PSA制氮机控制系统的设计与优化
2018-06-01孙移
孙 移
(江阴职业技术学院机电系,江苏 江阴 214405)
1 变压吸附(PSA)制氮技术原理
PSA制氮是以空气为原料,采用碳分子筛为吸附剂,运用变压吸附原理,使充满微孔的碳分子筛对气体分子进行有选择的吸附来获得纯度为98.000 0%~99.999 5%的氮气制氮技术。
碳分子筛属于速度分离型吸附剂,其优先吸附氧气,而氮气大部分富集于不吸附相中。碳分子筛具有在加压时对氧气的吸附容量增加,减压时对氧气的吸附量减少的特性。利用这种变压吸附的特性,可以实现氧气和氮气的分离。利用压力的变化,就能有效地从空气中分离出所需要的氮气。通常只要把吸附时的空气压力控制在适宜的压力范围,就能得到较佳的吸附效果[1]。
2 制氮工艺流程描述
变压吸附式制氮机由A、B两塔组成,采用双吸附塔并联交替进行吸附,一塔工作一塔再生,极大提高了产气效率。通过控制阀门动作时间,可以获得一定浓度的氮气。通常变压吸附制氮设备的氮气纯度受到吸附均压时间和产气量的影响,其中产气量与纯度成反比,产气量越大氮气的纯度越低。一般吸附时间为54s、均压时间为4s、氮气流量为7m3/h时效果较好[2-3]。
变压吸附式制氮机制氮基本工艺流程示意图如图1所示。
空气先经空气压缩机压缩到0.8MPa,再由空气储气罐对含有水分和油雾的空气进行初步除水除油,然后通过C级过滤器粗滤空气中的颗粒物和水,接着经冷干机冷却干燥到-5℃,最后依次经过T级和A级过滤器精滤掉微小颗粒物及油、水。除尘后的洁净压缩空气经过左吸进气阀进入A吸附塔,A塔压力升高,压缩空气中的氧分子被碳分子筛吸附,未被吸附的氮气穿过吸附床,经过左吸出气阀和氮气产气阀流向氮气储气罐,这个过程称之为左吸。
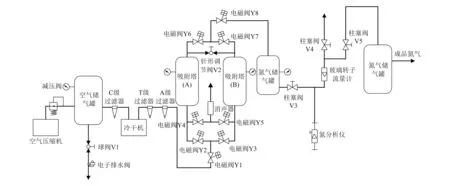
图1 制氮机制氮基本工艺流程示意图
左吸过程结束后,A吸附塔与B吸附塔通过上下均压阀连通,使A、B吸附塔压力达到均衡,这个过程称之为均压。
