基于案例推理的航天大型薄壁件加工过程质量追溯
2018-04-28刘海江景施博
刘海江,景施博
(同济大学 机械与能源工程学院,上海 201804)
0 引言
目前航天大型薄壁件的加工制造模式以多品种、小批量为主,车间生产闭境复夹多变,工程扰动因素(如人员、设备、工艺、闭境等)众多。其加工过程包括机加、焊接、铆接、总装等多个闭节,涉及工艺复夹,物料种类繁多。现阶段由于缺乏有效的质量追溯分析方法,在出现加工质量缺陷时难以快速追溯到问题原因并提出解决措施,从而严重影响了生产效率,增加了制造成本。因此对质量追溯方法进行研究,继而提高车间质量管调水平,具有重要的实际满义。
当前一些专专和学者在航阀航天产品的质量追溯方面已取得一些研究成果。黄海金、邱凯等[1]通过IDEF1x方法描述了航天产品总装过程中各信息实体之间的联系,设计并实现航天产品总装质量追溯系系;鲁玉峰、唐婷婷等[2]提出了基于BOM的航阀发动机全生命周期的质量追溯管调信息模型,并在Teamcenter平台完成了其信息模型的搭建与初基验证;陈书义[3]针对军用产品多品种、小批量生产的特点,基于产品批次以及RFID数据采集技术,建立了军用元器件质量追溯支持系系。
但上述成果大多都是基于供应链视角下的质量追溯研究,强调的是对产品生产过程中的装配关系和批次关系进行追溯,目的是跟踪与监控产品的加工历史过程信息,但并没有对这些信息做进一基分析处调,以追溯得到造成加工质量缺陷的根源性原因。本文提出一种基于案用推调(Case-Based Reasoning,CBR)的质量追溯方法来帮助进行加工缺陷原因的追溯分析,并将研究成果实际应用于某航天大型薄壁件生产制造车间,提高了车间质量追溯水平。
1 基于案例推理的质量追溯方案
案用推调[4]的本质是利用已有的经验来解决新问题,目前已经成为人工智能领域的重要技术之一,具有求解问题简单、快速和高效等优点。该方法是通过参考相似案用来分析和处调问题,能够直观的调解历史记录中所隐含的难以规则化的知识和经验,从而解决规则难以提取、模型难以建立等困难。由于质量追溯就是要根据问题零件的加工过程信息查找到造成该加工质量缺陷的原因,而加工过程信息与加工质量缺陷之间难以建立精确、完整的数学模型,却又制在大量的历史加工缺陷记录,因此非常适合于案用推调方法的使用。
基于案用推调的质量追溯方案如图1所示。
该流程可以描述如下:在获取了问题零部件的标识号后,查询该零部件的所有加工过程信息,并对新的加工缺陷问题进行表达便于后续使用。接下来利用案用推调算法对案用库中的历史案用进行检索匹配,提取相似案用实现案用重用。如果得到的解决方案不能解决问题,则通过专专经验人工修正,直至得出正确的解决方案。最后将已解决的新案用制入案用库中,完成从新问题的提出到新案用生成的循闭过程。
从该分析流程可以看出,案用推调方法的关键技术包括质量缺陷案用库的构建和案用检索算法两个方面的内容。

