基于TRIZ的高端铝合金板带材表面黑线的改善方法研究
2018-05-21蒋长标莫灼强钟谷波邓松云雷佩儒
蒋长标,曹 宇,莫灼强,钟谷波,邓松云,雷佩儒
(1.广西南南铝加工有限公司,广西 南宁530031;2.广西壮族自治区科学技术协会,广西 南宁530031)
中国是世界第一铝材大国,但铝合金产品主要为挤压材。国产轧制板带材长期局限于低附加值的普通民用产品,航空、高铁、汽车及“3C”电子等领域使用的高附加值铝合金板带材至今依然大部分依赖进口。进口铝板带材高昂的成本,大大制约了铝在国内汽车工业等高端领域的应用[1]。要解决高端铝合金板带材成本高的问题,实现其国产化是必经之路。
随着近年CVC轧机、辊底炉、气垫炉等先进设备的引进和铝加工技术的快速发展,国内一些大型铝合金加工企业纷纷开始产品转型升级,进军长期被国外垄断的高端铝板带材市场。
经过数年攻坚,国产高端铝合金板带材已经在市场上形成一定的竞争力,特别是在大规格、高性能、高均匀、高洁净等方面,已经取得不少技术突破。但在国产高端铝材走向世界的过程中,依然存在一些技术障碍。铝合金板带材的高表面质量问题即是难题之一。而在众多表面问题中,表面黑线问题尤为突出,是一个行业性的难题。
铝合金表面黑线是因为在生产过程表面出现缺陷、乳液和轧制油等异物进入缺陷位置,轧制压延后形成[2]。所以,表面损伤是表面黑线的第一要素。铝合金高温下硬度很低,也最容易产生表面损伤。因此,热轧过程是铝合金板带材表面黑线的主要来源,管控好热轧过程的铝材表面质量即可改善其表面黑线的情况。
现有的改善方案主要依靠加强过程管理,即严格管控成品铸锭的表面质量,严格管控制乳液和轧制油洁净度,将热轧和冷轧成品道次采用新辊(新打磨的辊子,轧制成品小于40卷)轧制,调整各工序开卷和卷曲的张力控制,减少层间错动等。虽然也对表面黑线有一定改善效果,但并不稳定,难让客户满意。全部采用新辊生产将增加生产成本和生产周期。见图1.
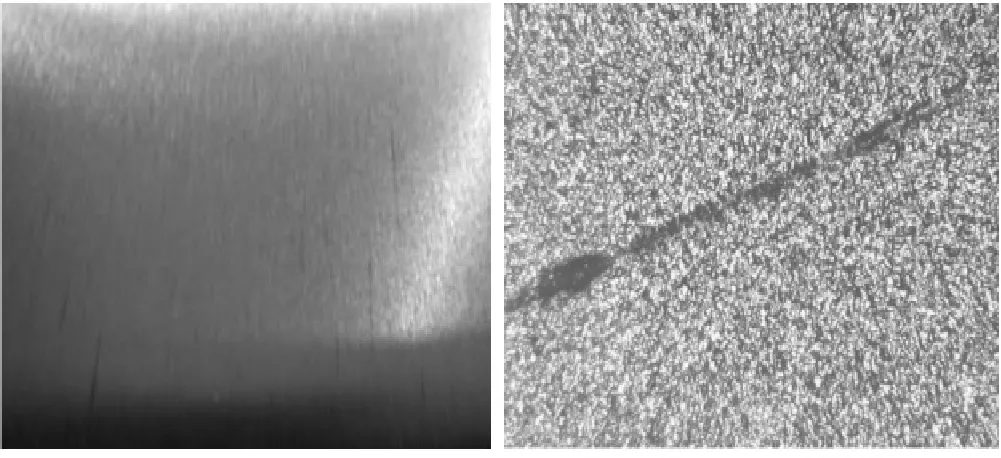
图1 黑线及其显微组织
TRIZ是指导人们发明创新、解决工程问题的系统化的方法学体系。采用TRIZ理论求解技术难题,有助于人们发现问题的瓶颈,充分挖掘可利用的资源,更快更好地解决问题。因此,运用TRIZ理论构建了针对高端铝合金板带材表面黑线改善问题的问题模型,对黑线问题进行系统分析,希望能获得最优的解决方案。
1 系统分析
对铝合金热轧过程建立系统分析模型[3]如图2所示。

图2 铝合金板带材热轧系统分析模型
通过系统模型图可知,导致铝合金表面损伤而生产黑线的原因主要是:(1)铸锭及导路不干净,经热粗轧大压下量变形后,异物划伤或嵌入铝材表面;(2)精轧过程高温反复卷曲导致铝材表面划伤;(3)乳液润滑能力不足使铝材轧制时与轧机间摩擦加剧。所以,要改善铝合金表面黑线问题,首先就要从这三个方面着手,改善热轧过程产生的铝合金表面损伤。
2 解决方案
2.1方案求解
2.1.1异物颗粒的解决方案
异物颗粒为铸锭自身带入,本身很难避免。所以考虑增加清除工序。如果增加设备,将会使设备变得复杂。从增加技术系统理想度的角度,首先考虑利用系统内资源来解决问题。
对系统进行资源分析,发现系统中的乳液系统可用于清洗异物颗粒。由此得到方案一:将粗轧机乳液引到轧机前端,对铸锭和导路进行高压喷淋。方案示意图如图3所示。