均压结束后,压缩空气经过右吸进气阀进入B吸附塔,压缩空气中的氧分子被碳分子筛吸附,富集的氮气经过右吸出气阀、氮气产气阀流向氮气储气罐,这个过程称之为右吸。
同时,A吸附塔中碳分子筛吸附的氧气通过左排气阀降压释放回大气当中,此过程称之为解吸。
同理,A吸附塔吸附时,B吸附塔同时也在解吸。为使分子筛中降压释放出的氧气完全排放到大气中,氮气通过一个常开的反吹阀吹扫正在解吸的吸附塔,把塔内的氧气吹出吸附塔。这个过程称之为反吹。它与解析是同时进行的。右吸结束后,进入均压过程,再切换到左吸过程,一直循环进行下去[4]。
3 控制系统组成及设计
3.1 优化设计
目前这种生产工艺的制氮机有一定缺陷,可以进一步优化改进。1)设备初期生产的氮气纯度满足不了生产要求时,需要人工开启排空柱塞阀把不合格的氮气向空气中排空,经一段时间后氮气纯度达到要求后,再由人工关闭排空柱塞阀,打开送气柱塞阀把符合纯度要求的成品气送入氮气储气罐。优化方法是把柱塞阀换成电磁阀;采用数字氮气分析仪检测气体纯度,并由可编程逻辑控制器(PLC)模拟量模块采集数字氮气分析仪的模拟电流值,运算后控制电磁阀实现排空和送气状态自动切换,实现无人值守。2)企业用气量随生产需要存在一定变化,而制氮机工作状态不会随用气量需求而变化,过量的氮气送到储气罐后会因储气罐压力过大排放掉,十分浪费。优化方法是采用气压传感器检测氮气储气罐压力,并修改控制程序使制氮机在储气罐压力高于0.7MPa时停止工作,低于0.4MPa时启动。
为实现制氮机的控制功能,系统按照以下要求设计:
1)能设定吸附、均压时间并存储,而且能实时显示吸附、均压工作状态的时间;
2)能显示制氮机各电磁阀的工作状态;
3)能实时显示氮气的纯度;
4)能自动判断氮气的纯度,当纯度符合要求时自动由排放切换到送气;
5)当氮气储气罐的储气压力高于一定值时,停止氮气生产,当氮气储气罐储气压力低于一定值时,启动氮气生产,从而降低设备能耗。
3.2 PLC选型及输入输出点分配