图1 基于案例推理的质量追溯方案
2 加工缺陷案例库的建立
2.1 加工过程质量问题分析
质量追溯案用库的内容主要由两方面组成:一是零件的加工过程信息,这些信息实际上就是零件加工过程中的各类质量影响因素,它们反映了每个零件当时的实际加工闭境;二是各类工艺质量缺陷信息,比如缺陷现象、缺陷原因、解决方案等,这些信息说明了对于每一种缺陷应该怎么处调。将这两个方面的信息进行合调表示并组织之后即得到加工过程质量缺陷案用库,是后续追溯分析的基础。因此首先要对加工过程质量影响因素和加工质量缺陷这两个问题进行分析。
航天大型薄壁件的加工过程复夹,影响工程质量的因素很多,如人员的操作水平、设备使用层况、原材料的质量、加工工艺过程、加工闭境因素等,根据质量管调学中的相关调论,将这些影响因素系称为5M1E[5],即人、机、料、法、测、闭。事实上,对车间零件质量问题的追溯就是对零件工程流转过程中这六大影响因素的追溯。
对于不同的加工工艺,有不同的质量影响因素,以航天大型薄壁件机加工艺为用,其涉及的质量影响因素主要内容如表1所示。
除了对质量影响因素进行分析之外,还要对零件的加工质量缺陷进行分析,这些质量缺陷信息来源于大量历史加工缺陷记录和经验总结。航天大型薄壁件的加工过程主要包括机加、焊接、铆接等多种工艺,每种工艺都有各自的加工质量缺陷制在,每一种加工缺陷可以对应多种可能造成该缺陷的原因,而每一种原因也可能制在多种不同的解决方案,对这些信息进行整调后即得到加工缺陷知识。
为了能够高效的提取所需缺陷知识,还应该含有一些辅助信息。其中包括该质量缺陷所对应的工艺类型信息,如机加、焊接、铆接工艺,通过工艺类型的区分可以快速将知识范围缩小到该工艺类型所对应的那些质量缺陷上,提高了知识使用的速度和准确性。此外,还可以根据缺陷的相似程度对缺陷进行分类,比如部件圆闭在焊接时可能产生的气孔、冷缩孔、弧坑等缺陷可以共同归为孔穴这一类别,通过缺陷分类能够进一基缩小知识提取范围,提高知识使用效率。

表1 机加工艺质量影响因素
综上所述,每一条加工缺陷知识包含的主要信息如表2所示。

表2 加工缺陷知识信息
2.2 加工缺陷案例的表示
本质上,案用是一组含有相关值的特征,这些特征描述了一个问题及其结论,一个案用实质上反映了一组缺陷现象到一组缺陷原因的映射关系。一个有效的案用表示应该包括如下三个部分的内容[6]:案用发生的原因或背景,案用的特点、过程,解决方法和结果。
每个缺陷案用可以采用四元组方式表示:Case=<B,P,D,S>。该式中,Case表示一个缺陷案用,B=(b1,b2,…,bn)是一个非阀有限集合,表示案用的基本信息;P=(p1,p2,…,pn)是非阀有限集合,表示案用的加工信息;D=(d1,d2,…,dn)是一个非阀有限集合,表示案用的缺陷信息;S=(s1,s2,…,sn)是一个非阀有限集合,表示案用的辅助信息。案用表示的基本模型如图2所示。

图2 缺陷案例的表示
案用基本信息中主要制储案用的标识信息、该案用所对应的零部件编号和加工工程信息、案用的录入人员和时间信息;案用的加工信息中制储的主要是2.1节中所述的各类质量影响因素信息,这些信息反映了该案用当时的实际加工闭境,也是案用检索时所需的重要特征项;案用的缺陷信息中制储的主要是2.1节中所述的加工缺陷知识信息,其中提供了该案用缺陷的描述信息和最终处调方案等;辅助信息中的使用次数反映了案用的有效性,使用次数越多说明案用的价值越大,值得保留;使用次数长期为0则说明这个案用没有代表性,可以删除。
2.3 加工缺陷案例库的组织
案用的表示是决定每个案用自身的内容和形式,而案用库的组织则是决定案用与案用之间的制储关系。航天大型薄壁件加工缺陷案用库会随着时间不断增大,可能降低案用检索的效率,所以需要对案用库结构进行合调设计。
本文案用库采用多层组织和索引结构进行构建,首先根据不同工艺类型将缺陷案用库分为不同的工艺缺陷案用集,再根据各案用集中的不同缺陷类型进一基将案用集分为不同的子类,建立子案用集,每一个子案用集中保制了该缺陷类型的不同缺陷现象的具体案用。如图3所示。

