洪江水电厂反推力瓦更换工艺改进
2018-05-25盛大鹏
盛大鹏
(湖南五凌电力工程有限公司,湖南 长沙410004)
1 概述
洪江水电厂装机容量为6×45 MW,系目前国内运行水头最高的灯泡贯流式水轮发电机组,2013年2号机组A级检修对推力瓦进行检查时发现反推力瓦磨损情况较为严重,每块推力瓦都有不同程度的磨损,其中除2号、3号出油边、4号进出油边侧面无轴瓦磨损残渣,其余每块轴瓦侧面都有磨损残渣,甚至5号反推力瓦面巴氏合金整块脱落,尺寸达60㎜×25㎜×3 ㎜,该情况严重影响机组启动和停止时油膜的形成,很容易造成轴瓦烧毁,各瓦面的残渣易刮伤镜板严重威胁机组安全运行,必须对其进行处理。
2 结构及检修难点
2.1 反推力瓦结构
反推力瓦结构简图如图1所示。
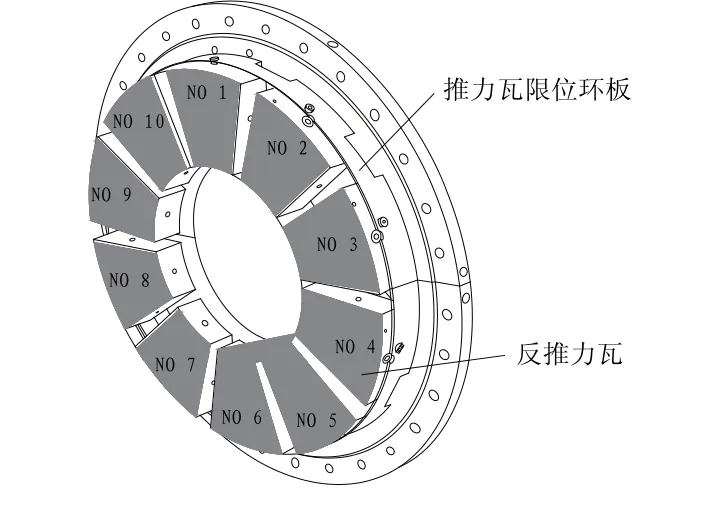
图1 反推力瓦结构
如图1所示,反推力瓦共有10块,均匀分布在大轴周围,并用一种特殊螺栓连接在推力瓦限位环板上,限位环板焊接在托架上。
2.2 检修难点
拆卸大轴保护罩、组合轴承及油槽后,发现的主要难点为反推力瓦限位环板与镜板距离过小,仅70 ㎜左右,而反推力瓦厚度最薄端及最厚端分别为137㎜和140㎜,虽然高压油泵运行之后,大轴向下游移动35㎜,但相比反推力瓦限位环板及镜板距离仍然太小,不能在拆卸5号反推力瓦之后直接取出。若按原始检修工艺就必须拆除灯泡头发电机定、转子之后才能取出反推力瓦,但拆除发电机定、转子太耗费人力和物力,且拆除及安装发电机定、转子会增加2个月左右的工期。严重影响本台机组检修进度及后续检修工作。
2.3 反推力瓦损坏原因
5号反推力瓦本身质量原因,加上大轴的不间断运行,且机组本身有较大的震动从而使轴瓦表面巴氏合金产生脱落。
3 处理思路
鉴于上述现状及检修难点,决定不拆除发电机定、转子,而直接解体推力轴承和正、反推力油槽,然后在做好保护措施的情况下通过气割将5号反推力瓦段外圆推力瓦限位环板割除,然后拆除5号反推力瓦。在测量、加工、校核完新瓦后,直接装复新瓦,并用电焊焊接好反推力瓦限位环板,在加工新瓦的同时可以对其它9块反推力瓦上残渣进行清理,并将卫生打扫干净。将反推力瓦托架焊接完毕后,就可进行所有反推力瓦平面调整。
4 施工工艺过程
4.1 推力轴承、油槽拆除
(1)关闭发电机组合轴承供油阀,开启组合轴承排油阀将组合轴承内部的透平油排空;
(2)拆除组合轴承供、排油管及上部和侧面的楼梯及平台,并将各拆除的爬梯、踏板等进行编号;
(3)拆除组合轴承正、反推力瓦的测温电阻及接地线,并将测温电阻接线接头包好及做好标记;
(4)按顺序在主轴保护罩上做好标记,然后按由下游侧至上游侧的拆除顺序分别拆除主轴保护罩,并将分散的保护罩放于管型座两侧的固定导叶内孔中;
(5)在组合轴承下游侧密封上作好标记后,测量油气密封(迷宫密封)与主轴的间隙并详细记录,然后松开梳齿密封与推力轴承的连接螺栓,将其分瓣后放于固定导叶内部;
(6)在推力轴承及油槽顶部的内管型座肋板上焊接8个吊耳,每个耳至少能承受不少于8 t的重量,然后用4个3 t手拉葫芦将推力轴承吊起,拉紧手拉葫芦使其受力后松开推力轴承与油槽的连接螺栓,并将其往下游侧移动到不防碍油槽拆除及处理为止,将推力轴承放于主轴上,下部用枕木将推力轴承底部垫牢,用白布将正推力瓦保护好,做好防碰、防倒措施;
(7)在油槽顶部的吊耳上挂4个手拉葫芦,拉紧手拉葫芦使其受力后松开油槽与反推力轴承的连接螺栓,螺栓完全松开后用手拉葫芦将其转移至镜板的下游以在施工过程中不会对镜板造成碰撞为止,用白布将镜板及反推力瓦包好并做好防止碰撞的措施,将油槽分瓣,下部用枕木垫牢固定在轨道上,上部正放于主轴上,做好防止倾倒的措施。
