高压螺栓断裂失效分析
2018-05-31
(中国石油 大连石化公司,辽宁 大连 116011)
某石化公司煤柴油加氢装置的设计压力为10.0 MPa,设计温度为225 ℃,工作压力为6.7 MPa,操作温度为190 ℃,介质为蒸汽。该加氢装置中热高分吹扫蒸汽线阀门大盖法兰上有4个螺栓,螺栓材质均为B7,规格为M16。该阀门在装置正常生产时处于常闭状态,只有在装置停工、系统吹扫时才开启使用。由于承受压力较高,操作条件波动比较大,吹扫时有1个螺栓突然发生断裂[1](图1),大量蒸汽泄漏,给装置的停工处理带来了极大风险。
笔者对断裂失效的高压螺栓进行各项检验,以分析断裂原因和影响因素。

图1 断裂螺栓示图
1 高压断裂螺栓检验
1.1 宏观检查
宏观检查发现断裂螺栓表面附着有黑色产物,质地致密,难以清理。螺栓断裂于螺纹部位,断口平整,存在金属颗粒及扩展条纹[2]。
1.2 化学成分分析
根据GB/T 223—2008《钢铁及合金化学分析方法》[3]对该断裂螺栓送检试样进行化学成分分析,结果见表1。从表1看出,除Mn元素外,螺栓化学成分符合ASTM A 193/ A 193M—2005《高温用不锈钢和合金钢螺栓材料》[4]中材料B7的要求。

表1 断裂螺栓送检试样化学成分(质量分数) %
1.3 显微组织分析
1.3.1非金属夹杂物
取螺栓纵截面为检验面,依据GB/T 10561—2005《钢中非金属夹杂物含量的测定——标准评级图显微检验法》[5]的规定进行非金属夹杂物测定,测得螺栓非金属夹杂物级别为A1.0[5-6]。
1.3.2金相组织
共制作2个金相组织分析试样,1#试样以螺栓横截面为检验面,2#试样以螺栓纵截面为检验面。依据GB/T 13298—2015《金属显微组织检验方法》[7]的规定,将试样机械抛光,并采用体积分数4%的硝酸酒精溶液进行腐蚀。
1#试样的金相组织见图2,可见螺栓边缘存在脱碳,金相组织为铁素体+回火索氏体[8]。螺栓芯部金相组织为回火马氏体。