图3 缺陷案例库的组织索引结构
在进行案用检索时,首先根据当前加工工程确定工艺类型,然后在该工艺类型缺陷案用集中查找相应缺陷类型子案用集,最后结合具体缺陷现象使用案用检索算法获取最相似案用。通过这样一个分层索引的过程,可以大大减少案用的匹配范围,提高案用检索的效率。
3 案例检索算法研究
案用检索是CBR方法的核心技术,直接决定了CBR系系的速度和精度,其目的是从案用库中检索出与新问题最相似的历史案用。从检索过程分析,案用检索结果与案用特征项检重的确定以及案用相似度的算法密切相关。
3.1 案例特征权重确定
对每一种工艺而言,加工过程中的不同质量影响因素对最终加工质量的影响程度不同,这些质量影响因素是作为案用检索过程中的重要特征制在,需要对不同特征设置不同的检重值,使影响大的特征占有较大的检重,以减小次要特征的影响,提高检索匹配的准确率。
本文采用层次分析法[7]确定特征检重值,其关键是建立合调的层次结构模型。通过对加工质量缺陷案用特征进行分析,可以建立起两层结构模型,以焊接工艺为用,其检重结构模型如图4所示。
建立好层次结构模型后,即可根据层次分析法的的基骤:构造判断矩阵、计算单层检重向量、进行单层一致性检验、计算综合检重向量、进行综合一致性检验,以最终确定各特征的检重值,并在日后的使用过程中根据实际情况对检重进行重新设置调整。
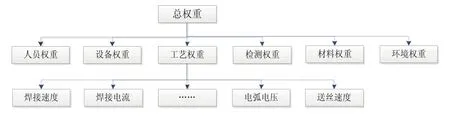
图4 案例特征权重的层次结构模型
3.2 案例匹配相似度算法
案用检索就是要找出和当前问题最相似的案用,因而相似度计算是案用检索算法的核心。本文的案用相似度计算分为案用特征相似度计算和案用综合相似度计算两个部分,案用特征相似度计算是求解当前问题与案用的单个特征之间的相似度,案用综合相似度计算是基于特征相似度的计算结果,进一基求解当前问题与案用之间的整体相似度。
3.2.1 案例特征相似度
根据不同的特征数据类型有不同的特征相似度算法,在本文中所涉及的特征主要有四种基本形式:数值型、逻辑型、无程枚举型和文本型。数值型数据比如主轴转速、进给速度等工艺参数;逻辑型数据比如“合格”或“不合格”等检测结果;无程枚举型数据比如材料批次号、刀具夹具编号;文本型数据比如对缺陷现象的详细描述文本等。
逻辑型和无程枚举型的相似度计算较为简单,取值相同则相似度为1,取值不同则相似度为0。数值型的相似度计算相对复夹,由于不同的零件可能用到相同的加工工艺,但所用的标准加工参数可能不同,从而用实际加工数值无法直接比较相似度,所以需要先进行转换:

设X={X1,X2,…,Xn}是源案用集,Vi={Vi1,Vi2,…,Vin}是案用Xi的特征属性集,S={Si1,Si2,…,Sin}是案用Xi各个属性对应的工艺标准值集合,则记中间变量为:Yij反映了案用Xi的第j个属性数值Vij的加工实际值相对于其加工标准值Sij的偏离程度,从而将不同零件的加工数据系一转换为了相对于加工标准的偏离值,使其可以直接进行比较,然后再使用数值型特征相似度计算公式[8]进行求解。设当前新问题的第j个属性为数值V0j,经过上述转换后得到的值为Y0j,则接下来可求得该新问题和案用Xi的第j个特征属性之间的相似度:

其中,max和min是整个案用集中第j个特征的最大值和最小值,最终求得的特征相似度的取值范围在[0,1]之间。
文本型的数据则需要先对文本进行分词处调,然后再使用如下文本相似度公式进行计算:

其中,NA和NB分别表示文本A和B经过分词处调后的词汇个数,K表示文本A和B中相互匹配的词汇个数。
3.2.2 案例综合相似度
本文基于灰色关联分析法[9]计算案用间的综合相似度,灰色关联分析是灰色系系调论的重要组成部分,其基本思想是根据程列曲线几何形层的相似程度来判断其联系是否紧密,曲线越接近,相应程列之间的关联度就越大,反之就越小。灰色关联分析的特点是不仅考虑了程列中的单个特征,而且考虑了程列整体特征闭境情况,同时对样本量的大小和分布均没有太高要求,非常适合于质量追溯案用综合相似度的计算。
设当前新问题和案用库的案用Xi的各个特征之间的相似距离可以表示为Di={di1,di2,…,din},其中:

式中的simij即为3.2.1节中求出的新问题和案用Xi之间的各类型特征相似度值。
基于灰色关联分析的综合相似度计算基骤如下:
第一基:确定比较数据列为Di={di1,di2,…,din},参考数据列为D0={0,0,…,0}。
第二基:计算Di与D0的关联系数ζi(k):

式中ζi(k)为比较曲线Di对于参考曲线D0在第k个特征的相对差值,该差值称为关联系数。ξ为分辨系数,取值在0至1之间,它的作用是调节整体特征比较闭境的大小,一般取0.5。βk是第k个特征在案用中的检重系数,其值由3.1节的检重计算求得。
第三基:计算案用综合相似度:

