制药废气治理工艺改进设计分析
2018-05-31田之光
田之光
(上海市机电设计研究院有限公司,上海 200040)
1 项目概况
上海市某企业主要从事化工医药原料药及中间体等产品的研究、生产和销售,拟开展制药尾气治理,该尾气主要包含甲醇、丙酮、2,2-二甲氧基丙烷、甲苯、三乙胺、正己烷、异丙醇、氨气、二氯甲烷、乙酸乙酯、吡啶和正庚烷,同时还存在恶臭气体(氨气、三乙胺和吡啶等)、低闪点易燃易爆气体(甲醇、丙酮、乙酸乙酯、正庚烷),以及含氯易挥发有机物二氯甲烷和具有职业伤害(末梢神经炎)的正己烷等。
上海市的大气污染物排放控制需满足《上海市大气污染物综合排放标准》(DB31/933-2015)表1“大气污染物项目排放限值”、表2“厂区内大气污染物监控点浓度限值”和表3“厂界大气污染物监控点浓度限值”;大气污染物中的恶臭气体排放,需要满足《恶臭(异味)污染物排放标准》(DB31/1025-2016)表1“恶臭(异味)污染物排放控制限值”,其中氨、乙酸乙酯需满足表2“恶臭(异味)特征污染物排放控制限值”,臭气浓度需满足表3“周界监控点臭气浓度限制”,氨、乙酸乙酯需满足表4“周界监控点恶臭(异味)特征污染物浓度限制”。制药尾气的水溶性、闪点、沸点和凝固点见表1。
2 原尾气治理方案
该制药企业提出设计风量1万m3/h。喷淋塔除臭预处理废气进入尾气处理系统。废气吸收系统工艺流程如图1。系统采用2吸1脱活性炭再生吸附系统进行吸附,吸附净化后的洁净尾气高空排放,蒸气脱附高浓度尾气再用蓄热燃烧装置处理,达标排放。
3 原尾气治理方案存在的问题
(1)洗涤塔:三乙胺和乙酸乙酯难溶于水,且密度低于水,存在液面挥发,除臭效果欠佳等问题。
(2)活性炭吸附系统:活性炭吸附效率65%~90%,由于二氯甲烷、正己烷、甲苯等难于洗涤去除,入口浓度偏高,导致尾气经一级活性炭吸附后高空排放的尾气很难实现达标排放。

