汽车曲柄零件机械加工工艺方案优化
2018-05-21张吉林
张吉林
(大连市轻工业学校,辽宁 大连 116023)
汽车曲柄零件的作用是承受力与运动,除了对曲柄零件的材料选取有要求之外,对其重要部位的切削加工精度有较高的要求。如果其机械加工工艺方案制订不当,其加工精度及效率不能满足零件图纸要求。本文通过制订与工况环境相适应的的机械加工工艺方案,使曲柄零件的切削加工精度及生产效率达到规定要求。
1 初始的机械加工工艺方案[1]
如图1、图2所示,曲柄零件材料为SC480优质碳素钢,曲柄零件毛坯为铸件。毛坯余量足够且稳定,Φ70的铸造毛坯孔为Φ55G7孔位置提供了加工基准。

图1 零件图
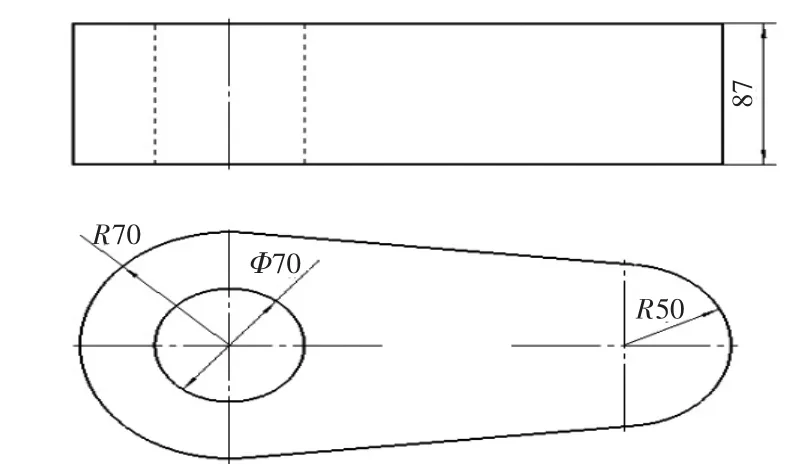
图2 毛坯图
曲柄零件的尺寸及表面精度较容易保证的部分为:曲柄零件上平面、曲柄零件下平面及曲柄槽体部分。
曲柄零件的尺寸及表面精度需要精确控制的部分为:两个孔分别为Φ50G7、Φ86H7孔;两个孔的孔距
通过对曲柄零件的分析及研究,制订初始的机械加工工艺方案,主要内容如下:
(1)通过划线操作,发现零件毛坯存在的缺陷及各部位加工量[2]。
(2)铣削加工零件的上下平面,达到图纸上72、67及粗糙度Ra25要求。铣削加工零件的U型槽,保证尺寸31、120及表面粗糙度Ra25.
(3)使用组合压板装夹曲柄零件,在立式加工中心上,加工如下内容:
粗镗Φ86H7孔的底孔至Φ81,为下一步精加工Φ86H7孔及定位Φ52G7孔位做准备;在Φ52G7孔位钻削中心孔,为到摇臂钻床上加工底孔做准备。
(4)使用钻床钻削Φ52G7孔的底孔至Φ42,奠定下一步在加工中心上精加工Φ52G7基础。
(5)以不带台阶的平面定位,在立式加工中心[3]上,半精、精镗Φ80孔至Φ86H7;半精、精镗Φ52孔至Φ52G7.
(6)使用67的台阶平面定位,使用加工中心上铣削加工Φ76止动端口,达到图纸要求。
实施上述机械加工工艺方案并经过对曲柄零件检查,发现如下问题:
一是,效率太低,主要耗时在孔的镗削过程;
二是,如图3所示的孔圆柱度(Φ86H7、Φ52G7孔)不满足要求[4]。主要影响因素是加工中心主轴功率及曲柄零件切削加工性的问题。
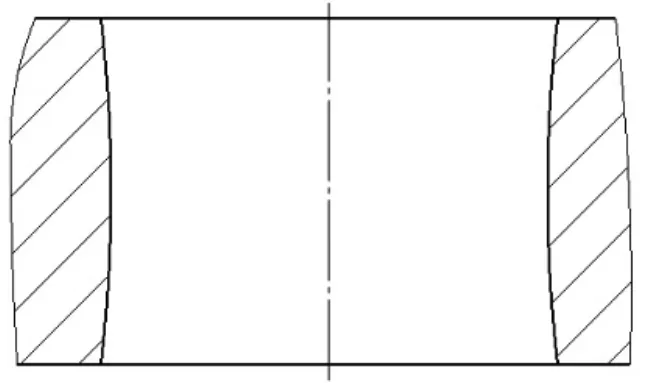
图3 孔变形简图
2 改进的机械加工工艺方案
改进的机械加工工艺方案如下:
(1)改进的机械加工工艺方案中初始加工工序与初始的工艺的(1)、(2)工序相同;
(2)使用通用夹具装夹曲柄零件,在加工中心机床上,制订其切削加工方案,其基本内容如下:
首次装夹:如图4所示,以曲柄零件下面定位基准,铣削加工Φ81×5止动端口(其作用是作为镗孔的定位基准)。以切削加工好的孔Φ81为基准,在186位置钻中心孔Φ5×3,为下一步孔的加工做基础。

图4 首次装夹
第二次装夹:如图5所示,翻转曲柄零件进行曲准夹,以首次完成的Φ81×5口及该其口所在的平面为定位基准,铣削加工沉孔Φ81×8(其Φ50G7孔加工的基准)。

图5 第二次装夹
(3)钻削Φ52G7孔的底孔至Φ40,为半精、精加工Φ52G7孔做准备。
(4)使用专用夹具((简图如图6所示)),在数控车床[5]上镗削Φ86H7和Φ52G7孔,这两个孔的镗削内容如下:
首次装夹:以Φ81×8定位,使用专门夹具装夹曲柄零件,采用镗削加工方法,由粗到精,镗削Φ40孔至Φ52G7及表面粗糙度要求。
第二次装:以Φ52G7孔定位,使用专门夹具装夹曲柄零件,镗Φ70孔至Φ86H7及表面粗糙度要求。
注:加工曲柄上的孔,需要配重平衡块克服非对称性造成的离心力。
其它精密孔加工夹具方案与图6基本原理一样,本文不再进一步说明。

图6 数控车床专用夹具示意图
通过对连杆零件的切削加工工艺顺序、定位与夹紧等内容的改进与优化,零件的加工精度及效率该件加工效率提高了近23%,费品率由原来的5%降低为1%,满足了客户对产品的要求,降低了生产成本。
3 结束语
本文通过两种不同的机械加工工艺方案实践与检验,通过工艺与夹具的优化,汽车曲柄零件切削加工精度得到保证的同时,其生产加工效率也大大提高,为类似零件的生产过程优化提供一种解决问题的思路。
参考文献:
[1]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2007.
[2]赵长明,刘万菊.数控加工工艺及装备[M].北京:高等教育出版社,2003.
[3]徐宏海,谢富春.数控铣床[M].北京:化学工业出版社,2003.
[4]华茂发.数控机床加工工艺[M].北京:机械工业出版社,2005.
[5]周 虹.数控编程与操作[M].西安:西安电子科技大学出版社,2007.