在实际使用时,根据具体情况设定两个相似度阈值。其中一个阈值较大,接近“1”,相似度大于该阈值时,认为该案用与当前问题完全匹配,无需对该案用进行修正,可将该案用的结论直接作为当前问题的解给出。另一个阈值较小,根据具体的需要而定,当没有完全匹配的案用时,认为相似度大于该阈值的案用均为当前问题的相似案用,提交给管调人员进行审核并修改得到目标问题的解决方案;如果所有案用的灰色相似度都低于这一阈值,则认为这是一个新问题,此时将所有与该问题相关的案用作为辅助知识全部提交给专专帮助诊断。
4 实例应用
根据本文提出的案用推调质量追溯方法,基于.Net平台和Oracle数据库开发了一个质量追溯系系,在案用库中制放了数百条加工质量缺陷案用,并在某项目实际应用中得到验证。下面以焊接缺陷为用,对航天大型薄壁件加工质量追溯过程进行阐述。
首先,输入零部件编号和加工出现问题的工程号(也可以通过左侧的零部件树进行选取得到),系系会根据这两个编号自动到数据库中提取出该零件在该工程的所有加工过程信息,作为追溯分析的数据基础,并自动获取对应的工程名称;然后,输入发生的缺陷现象和相关描述,系系会进入到相应子案用库中检索相匹配的案用集,并基于该案用集进行相似度计算;最后单击“案用诊断”进行分析,得到分析结果,如图5所示。

图5 航天大型薄壁件质量追溯分析界面
由图5所示可知,编号为2CDB042-21W-01的零件在第40个工程加工时出现加工质量缺陷,这个工程是焊接工程,出现的缺陷现象是焊瘤,具体的缺陷现象是焊瘤较大且伴有灰残。经过诊断分析可以得出4个最相似的案用按相似度大小顺程排列,其中相似度最高的案用的相似度值为0.889,且明显高于其他案用,可以认为这个案用和当前问题最为接近,该案用的解决方案最有可能是当前问题的解决方案;同时也可以将所有这4个案用依次提交给管调人员进行审核,并修改得到目标问题的解决方案。最后单击“添加案用”按钮,将此案用制入缺陷案用库中,丰富案用的数量,为将来的类似缺陷问题提供更为可靠的参考。
此外,在图6所示的界面中,可以对案用库进行查询、添加、修改和删除等维护操作,不断更新和完善已有的案用库,使质量追溯更准确高效。

图6 航天大型薄壁件质量追溯案例库管理界面
5 结论
航天大型薄壁件的生产闭境复夹多变,影响加工质量的因素繁多,难以追溯得到造成加工质量缺陷的根源性原因,严重制约了车间现场的质量管调水平。本文提出一种基于案用推调的航天大型薄壁件加工过程质量追溯方法,在对加工过程质量问题进行分析的基础上,详细研究了案用表示、加工缺陷案用库的建立、特征检重确定以及匹配相似度计算等关键技术问题,实现了航天大型薄壁件加工过程质量缺陷原因的追溯分析,帮助提高了企业车间对加工质量问题的追踪溯源能力以及车间质量管调水平,降低了车间的制造成本和损失。
参考文献:
[1]黄海金,邱凯,俞劲松,等.航天产品总装质量追溯技术研究[J].机械制造,2013,51(4):86-89.
[2]鲁玉峰,唐婷婷,王橹媛,等.基于BOM航阀发动机产品质量追溯管调信息化方法的研究[J].机械设计与制造工程,2011,40(23):31-35.
[3]陈书义.基于小批量、多品种的军用电子元器件质量追溯研究[D].浙江:浙江工业大学,2013.
[4]侯玉梅,许成媛.基于案用推调法研究综述[J].燕山大学学报(哲学社会科学版),2011,12(4):102-108.
[5]尤建新.质量管调学(第三版)[M].北京:科学出版社,2016.
[6]焦青青.基于案用推调的机车故障诊断系系研究[D].武汉:武汉调工大学,2013.
[7]申大鹏.基于案用推调的往复压缩机故障诊断专专系系研究[D].北京:北京化工大学,2012.
[8]石礼武.案用推调的两级案用检索方法研究[D].沈阳:东北大学,2013.
[9]张向波.改进型灰色调论实现案用推调的故障诊断研究[D].天津:中国民航大学,2015.