表1 制药尾气组分的水溶性、闪点、沸点和凝固点
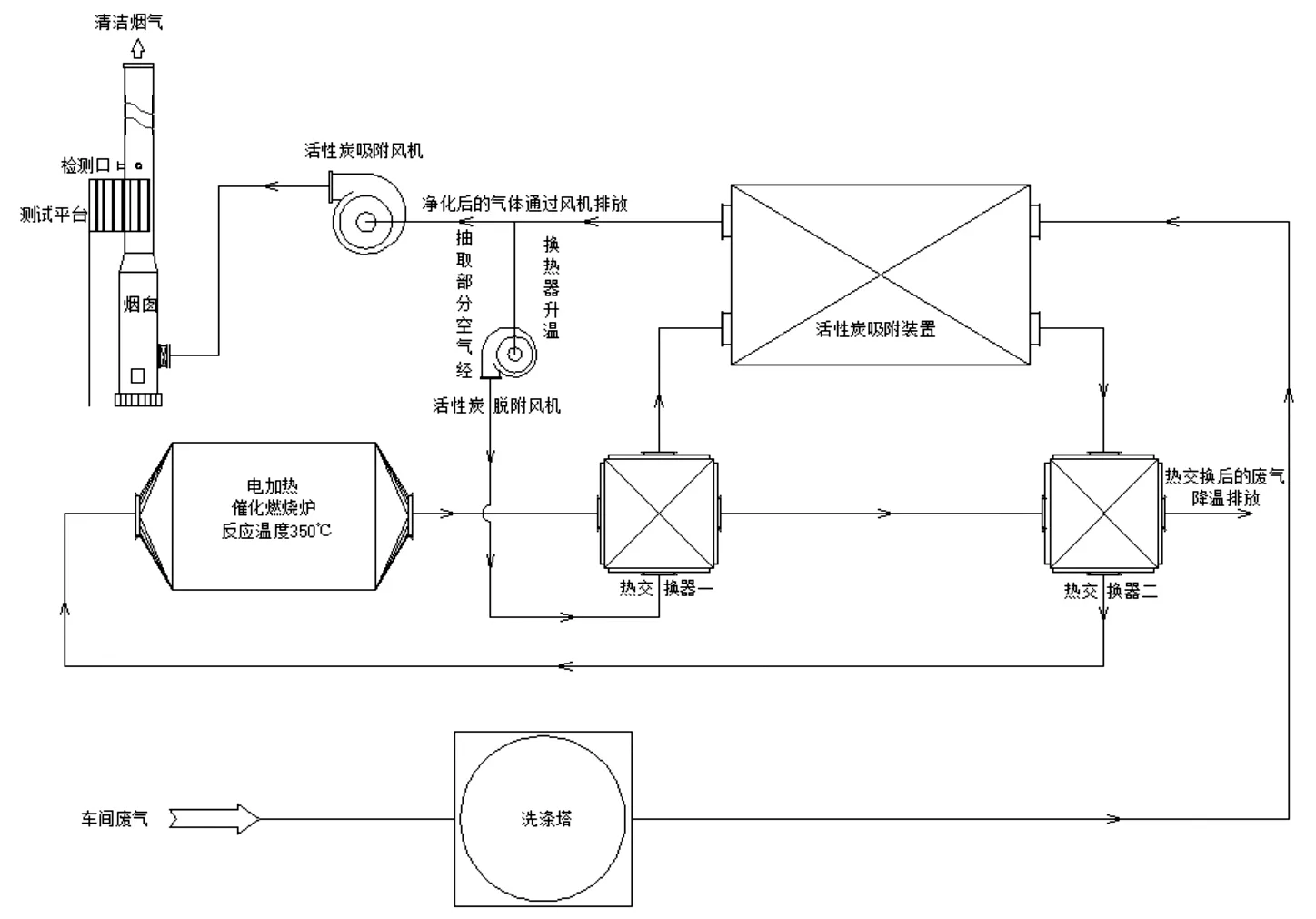
图1 废气吸收系统工艺流程图
(3)RTO蓄热焚烧炉:尾气含有甲苯、二氯甲烷等有机物,将存在如下隐患:1)二氯甲烷焚烧产生的氯化氢和水蒸汽导致RTO和管道腐蚀;2)甲苯和二氯甲烷在焚烧温度850℃时,易产生二英;3)脱附高浓度废气需要补风降低浓度,否则存在RTO炉前管线爆炸的安全隐患。
(4)未考虑溶剂回收,导致产品成本上升,尾气削减量低,循环经济效果很差。
针对企业存在的上述问题,结合现场实际踏勘,提出了有针对性的尾气治理解决方案。
4 新的尾气治理方案
4.1 工艺路线
按照业主提供的工艺参数,废气排放源较强的主要包括反应釜反应放空废气(上料、滴加反应)、保温回流冷凝器放空管放空尾气、微负压浓缩蒸馏冷凝器放空尾气、液环真空泵系统储罐放空尾气、离心机抽风机尾气、真空干燥真空泵排气、污水站废气(UASB废气单独处理,但曝气池、水解酸化池及污泥间的废气收集进入该系统)及储罐区大小呼吸尾气等。
按照化工工艺原理,反应釜反应尾气、液环真空系统放空尾气属低浓度尾气;储罐区大小呼吸废气和污水站水解酸化、曝气池、污泥压滤间尾气属低浓度有机尾气;保温回流和浓缩蒸发尾气属高浓度尾气(500~2000g/m3)。由于采用高挥发性溶剂浸泡和釜内结晶,离心机尾气属高浓度有机废气;真空干燥机真空泵出口尾气亦属高浓度废气。
冷凝工艺出口有机物浓度最低10g/m3,低浓度尾气依靠冷凝处理基本无效。针对企业的尾气理化性质,制定了二级冷凝+酸洗除臭+溶剂吸收+二级活性炭吸附工艺。
4.2 工艺简述
4.2.1 二级冷凝
