线切割加工工艺中主要电参数的作用特点及选用主要电参数的常用方法
2018-05-14李慎勇
李慎勇

[摘 要] 线切割加工技术与其他的技术参数大致是一样的,对线切割加工技术起到决定性作用的是加工质量,如今大范围使用的脉冲电源波形属于矩形波的范畴。以矩形波脉冲电源为案例进行分析,全面了解电源的有关参数,对参数选择的方法和加工质量的影响因素进行认真的分析。
[关 键 词] 线切割;电参数;特征
[中图分类号] TG484 [文献标志码] A [文章编号] 2096-0603(2018)08-0198-02
对电火花线切割加工质量进行分析的时候,主要是对加工精度、电极丝损耗量、表面变质层厚度、表面粗糙度和加工速度等因素进行仔细的研究。在施工的时候,线切割技术一般会放在最后进行,线切割技术需要在热处理结束以后进行操作作业。由于线切割的毛坯产品具有一定的附加值,所以在线切割的时候,对工件的粗糙度、精度和产品尺寸的要求都比较高。要想使加工质量得到保证,就要将产品生产前的施工准备工作做好,仔细检查零部件,对加工参数和加工程序进行科学的设置,同时要对工作液进行及时的更换。以矩形波脉冲电源为案例,对其进行认真的研究,晶体管脉冲电源和线切割加工中经常使用到的波形就是矩形波脉冲电源波形。
一、电参数的特征
在电加工中包含的参数有很多,其中比较重要的有极间平均放电电流、脉冲间隔、脉冲宽度、脉冲峰值电流、开路电压或者是空载电压等。对脉冲峰值电流来说,它占据着非常重要的地位,是一项非常关键的电参数,它对平均加工电流和每次放电能量大小起着非常重要的促进作用。在进行粗加工的时候,最好选择使用平均加工电流和脉冲峰值电流,从而使加工速度得到快速的提升,促使工具电极的损耗得到有效的降低。在进行中加工和精加工的时候,需要将脉冲峰值电流进行适当的调节,将单个脉冲能量进行一定程度的减弱,注重提升加工的整体质量。
将工件和电极全部浸泡在加工液里面,加工液需要具有较强的绝缘性,当工件和电极的加载电压值达到一定的强度后,就会使电极间的电场强度比工作液中的介电性能高出很多,这就会导致加工液出现被击穿放电的情况,从而实现电火花的连续加工作业。所以,加载的放电电压如果达不到预期的标准,只有让工件与电极之间的距离非常接近,才可能出现加工液被击穿的情况,反之就会使加工被迫停止。如果加工液被击穿以后,放电电压就会出现马上下降的情况,还会使工作电压值维持在一个比较稳定的状态下。假如电压值出现比较大的情况,放电的间隙就会跟着增加,从而使排屑条件得到较好的改善,使放电加工的稳定性不断地增强,同时会给加工尺寸造成一定的影响,最终导致加工质量出现一定的偏差,因此在实际操作的时候,一定要对放电间隙进行精准的把控。
放电电流和放电电压保持在放电脉冲宽度之内的最佳值,单个脉冲能量对脉冲宽度有着非常重要的影响,极间放电电流和脉冲放电频率受脉冲间隔的直接影响,给加工速度造成一定的制约。通常情况下,要想使单个脉冲放电能量不断地增大,就会对脉冲宽度进行不断的增加。加工电流受脉冲间隔和脉冲宽度的直接影响,如果缩小脉冲间隔或者是增加脉冲宽度都会使加工电流变大,电蚀产物也不会被及时排出,从而使表面质量和加工速度受到影响,还会造成异常放电的情况出现,从而使工件被烧伤。
二、电参数给加工质量造成的影响
(一)短路峰值电流
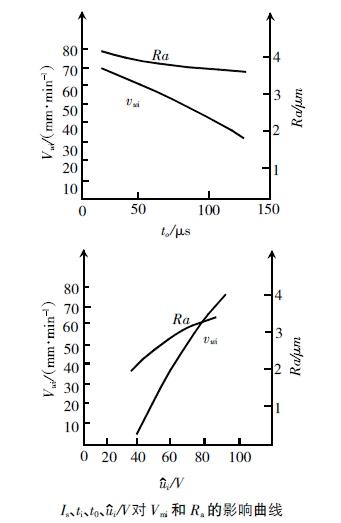
在特定的工艺环境中,短路峰值电流Is会给表面粗糙度Ra和切割速度带来一定影响,其关系曲线详见下图所示。对该曲线进行仔细的分析,当其他条件一致的时候,短路峰值电流增大就会使切割速度不断提高。短路峰值电流比较大,就会使表面粗糙度出现一定的改变,这就说明将加工电流峰值不断增加,单个脉冲能量也会跟着增大,因此放电痕迹就会增大,从而使切割速度不断地提高,最终导致表面粗糙度比较差。
(二)脉冲宽度