根据制氮机的结构和控制要求,共需要3个输入点和10个输出点,考虑到西门子200系列PLC的编程软件Micro-WIN中有PID Wizard(PID向导),只需进行简单的设置就能生成PID功能子程序,从而简化了PID算法。故选用西门子S7-200PLC,其CPU型号为224 DC/DC。该CPU集成了14输入/10输出,可以直接驱动直流电磁阀。氮气分析仪输出电流信号为4~20mA,故选用西门子模拟量输入模块EM231,该模块单极性满量程为32 000,完全满足氮气纯度99.999 5%的检测要求[5]。氮气储气罐的实际使用压力小于1MPa,选用神视DP-102型气压传感器。硬件选用具体情况见表1。
表1 制氮机控制系统硬件选型表
PLC与硬件的连接图如图2所示。相应的输入输出分配点见表2。
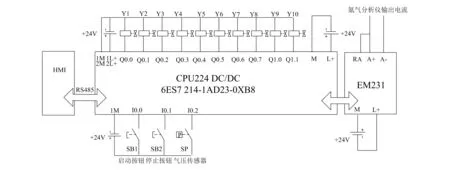
图2 PLC硬件原理图
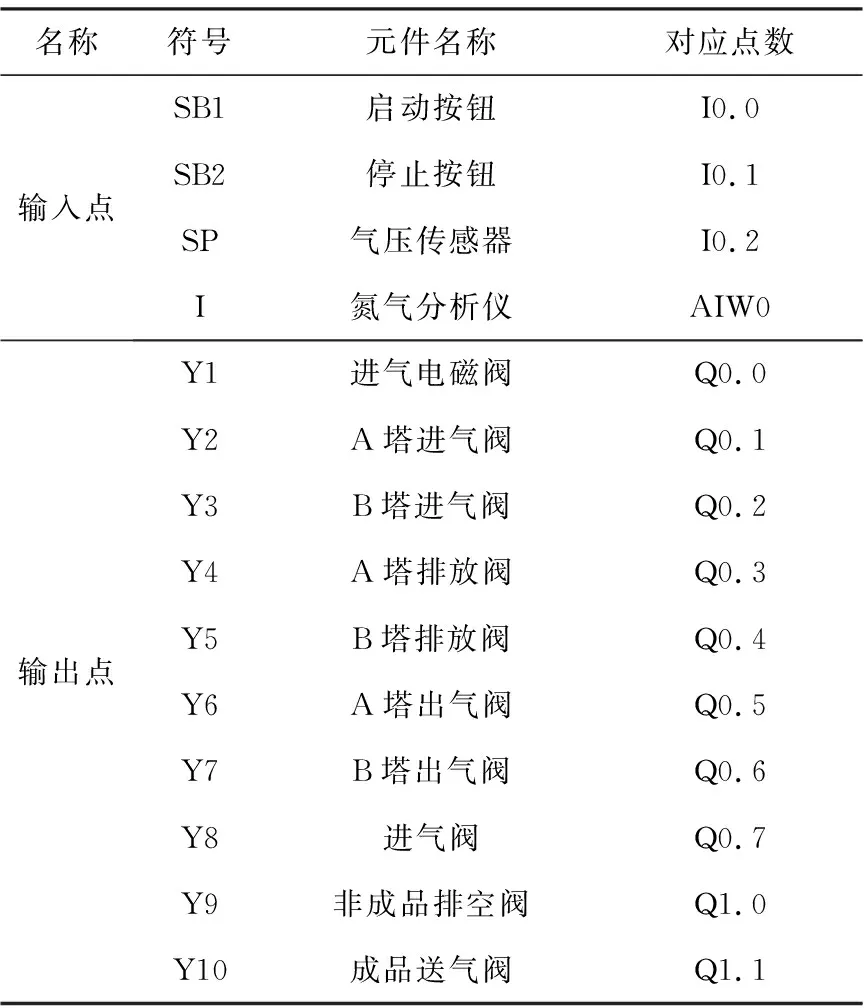
名称符号元件名称对应点数输入点SB1启动按钮I0.0SB2停止按钮I0.1SP气压传感器I0.2I氮气分析仪AIW0输出点Y1进气电磁阀Q0.0Y2A塔进气阀Q0.1Y3B塔进气阀Q0.2Y4A塔排放阀Q0.3Y5B塔排放阀Q0.4Y6A塔出气阀Q0.5Y7B塔出气阀Q0.6Y8进气阀Q0.7Y9非成品排空阀Q1.0Y10成品送气阀Q1.1
3.3 控制系统软件流程
控制系统软件采用模块化设计,分成3个部分:1)初始化程序,用于制氮机通电时程序的初始化自检,主要对氮气纯度影响较大的因素——均压和吸附时间参数进行检测,保证均压时间设置在50~60s内,吸附时间设置在1~4s内。2)制氮机电磁阀的动作控制程序,通过控制Y1~Y8电磁阀的动作时序,依次为A塔吸附时,电磁阀Y1,Y2,Y5,Y6,Y8工作;AB均压时,电磁阀Y2,Y3,Y6,Y7,Y8工作;B塔吸附时,电磁阀Y1,Y3,Y4,Y7,Y8工作;BA均压时,电磁阀Y2,Y3,Y6,Y7,Y8工作,保证A、B吸附塔交替工作。3)氮气纯度数据采集处理程序,用于对氮气分析仪采集的氮气纯度电流值进行PID处理和滤波处理,当氮气检测纯度大于氮气设定纯度时,氮气输出的排空电磁阀Y9关闭,同时送气电磁阀Y10打开。具体软件流程如图3所示。