图2 1#试样金相组织
2#试样腐蚀前后螺纹顶部裂纹金相组织见图3,不同部位金相组织见图4。
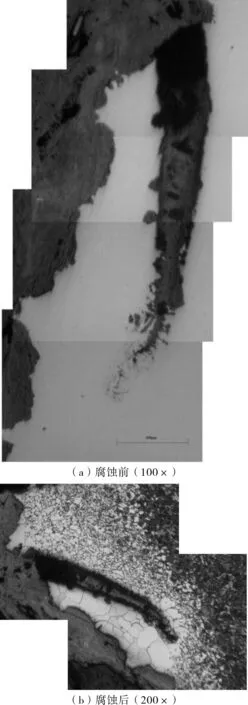
图3 腐蚀前后2#试样螺纹顶部裂纹金相组织
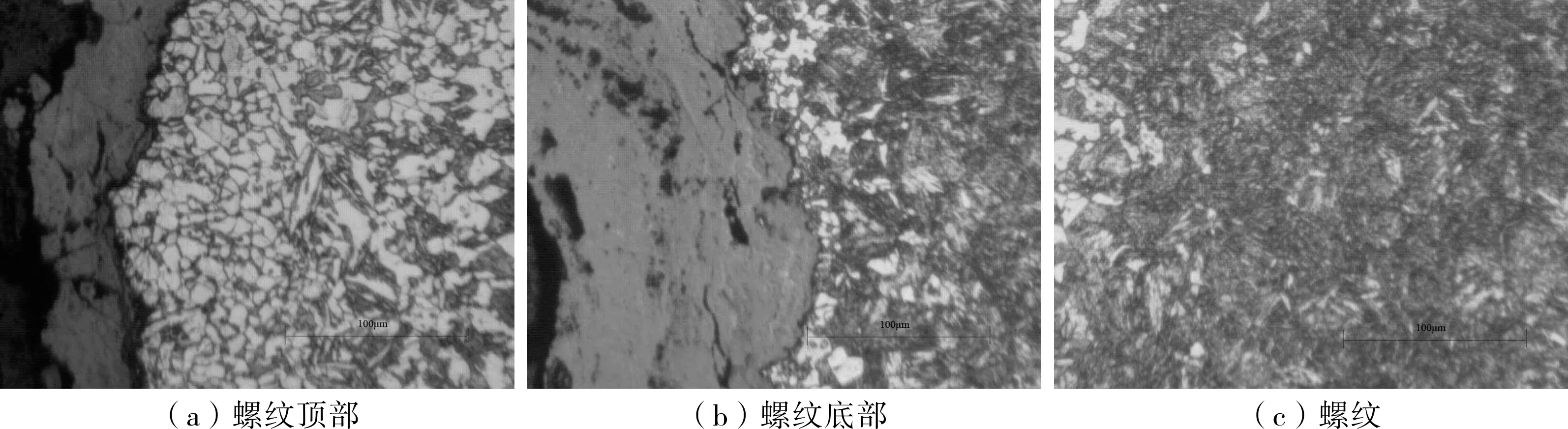
图4 2#试样不同部位金相组织(200×)
从图3和图4可以看出,2#试样螺纹顶部的金相组织为铁素体+回火索氏体,存在着裂纹以及脱碳层,裂纹的长度大约为500 μm,裂纹沿晶扩展,脱碳层厚度大约为453 μm。螺纹底部的金相组织为回火索氏体+铁素体。螺纹面的金相组织为回火索氏体。
1.4 硬度测定
依据GB/T 4340.1—2009《金属材料维氏硬度试验 第1部分:试验方法》[9]的规定,对失效螺栓螺纹、芯部分别取样进行硬度测定,测得螺纹硬度为39.9、35.6、45.1 HRC,芯部硬度为51.4、53.3、54.3 HRC,螺栓硬度值均高于文献[4]中材料B7硬度不大于35 HRC的要求。
1.5 断口形貌分析
将失效螺栓进行超声波清洗,螺栓断面露出金属基体,断口平整,无明显塑性变形,呈脆性断裂特征[10],螺栓启裂于螺纹部位(图5)。
采用扫描电镜对螺栓断口不同区域表面垢物进行微观形貌观察,螺栓A区、B区、C区均呈准解理特征[11],其中B区韧窝较多(图6)。断裂起源于螺纹表面,呈沿晶+韧窝扩展,最终断裂部位为螺栓芯部,呈韧窝特征。

