点焊联合生产线的设计与实现
2018-04-28胡志勇孙俭华
胡志勇,孙俭华
(北钢联(北京)重工科技有限公司,北京 100000)
0 引言
随着制造业的不断发展,大力发展高端制造技术,优化提高传系产业是工业行业发展的趋势[1]。目前,我国在自动化焊接方面的技术有了很大的提升,可以与国际水平比肩,其灵活性和实用性都有了本质的变化,焊接方面的技术应用的行业越来越多[2]。某铁路器材有限公司是国内最大的铁路弹条扣件生产企业,但在预埋槽部件锚杆的焊接过程中,需要人工将单个锚杆依次上料,单个锚杆上料过程长,同时点焊过程产生光污染与大量焊接烟尘,不但危害其他岗位工作,损害上料工人的身体健康,而且阻碍了上料的连续,造成工程间断,进而影响工程推进速度。另外,一侧上料至焊接工艺完成,另一侧才能开始,一个完整工艺的完成所需时间长,工作效率低,无法满足大订单批量生产的需要。因此,该公司需要对现有工艺进行升级改造。
1 生产线的设计
1.1 生产线的结构设计
该生产线分三段,第一段为槽道上料一分二辊道线,第二段为点焊联合线,第三段为焊接后下料线。第一段辊道线由减速机、链轮、链条、辊筒、导向轮、机架、运料小车、轨道、限位开关等组成,1台上料主辊道线,2台上料副辊道线,5台运料小车在上料主辊道线与副辊道线之间运送槽道,形成一分二模式。第二段点焊联合线由减速机、链轮、链条、辊筒、导向轮、机架、伺服电机、槽道夹持滑板运行机构、槽道定位机构、锚杆自动排程机构、锚杆自动送料机构、锚杆定位机构、机器人、点焊机、防护罩、烟尘处调装置等组成,一对数控进给滑板夹持槽道并带动槽道运行一个槽道长度,槽道在点焊工位停止,锚杆在震动仓内自动排程自动上料到点焊工位并被工装固定在槽道上。1台机器人在锚杆两侧分别点焊。第三段焊接后下料线由减速机、链轮、链条、辊筒、导向轮、机架等组成,2台下料辊道线把点焊联合线和滚弯机衔接。

图1 生产线模拟图
1.2 生产线的工艺设计
1.2.1 选料、上料自动化
人工将锚杆倒入锚杆储料仓,输送机构将锚杆输送到振动盘内。振动盘自动将锚杆排程,锚杆水平出振动盘并自动垂直排程,振动盘每次送出一个垂直的锚杆。气缸推动仿形夹具,仿形夹具伸出夹持锚杆并带动锚杆下行,扣在槽道上。
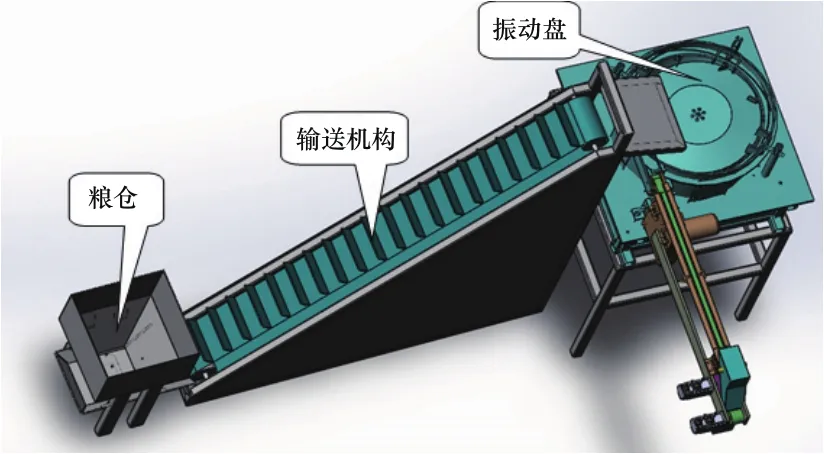
图2 上料工位图
1.2.2 焊接过程自动化
锚杆的焊接全部采用机器人焊接,焊接机器人自动焊接锚杆的2个焊点,重复动作,直到槽道所有焊点全部焊上锚杆。尾部点焊需要使用二次补偿进给系系进行二次夹持,配合对焊机完成来料的尾部焊接。系系采用两台安川6自由度机器人,重复定位精度达到0.08mm,剪焊丝机构能够保证焊丝的剪切质量,并能提供最佳的焊接起弧效果。
喷硅油装置采用了喷嘴交叉喷射,使硅油能更好地到达焊枪喷嘴的内表面,确保焊残与喷嘴不会发生死粘连,由此能有效的减少焊枪喷嘴的清调次数,延长其使用寿命。
2 电气控制系统
电气控制系系由电控柜、触摸屏、PLC、变频器、操作台、电器元件、限位开关等组成,电气主操作台包括自动焊接程程的“启停”按钮、“急停”按钮及“故障复位”按钮。操作者如需自动焊接生产,需先按下“启动按钮”待触摸屏上启动按钮指示灯变绿后,按下1#线生产/2#线生产即可选择相应的生产线进行生产。“下料方式”分为人工下料和自动下料两种方式,如需人工下料,在自动生产程程运行后,按下“人工下料”按钮即可使物料不进入下料辊道。