图3 方案一示意图
2.1.2热精轧多道次卷曲的解决方案
在铝合金板带材生产过程中,一般采用多道次(3~4道次)热精轧,但铝合金板带材高温下较软,轧制过程反复地开卷和卷曲很容易造成表面损伤。所以,工程上希望减少热精轧卷曲次数,即减少精轧道次。减少精轧道次可以有效减少铝材的表面损伤,但厚度却不能达到要求。
这是一对技术矛盾[3,4]:改善的参数为30作用物体的有害因素,恶化参数为3运动物体的长度。查找矛盾矩阵得到四个对应的创新原理:17空间维数变化原理、1分割原理、39惰性环境原理、4增加不对称原理。
根据1分割原理“将厚度的减少量进行分割”得到方案二:采用一道次热精轧[5],将余下的厚度分到表面质量控制较好的冷轧工序,通过适当的热处理来调节性能,避免铝合金在高温下多次开卷和卷曲,减少铝合金板材表面的热粘伤。方案示意图见图4.

图4 方案二示意图
2.1.3乳液润滑能力不足的解决方案
在一定范围内,乳液润滑能力与乳液浓度成正相关。所以,提高乳液浓度即可增强乳液润滑能力。但轧制后乳液必须清除干净,否则粘附在铝材表面的乳液干燥后将会在冷轧工序压入铝材表面,同样影响铝材表面质量。清除轧制乳液要靠压缩空气吹扫,乳液浓度约低,吹扫约容易。所以,乳液浓度既要高也要低。这就产生了一对物理矛盾[3,4]。
这个矛盾可以采用TRIZ的空间分离原理来解决。由此得到方案三:采用梯度浓度方法,即在轧制位置,使用高浓度乳液喷淋,在出口侧使用低浓度乳液喷淋,稀释铝合金表面的乳液浓度,使乳液容易被吹扫干净。方案示意图如图5所示。
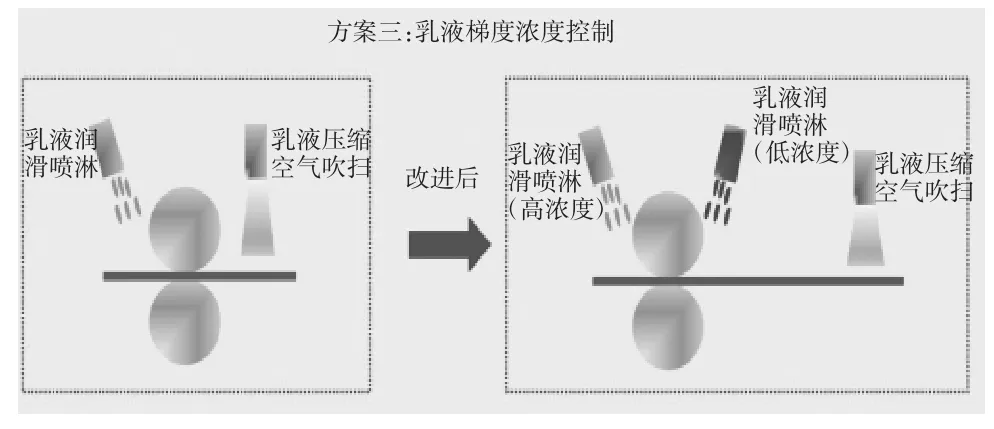
图5 方案三示意图
2.2方案评价
上述三个备选方案针对的是不同的问题,都可以改善铝合金板带材表面黑线的情况。方案可操作性都较强,充分使用了系统内资源,节约了设备改造成本。三个方案彼此之间相对独立,可以同时实施。
经综合考虑,采用三个备选方案并行的方式形成了一个最终方案,即将粗轧机乳液引到轧机前端,对铸锭和导路进行高压喷淋来清除异物颗粒,并采用梯度浓度方法,在轧机轧制位置使用高浓度乳液喷淋,在出口侧使用低浓度乳液喷淋来稀释铝材表面的乳液,改善乳液的润滑效果和吹扫效果,同时改变轧制工艺,将多道次热精轧改为一道次热精轧加多道次冷轧,避免了高温反复卷曲对铝材表面造成的损伤。
3 结束语
本文运用TRIZ理论对高端铝合金板带材表面黑线的改善方法进行了研究分析。分别采用资源分析、物理矛盾分析方法和技术矛盾分析方法等解决了铝合金板带材热轧过程环境异物颗粒、乳液润滑效果不足和高温反复卷曲造成铝材表面损伤的问题,改善了铝材表面黑线的产生要素,能大大降低了高表面质量铝合金板带材表面黑线不良率,为生产高表面质量铝合金板带材提供了技术支撑。
参考文献:
[1]李传福,张丽萍.浅谈铝合金材料在未来汽车轻量化中的应用与发展[J].装备制造技术,2015(4):143-145.
[2]潘雪艳,曹盛强,卓 伟,等.浅谈1+1双卷取5052热轧卷表面黑条分布[J].铝加工,2016(3):18-21.
[3]赵 敏,史晓凌,段海波.TRIZ入门及实践[M].北京:科学出版社,2009.
[4]创新方法研究会.创新方法教程[M].北京:高等教育出版社,2012.
[5]曹盛强,王华春,彭自业,等.一种减少铝卷表面黑条生产方法:CN 106311744 A[P].2017.
