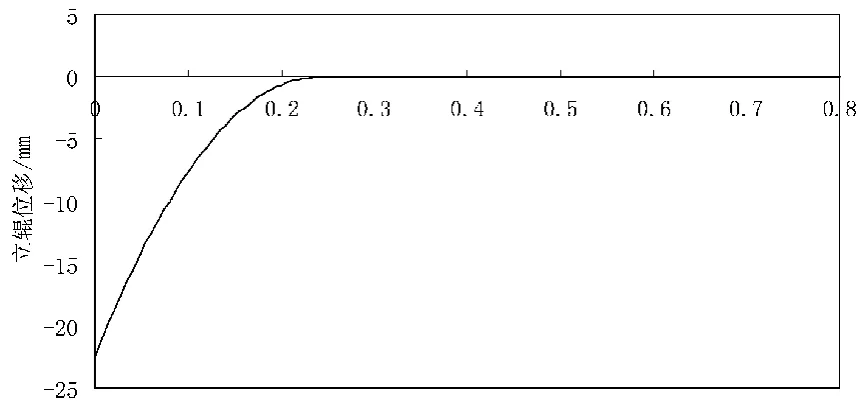
图9 尾部短行程曲线图
通过短行程的控制,头尾形状得到了有效的改善,其未道次的头尾形状如图10所示,头尾的宽度得到了有效的控制。

图10 通过短行程控制的头尾形状示意图
4 结束语
通过对热轧带钢不同情况下的宽度头尾形状异常进行了分析,结合现场实际情况,优化了短行程(SSC)控制参数,解决了中间坯头尾尺寸超差问题,减少了轧件头尾缩颈,产品满足了用户对轧件宽度的要求。
[1] 艾新冰.热连轧带钢宽度自动控制方法研究[D].东北大学,2009.
[2] 周沛,林吉.海热轧带钢轧机自动宽度控制(AWC)系统设计与实现[J].电气传动.2006,36(1).