注:主轴已向下游移动35 mm,根据工作需要现场调整向下游位移量,反推力瓦面的磨损情况已检查,在风洞内做好防止大轴自行移动的措施。
4.2 5号反推瓦拆卸
(1)灯泡体下竖井入口处搭设工作平台,并进行封闭;
(2)用石棉布做好镜板及1~10号反推瓦的保护措施,镜板表面、反推瓦用橡胶板及石棉布进行全面封闭;用防火布将反推瓦段主轴包裹严实,防止气割及电焊飞溅物进入发电机导轴瓦中,并在工作中设专人监护;
(3)用专用木楔将5号反推力瓦与镜板间楔紧,防止反推瓦轴向松动;
(4)在灯泡体内做好防火措施,并准备足够的灭火器;
(5)用4个手拉葫芦将油槽下半部向下游侧移动,至5号反推力瓦拆卸空间足够即可;
(6)在5号反推力瓦两侧安装2个M24吊环,并在吊环上分别挂2个2 t单链手拉葫芦,起升葫芦使其受力后,拆除5号反推力瓦外圆与限位环板的固定螺栓;
(7)用气割将5号反推瓦段外圆推力瓦限位环板割除;
(8)在5号反推力瓦正下方架设一个16 t千斤顶,起升使千斤顶受力后,拆卸瓦面与镜板间的楔子板,用专用工具将5号反推瓦向下游侧缓慢移动直至托盘与反推瓦座完全脱开,同步下降手拉葫芦及千斤顶,将5号反推瓦降至内管型座上,吊出灯泡体。
4.3 新5号反推瓦安装
(1)用千分尺测量旧反推瓦厚度,测点不少于8个点,然后测量新反推力瓦厚度,根据旧瓦厚度确定新瓦加工量,要求新反推力瓦应比旧反推瓦厚度小0.01~0.02㎜,如果新瓦厚度超标,则用磨床进行研磨处理,随时用千分尺测量,确保加工精度满足设计要求;
(2)将新瓦做好保护后吊入灯泡体,安装托盘,托盘与瓦固定螺栓应涂乐汰243螺纹锁固胶,将新瓦吊至安装工位,两侧分别安装1个M24吊环,并挂在拆卸时的手拉葫芦吊钩上,下部用千斤顶支撑好,将瓦清扫干净后同步起升葫芦及千斤顶,当托盘与瓦座基孔对正后,利用专用工具将反推瓦向上游移动,直至托盘安装到位后,用专用楔子在镜板与瓦面间将瓦楔紧,防止新瓦坠落;
(3)拆卸5号反推瓦下部千斤顶,将其外圆环板对正后用氩弧焊进行点焊和焊接,焊接后的环板高度等尺寸应符合图纸要求。
4.4 反推力瓦磨损残渣清理
(1)用刮刀将反推力瓦进出油边侧面磨损残渣进行清理干净;
(2)清除刮削后的残渣后,使用∠15 mm角钢内外包裹羊毛毡对进出油边进行研磨处理;
(3)研磨后用压缩空气进行吹扫,在使用压缩气体前需将空压机储气罐内水分排干,然后用500 mm钢板尺缠上白布蘸上酒精对反推力瓦清洗干净,测量每块瓦巴氏合金的厚度进行分析比较。
4.5 镜板表面处理
(1)对镜板表面用500 mm钢板尺缠上绸布蘸上酒精清洗干净,并涂抹透平油进行保护;
(2)用框式水平仪测量主轴水平度,具体测量部位考虑在大轴保护罩内的主轴上,以便于以后检修过程中进行比较分析。
4.6 主轴复位
(1)在风洞内管型座与转子磁轭之间±X方向架设2台32 t螺旋千斤顶,千斤顶需做好防坠落措施;
(2)在靠近组合轴承、水导轴承处的主轴上架设1块百分表以便检测主轴的上抬量,联系运行人员将高压油泵投入,(现场做好接油的措施,考虑高压油从反推力支座处流出,回收的透平油引致轴承油箱);运行人员需一直在现场操作至此项工作完成;
(3)在反推力瓦与镜板处架设1块百分表,两人同时操作32 t千斤顶将主轴往上游方向移动;
(4)监视百分表指针不动后,停止操作千斤顶,停高压油泵,用塞尺检查确认镜板与反推力瓦完全靠紧。
4.7 油槽安装