工艺尾气二级冷凝:1)冷却介质选择:一级采用4℃~8℃浅冷冻冷却,主要目的是防止尾气中的水分凝固堵塞管路,造成安全隐患;2)二级冷凝采用-18℃乙二醇水溶液深冷冻冷却:反应釜蒸馏高浓度尾气浓度500~2000g/m3,但由于存在泄漏补风和离心机抽风,导致浓度较低,按照100g/m3考虑,通过二级冷凝吸收,出口非甲烷总烃浓度10g/m3;3)螺纹缠绕管式换热器选用316L不锈钢,即使存在微量氯化氢也不会造成管路腐蚀。
活性炭脱附二级冷凝:二级冷凝均采用-18℃乙二醇水溶液深冷冻冷却。
真空旋转刮板蒸发器蒸发冷凝:一级-18℃乙二醇水溶液深冷冻冷却。
4.2.2 酸洗除臭
三乙胺、氨气等臭气浓度,通过酸洗塔洗涤去除,满足《恶臭(异味)污染物排放标准》(DB31/1025-2016);同时部分二氯甲烷等易挥发难溶于水的尾气部分冷凝,但由于密度低于水且难溶于水,在接收罐上层容易挥发。酸洗塔VOCs按照50%去除率计算,酸洗塔出口非甲烷总烃浓度5g/m3。
4.2.3 溶剂吸收
非甲烷总烃吸收效率90%,出口浓度≤500mg/m3。
4.2.4 活性炭吸附
活性炭吸附效率随浓度下降,吸附效率亦下降。按照一级80%吸附效率、二级65%吸附效率,则一级出口非甲烷总烃浓度100mg/m3、二级35mg/m3,实现达标排放。热氮气脱附高浓度有机物通过二级串联冷凝系统冷凝回收脱附溶剂,并送溶剂回收车间精馏塔分离回收循环使用,冷凝器不凝气进入溶剂吸收塔重新吸收。
4.2.5 热氮气脱附系统
按照企业提供的环评文件(初稿),企业自建空分装置,使用液氮深冷生产工艺,气化的氮气可以作为活性炭吸附装置脱附剂,将已气化的氮气先与装置排放的热尾气进行热交换,再加热至120℃作为脱附热源使用,可实现热能的有效利用。
4.3 尾气吸收系统VOCs去除技术参数(见表2)
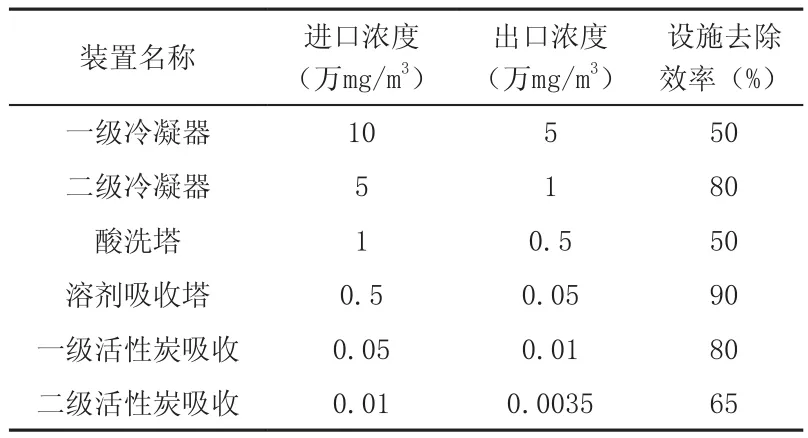
表2 尾气吸收系统VOCs去除技术参数
4.4 尾气吸收系统设备
尾气吸收系统设备参数见表3,螺纹缠绕管式换热器内部结构见图2。