在特定的工艺环境中,分析短路峰值电流Is给表面粗糙度Ra和切割速度带来影响的关系曲线可以发现,脉冲宽度增大,切割速度就会提升,表面粗糙度则会变差。这主要是因为随着脉冲宽度的不断增大,单个脉冲放电能量也会跟着逐渐增加,从而使放电痕随之变大。脉冲宽度不断增大,使电极丝的损耗逐渐上升。一般情况下,中加工和精加工中经常使用电火花线切割,需要对单个脉冲放电能量进行一定的限制,先对短路峰值电流进行认真的确定,接着依据实际情况对脉冲宽度进行选择。
(三)脉冲间隔
在特定的工艺环境中,分析短路峰值电流Is给表面粗糙度Ra和切割速度带来影响的关系曲线可以发现,脉冲间隔减小,切割速度则会不断增加,表面粗糙度也会增大。这主要是因为切割速度受脉冲间隔的影响比较突出,表面粗糙度也会受脉冲间隔的影响。在确定单个脉冲放电能量以后,随着脉冲间隔的逐渐减小,脉冲频率则会不断提升。在实际加工中,脉冲间隔不可以无限缩小,间隙绝缘状态的恢复速度对其产生了至关重要的影响。假如脉冲间隔较小,放电产物就不能及时地排出,使放电间隙的电离得不到及时的清除,从而使加工无法保持在稳定状态,甚至会使工件出现被烧伤的情况或者是出现断丝的情况。脉冲间隔也不可以过大,如果出现过大的情况,就会使切割速度出现比较明显的下降,使连续加工受到影响,最终导致加工出现不稳定的情况。
(四)进给速度
进给速度的快慢对加工精度、切割速度以及加工工件表面的粗糙度都有一定的影响。如果进给速度过慢并且慢于工件腐蚀的速度,则会出现切割速度变低且脉冲利用率不高的情况,加工出来的工件表面颜色会变,呈现出淡褐色且工件两端有烧过的痕迹或不稳定条纹;如果速度过快且超过件腐蚀的速度,则会出现加工不稳定和短路现象,同时也会和速度过慢时一样,加工出来的工件表面颜色会变,呈现出淡褐色且工件两端有烧过的痕迹或不稳定条纹;如果加工速度和切割速度正好符合要求,则会加工稳定,且表面亮而细腻。
三、合理选择电参数的常用方法
1.切割速度要求比较高的时候,当脉冲电源出现脉冲宽度大、短路电流大和空载电压高的情况时,切割速度就会比较快。然而表面粗糙度和切割速度的要求属于比较矛盾的两个工艺,因此一定要在表面粗糙度得到保证以后,才能对切割速度进行提升,间隙消电离也会给切割速度造成一定的制约,换句话说就是脉冲间隔一定要保持在最佳的状态下。
2.表面粗糙度要求比较好的时候,假如切割工件的厚度在8厘米之内,最好使用分组波脉冲电源进行加工,与能量相同的矩形波脉冲电源进行比较,如果切割速度条件都一样,则会得到比较好的表面粗糙度。不管是分组波还是矩形波,它们的单个脉冲能量都比较小,Ra值也会较小。简而言之,脉冲间隔合适、脉冲宽度较小、峰值电流较小、峰值电压较低的时候,表面粗糙度就会比较理想。
3.电极丝损耗要求比较小的时候,通常选择脉冲前沿上升比较缓的波形或者是前阶梯脉冲波形,这种波形电流的上升率比较低,对电极丝的损耗比较小。
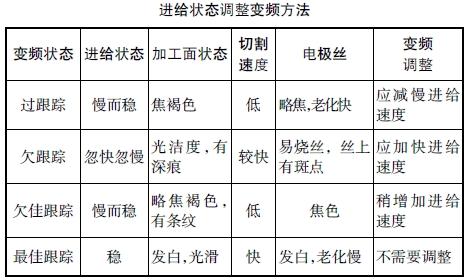
4.根据进给状态可以调整变频的方法如下表。
四、结语
大量的实践证明,矩形波脉冲电源的电参数一旦发生改变,就会使加工质量受到严重的影响,一定要以工件的实际情况为根本出发点,对所有的因素进行全面的考虑,选择的电参数不仅要满足加工的标准,还要保证加工质量满足设计要求。比如,在加工零件或者是精、小模具的时候,电参数一定要达到表面粗糙度和工件精准度的标准,加工电流一定不要过大,脉冲宽度要较窄,这就会使加工速度受到一定的影响。反之,在加工大、中型零件或者是模具的時候,表面粗糙度和精准度的要求不高,对电参数的选择可以适当地进行调节,从而使切割速度得到较好的提升。在进行工件加工的时候,需要对脉冲间隔进行适当的调节,从而使加工的稳定性得到保证。所以对电参数的选择非常关键,对电参数进行客观、正确的选择可以使加工的效果达到最佳的状态。
参考文献:
[1]蒲一民.涡轮盘榫槽线切割加工工艺研究[J].航天制造技术,2016(2):37-40.
[2]赵道明,尹毅,马晋川,等.减少线切割加工变形的一种加工方法[J].机电元件,2015,35(6):33-35.
[3]战忠秋,韩宝卫,李军.数控电火花线切割加工工艺[J].机械工程师,2015(10):82-83.