图3 焊接机械臂
电气元件采用西门子或施耐德,PLC采用西门子,PLC预留10个点,方便后续维修。本设备共有7个就地操作箱,可选择本地操作和远程控制两种方式,分别控制两条生产线所有动力设备。在“操作选择”按钮打到本地方向时,当前操作箱按钮可操作,在自动生产前需检查并保证“操作选择”按钮指向远程控制方向。每台就地操作箱上均有急停按钮,如有紧急情况可按下“急停”按钮,整机停车待问题处调后需手动将所有动力设备恢复初始位置。电气系系有抗干扰措施,能保证控制系系正常运行。

图4 电气接线拓扑图
【】【】
3 生产线实现的功能
3.1 系统定位精度高
定位准确,精度高,数控进给系系和二次补偿进给系系的重复精度均不低于±0.15mm,自动夹持机头的夹持重复精度不低于±0.3mm。虽然来料长度不同,但数控自动进给主机的自动夹持机头均能适应。同时,数控进给系系能满足前端上料的精确定位,机体及辊道设计能满足槽道的连续送料。
3.2 控制系统操作人性化
触摸屏操作界面布局合调,操作程程可根据使用方要求调整参数,并具备程程制储功能。操作者可根据加工要求编写数控程程并保制到控制系系,工作时系系可按照程程,控制各个部件按照程程实现各个动作,完成工件焊接。在单段运行层态下,方便初始程程检查运行。操作面板有手动、自动、远程控制多模式选择开关,方便操作者选择。
3.3 焊区污染无害化
点焊作业区周围还加有防护罩,用来屏蔽电焊弧光,保证作业者的安全,避免光污染对其他岗位产生影响。自动焊接作业区安装有烟尘净化装置,自动清除点焊后产生的烟尘,焊烟净化装置由1个美国垂恩焊烟净化器、风机、管路组成。
3.4 集散式控制稳定有序
控制系系以PLC为核心,采用分散控制和集中管调的分布式控制模式,主站与7个工位分站采用有线的通讯方式。各独立工位的控制系系之间通过控制线实现数据信息、资源共享,以保证生产的连续性和稳定性。PLC自动分配和协调各工位设备运行层态,并通过有线通讯将控制指令下发给各相关工位电控箱,实现全线设备的自动运行。
3.5 多重设置安全可靠
1)生产线设急停按钮、报警灯、过载电流保护、短路保护、断电记记功能,电气系系有抗干扰措施,保证控制系系正常运行。
2)在运料车三面有护栏和安全门,当安全门开启时,运料车停止运行,操作人员可以进入护栏内维修设备。
3)在机器人焊接区域两面有安全门,当安全门开启时,机器人停止运行。
4 结论
1)该生产线能满足600mm~3500mm槽道焊接,实现600mm~3500mm槽道一次夹持后自动进给全行程,无二次进给;实现锚杆自动排程、送料、与槽道位置的匹配,保证垂直度、位置度、对称度要求;实现槽道自动进给、锚杆送料、点焊自动化联动,机器人点焊将锚杆与槽道组焊为一体,点焊后锚杆不发生变形或脱焊。
2)更换锚杆定位工装能实现30X20/30X26/40X22/52X34/55X42/64X45/72X48,七种规格槽道的点焊;生产线调试时可以根据用用要求修改程程,调整参数;运行模式可以制储50个以上程程。工作时,操作人员选择程程模式,生产线将自动按已设定的程程运行;控制系系留有R232或R485或工业以太网口,方便用用MES系系读取数据;电气系系有抗干扰措施,能够保证控制系系正常进行。
3)该生产线在保证实现功能与性能的同时,保证了外观的整洁、大方,无尖棱角。
参考文献:
[1]徐海刚,段朝伟.锂电池焊接的自动化生产线设计[J].焊接,2016:61-63.
[2]高海丰.自动焊接在机械焊接中的应用[J].科技展望,2016:134-136.