图2 螺纹缠绕管式换热器内部结构
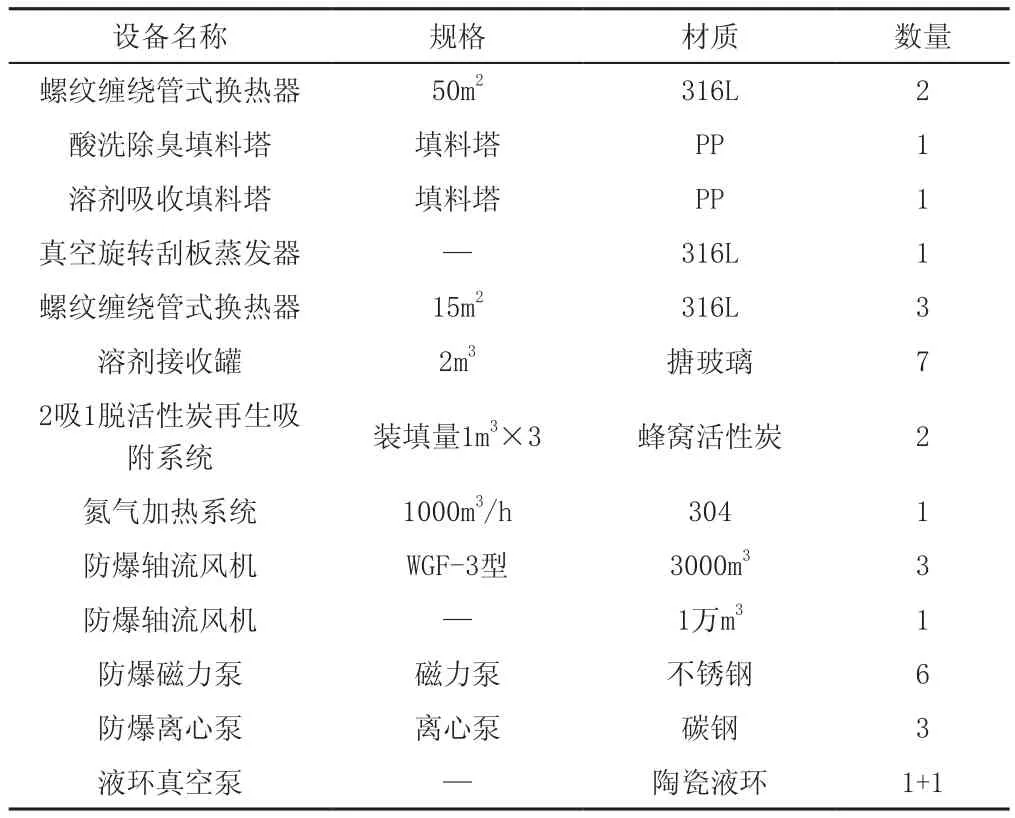
表3 尾气吸收系统设备参数
4.5 新方案工艺流程(见图3)

图3 新尾气治理方案工艺流程
5 新方案技术特点
5.1 原尾气治理方案隐患的解决
(1)洗涤塔原除臭效果欠佳,通过酸碱中和反应,有效去除碱性恶臭浓度组分;实现达标排放。
(2)活性炭吸附之前难达标排放,通过增加溶剂吸收塔降低入口浓度,将一级活性炭吸附改为二级串联活性炭吸附,实现达标排放。
(4)原方案未考虑溶剂回收,采取多级高效螺纹缠绕管式换热器冷冻回收溶剂、溶剂吸收塔真空旋转刮板蒸发器溶剂回收和活性炭脱附深度冷凝等工艺后,有效回收溶剂,最大限度实现了降低有机尾气浓度,实现循环经济和可持续发展。
5.2 新尾气治理方案技术特点
(1)高效螺纹缠绕管式换热器:导热系数达到1.4万W/m2·℃,体积仅仅是列管式的1/10。
(2)酸洗除臭:未冷凝的臭气组分,通过酸碱中和反应实现有效去除。
(3)乙二醇溶剂吸收:吸收饱和二氯甲烷乙二醇溶液,通过真空旋转刮板蒸发器,低沸点二氯甲烷溶剂蒸发+高效螺纹缠绕管式换热器回收溶剂;高沸点乙二醇吸收液冷却后循环使用。
(4)真空旋转刮板蒸发器系统(见图4)技术特点:1)高传热系数,高蒸发强度;2)低温蒸发,适用于热敏化学品;3)流程时间短。
(5)二级串联活性炭吸附系统。采用蜂窝活性炭(见图5)吸附床,具有过滤风速低、风阻小、比表面积大、吸附率高、易脱附等优势,尤其适用于各种大风量、低浓度废气净化处理。蜂窝活性炭比表面积:900m2/g;规格:100×100×100(mm)(比重≯500kg/m3)。

图4 真空旋转刮板蒸发器系统
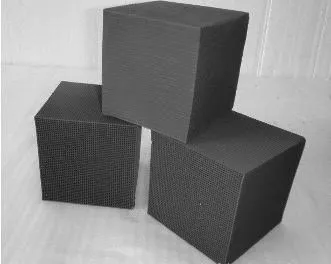
图5 蜂窝活性炭