图5 螺栓断口宏观形貌

图6 螺栓断口表面垢物形貌
2 高压螺栓断裂原因
螺栓加工次序不合理和热处理不当是导致螺栓开裂的原因。
一般对螺栓是先进行成型处理,然后再进行热处理。而在热处理过程中,有时会从热处理炉外带进一些氧化气体,另外棒料上的铁锈或者冷拔之后原料表面的残留物在入炉之前未进行有效的清理,加热后也会分解,反应生成一些氧化性气体,导致螺纹表面金属脱碳,形成铁素体[12-14]。而热处理的回火温度偏低,会在螺栓芯部形成回火马氏体组织[15-19],造成螺栓芯部硬度偏高,在承受较大应力时螺栓容易发生断裂。
3 结语
对煤柴油加氢装置中热高分吹扫蒸汽线阀门大盖法兰螺栓在吹扫时发生断裂的原因进行了分析,认为螺栓加工次序不合理和热处理不当是导致螺栓断裂的原因。
建议对高强度紧固螺栓按照上料-清理-加热-淬火-清理-回火-检验的顺序进行加工,在热处理过程中应使用带有保护气氛的连续式热处理生产设备,该类设备密封性能好,可自动控制气氛、温度和工艺参数,能够有效保证热处理质量。此外,对生产好的成品应按批次进行抽查检验,保证螺栓产品出厂质量。
参考文献:
[1] 程靳,赵树山.断裂力学[M].北京:科学出版社,2006:2-3.
CHENG J,ZHAO S S. Fracture mechanics[M].Beijing:Science Press,2006:2-3.
[2] 吕文涛,钱英豪,赵福兴,等.42CrMoE制连杆螺栓断裂失效分析[J].热加工工艺,2015,44(14):238-240,244.
LÜ W T,QIAN Y H,ZHAO F X,et al. Failure analysis on ruptured connecting rod bolt made by 42CrMoE [J]. Hot working technology,2015,44(14):238-240,244.
[3] 钢铁及合金化学分析方法:GB/T 223—2008[S].
Methods for chemical analysis of iron:GB/T 223—2008[S].
[4] 高温用不锈钢和合金钢螺栓材料:ASTM A 193/A 193M—2005[S].
Standard specification for alloy-steel and stainless steel bolting materials for high-temperature service:ASTM A 193/A 193M—2005[S].
[5] 钢中非金属夹杂物含量的测定——标准评级图显微检验法:GB/T 10561—2005[S].
Steel-determination of content of nonmetallic inclusions——micrographic method using standards diagrams:GB/T 10561—2005[S].
[6] 何群雄,孙时秋.GB/T 10561—2005钢中非金属夹杂物含量的测定——标准评级图显微检验法介绍[J].理化检验(物理分册),2007,43(1):43-47.
HE Q X,SUN S Q. Introduction to steel-determination of content of nonmetallic inclusions——micrographic method using standards diagrams GB/T 10561—2005[J]. Physical testing and chemical analysis Part A:physical testing,2007,43(1):43-47.
[7] 金属显微组织检验方法:GB/T 13298—2015[S].
Metal-inspection method of microstructure:GB/T 13298—2015 [S].
[8] 陈洪玉,胡海亭,张鹤.金相显微分析[M].哈尔滨:哈尔滨工业大学出版社,2013.
CHEN H Y,HU H T,ZHANG H. Metallographic mictoscopic analysis[M].Harbin:Harbin Institute of Technology Press,2013.
[9] 金属材料维氏硬度试验 第1部分:试验方法:GB/T 4340.1—2009[S].
Metallic materials-vickers hardness test-Part 1:Test method:GB/T 4340.1—2009[S].
[10] 莫淑华,于久灏,王佳杰.工程材料力学性能[M].北京:北京大学出版社,2013.
MO S H,YU J H,WANG J J. Mechanical properties of engineering materials[M].Beijing:Peking University Press,2013.
[11] 廖乾初,孙福玉,蓝芬兰.准解理断裂的本质[J].金属学报,1979,15(2):259-265.
LIAO Q C,SUN F Y,LAN F L. The essence of quasi cleavage fracture[J].Acta metallurgica sinica,1979,15(2):259-265.
[12] 崔忠圻.金属学与热处理[M].北京:机械工业出版社,1998.
CUI Z Q. Metallography and heat-treatment[M].Beijing:China Machine Press,1998.
[13] 赵海丽,陈琦峰,王继良.35CrMo钢螺栓断裂失效分析[J].金属热处理,2007,32(6):114-115.
ZHAO H L,CHEN Q F,WANG J L. Failure analysis of the fracture bolts made of 35CrMo steel[J]. Heat treatment of metal,2007,32(6):114-115.
[14] 韩克甲,曹颖,赵晓辉.法兰密封螺栓断裂失效分析[J].理化检验-物理分册,2017,53(10):768-770.
HAN K J,CAO Y,ZHAO X H. Failure analysis on fracture of flange sealing bolts[J]. Physical testing and chemical analysis Part A:physical testing,2017,53(10):768-770.
[15] 杨兴林,张俊苗,陈宇光.35CrMnSiA高强度螺栓断裂失效分析[J].江苏科技大学学报(自然科学版),2008,22(5):33-37.
YANG X L,ZHANG J M,CHEN Y G. Fracture analysis of 35CrMnSiA high strength bolt[J].Journal of Jiangsu university of science and technology(natural science edition),2008,22(5):33-37.
[16] 高尚,徐勇,孙国雄,等.高强度螺栓断裂分析[J].理化检验-物理分册,2006,42(6):37-39.
GAO S,XU Y,SUN G X,et al. Fracture analysis of high strength bolt[J]. Physical testing and chemical analysis Part A:physical testing,2006,42(6):37-39.
[17] 王宁,王勇,杨春柱,等.10.9S高强度螺栓热处理工艺研究[J].热处理技术与装备,2011,32(4):13-15.
WANG N,WANG Y,YANG C Z,et al. Research on heat treatment process for 10.9S high strength bolt[J]. Heat treatment technology and equipment,2011,32(4):13-15.
[18] 杨鑫,孙福民,李花霞,等.改型CrMo钢螺栓材料热处理工艺研究[J].汽轮机技术,2017(5):393-396.
YANG X,SUN F M,LI H X,et al. Study on heat treatment process of modified CrMo steel for bolts[J]. Turbine technology,2017(5):393-396.
[19] 孟文华,曾伟传,顾静青,等.10.9级螺栓早期疲劳断裂失效分析[J].理化检验-物理分册,2017,53(5):365-367.
MENG W H,ZENG W C,GU J Q,et al. Failure analysis on early fatigue fracture of a 10.9 grade bolt[J]. Physical testing and chemical analysis Part A:physical testing,2017,53(5):365-367.