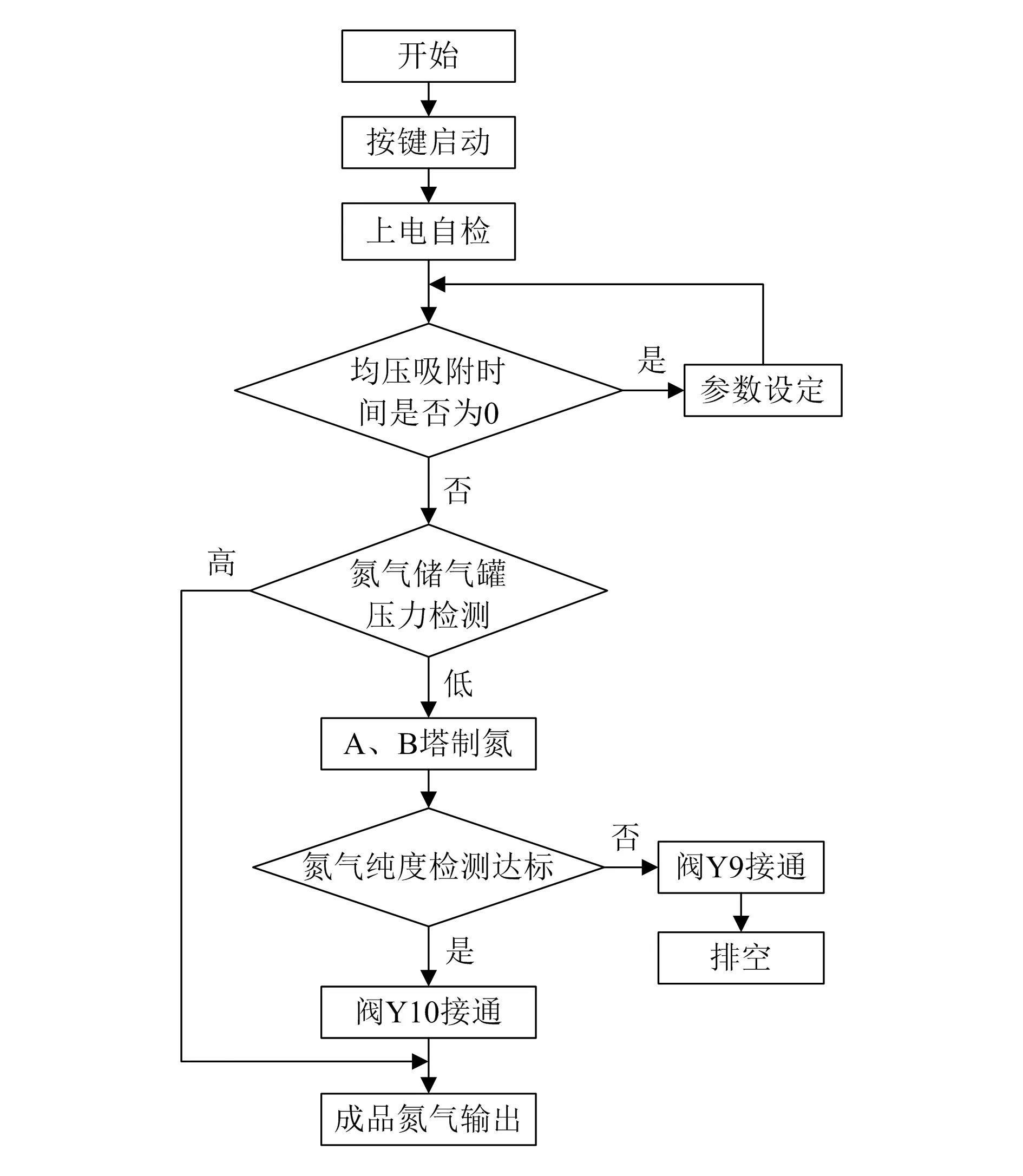
图3 控制软件流程图
3.4 组态程序设计
组态设计时考虑到省略设备手动状态的检修程序,在组态程序中把电磁阀输出量Q点设置为读写量,在选择手动模式检修时,直接通过按下触摸屏上电磁阀符号即可从PLC的Q点输出高电平检测电磁阀动作情况。至于制氮机的吸附均压时间参数设定项,关系到企业用气的纯度,为保证设备的稳定性,在组态程序的参数设定项中设置操作员和管理员两种用户,仅给予管理员修改吸附和均压时间的权限[6]。组态设计图如图4所示。
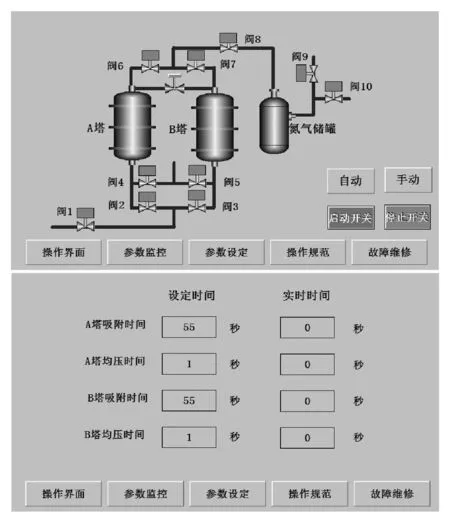
图4 组态程序图
4 结束语
改进后的变压吸附式制氮机经多家企业使用表明,该设备参数设置方便,监控画面简单直观,性能可靠。使用数字式氮气分析仪和气压传感器后,能够实现设备无人值守,节省了人力,降低了能耗,达到了设计要求。
参考文献:
[1] 李更申.S7-200在PSA制氮机上的应用[J].科技风,2011(18):52.
[2] 孙烈刚,吴迪,李天文,等.变压吸附制氮性能主要影响参数的研究[J]. 现代化工,2014,34(9):125-127,129.
[3] 丁杰.吸附时间变更对变压吸附制氮机在生产中的节能影响[J]. 科技创新导报, 2015,12(5):96.
[4] 黄永红,刘星桥,刘元清.PSA制氮机的PLC控制系统设计[J]. 工业控制计算机,2002,15(4):59-61.
[5] 廖常初.PLC编程及应用[M]. 北京:机械工业出版社,2009.
[6] 张文明,华祖银.嵌入式组态控制技术[M]. 2版.北京:中国铁道出版社,2015.