(1)检查反推力轴承法兰,并将法兰及轴承内部清洗干净,在反推力轴承法兰上安装Ф8.5 mm优质耐油橡胶密封条,用二硫化钼润滑脂将其固定在密封槽内,并在密封条的内外侧涂优质平面密封胶,密封条接口应切成约45°斜口,方向与法兰连接方向相对应,接口位置放在法兰最顶部;
(2)吊起油槽并将内部清扫干净,用手拉葫芦将油槽往上游移动直至安装位置,按标记对好位置后安装螺栓,用螺栓将法兰完全拉紧,最后用专用扳手将油槽与反推力轴承的连接螺栓拧紧,扭力符合设计说明书要求。
4.8 推力轴承安装
(1)将油槽下游侧法兰清扫干净,选Ф8.5 mm耐油橡胶密封条并将密封条按要求安装固定在法兰密封槽内;
(2)清洗干净推力轴承,将其水平吊起并往上游移动至安装位置后对好标记,用螺栓将其与油槽法兰把合,然后用专用螺栓紧固工具将螺栓全部拧紧,扭力应符合设计要求。
4.9 下游侧油气密封安装
(1)根据油气密封“r”型橡胶密封与主轴的间隙及橡胶密封磨损情况,更换新的橡胶密封进行安装,测量密封与迷宫面的尺寸确保其使密封间隙符合设计要求,并用495瞬干胶将密封固定在主轴上;
(2)根据测量所得的迷宫密封与主轴的间隙值,确定是否对迷宫密封组合法兰面进行修磨处理,如间隙过大则修磨组合法兰减小梳齿密封与主轴间隙,达到良好的密封效果,同时将迷宫密封排油孔的直径由原来的Ф4.0 mm扩成Ф7.0 mm,分瓣组合后,按标记进行安装,检查密封与主轴间隙,符合要求后拧紧所有连接螺栓,最后测量并记录密封与主轴的间隙。
4.1 0测温探头及油管安装
(1)按拆除时的编号进行回装测温探头及油管接头,在接头端部加δ2.0 mm紫铜垫,螺纹上緾适量生料带,拧紧测温电阻接头;
(2)按拆除油管的标记进行组合轴承供、排油管及高压顶轴油管的清洗和安装,油管法兰面重新更换新的石棉纸垫。
4.1 1正反推力瓦间隙检查及调整
(1)将正推力轴承左、右方向两处抗重螺栓上的止动装置拆卸,并在该抗重螺栓的端部装百分表进行监视;
(2)将左、右方向两处抗重螺栓用扳手拧紧,直至百分表指针不动时,检查记录百分表读数;应符合设计要求:0.5±0.015 mm,(如果超出设计值过多就需要全部重新调整受力);
(3)恢复左、右两侧推力瓦的间隙符合设计要求:0.5±0.015 mm。
4.1 2大轴保护罩安装
按保护罩拆除时的标记进行大轴保护罩的安装,安装顺序与拆卸顺序相反,穿好定位销后拧紧所有连接螺栓。
4.1 3管路、爬梯、平台回装
(1)按拆除时做好的标记回装放置在固定导叶内部的梳齿密封,根据拆卸前做好的间隙记录调整梳齿密封与主轴的间隙;
(2)按照在主轴保护罩上做好的标记,按由上游侧至下游侧的安装顺序分别安装放于管型座两侧的固定导叶内孔中的主轴保护罩;
(3)按拆除时做的编号安装组合轴承供、排油管及上部和侧面的楼梯及平台;
(4)按拆除时做的标记安装组合轴承正、反推力瓦的测温电阻及接地线。
4.1 4灯泡体清场
割除内管座上焊接的吊耳,打磨光滑并进行刷漆防腐,将灯泡体内的所有施工工具及材料全部清除,并对灯泡体内的卫生进行全面清扫干净。
5 结束语
针对洪江水电厂2号机组5号反推力瓦磨损严重,须进行更换问题,采用气割5号反推力瓦段限位环板,直接吊出5号反推力瓦,并回装新瓦,焊接限位环板,改进推力瓦更换的传统检修工艺流程,大大节省了检修工期,节约了检修投入,减轻了劳动强度,避免了高危作业风险,更换反推力瓦后2号机组运行正常。
参考文献:
[1] GB/T8564-2003水轮发电机组安装技术规范[S].
[2] 洪江水电厂企业标准:检修工艺规程[Z],2006.
