等离子体技术应用于燃料油加工的研究进展
2018-04-12刘爱贤郭绪强
郭 明, 孙 强, 刘爱贤,2, 郭绪强,2
(1.中国石油大学 重质油国家重点实验室, 北京 102249; 2.中国石油大学(北京) 克拉玛依校区,新疆 克拉玛依 834000)
1 Introduction
Fuel oil contains a wide range of products, from heating oil to residual fuel oil. It is well established that the worldwide consumption of oil products is increasing year by year with the growth of the population. In China, oil consumption has surged from 190 Mt to 550 Mt during the past twenty years, while the output of oil has remained the same. Therefore, external dependence of oil was gradually being increased, and by the end of 2016 it had reached 65.2%[1]. In 1997 the output of oil in China was about 150 Mt, while in 2015 it was only 220 Mt[2]. What is more, nearly 28% of the products are heavy oil[3]. At world scale, nearly 70% of the oil products are heavy oil[4]. Such a high ratio demonstrates that how to make use of heavy oil becomes a problem we cannot avoid. There are more serious challenges when it comes to technology and economy, due to the high viscosity, high relative molecular mass and complex components of fuel oil[5]. Therefore, fuel oil processing has become an important focus in recent years.
Traditionally, there are two main ways to process fuel oil,involving hydrogenation and decarbonization. The first step of hydrogenation process is to break down big molecules into saturated or aromatic free radicals, under the effects of heat and catalyst. Then, adding activated hydrogen to the free radicals to prevent them from becoming condensed. Meanwhile, removing sulfur, nitrogen and other harmful impurities by converting them into hydrogen sulfide, ammonia, ect, occurred. Decarbonization process includes viscosity breaking, coking, solvent deasphalting and catalytic cracking[6]. However, there are many technical problems that influence efficiency and economy for both hydrogenation and decarbonization processes. For example, hydrogenation process has higher requirements for feed oil viscosity because of the poor dissolving capacity and diffusion velocity of hydrogen in residual oil. Therefore, light oil needs to be mixed with heavy oil before processing, which significantly increases the investment. Decarbonization route faces the complex problem of coking. Almost all kinds of asphaltene will form coke in the process of catalytic cracking. And it can only be applied to process raw materials with low impurities. That is, the mass fraction of carbon residue should be lower than 6%, and the mass fraction of nickel and vanadium should be lower than 35 μg/g[7]. The residual oil with high content of sulfur and metal must be pretreated before catalytic cracking. Although delayed coking has many advantages, like low investment and wide adaption for raw materials, it has low yiled of high added value products. High yield of diesel in delayed coking process doesn’t match the decreasing rate ratio of diesel to gasoline in market[8]. Therefore, it is urgently necessary to develop a new way to process the fuel oil.
Plasma is a new and thriving technology in recent years. Known as the “fourth stage of matter”, plasma is a kind of gaseous substance produced by ionized atoms or an atomic group that partially lost electrons[9]. Due to the excited state of particles in plasma, it usually has very high energy density, which makes the breakage and recombination of the big molecules become possible[10]. Due to the above characteristics it has been applied to oil processing to reduce viscosity and obtain specific ideal target products[11-12], especially for H2, C2H2, and other light gaseous hydrocarbons[13]. A lot of achievements have been made in recent years.
In this paper,researches on processing oil using plasma in recent years are summarized,which are based on the highlighted problems and directions in this area.
2 Development of plasma cracking hydrocarbons
2.1 Non-thermal equilibrium plasma
2.1.1Dielectric barrier discharge plasma
Ling et al. treated heavy oil with air and argon in the quartz reactor made by themselves[14-15]. After this process, a rotational viscometer and infrared spectroscopy were used to analyze the product oil. Gas chromatography was also used to analyze the gas products. The infrared spectra show that oxygen-containing groups become increased, which infers that there are oxidation reactions occurred when subtracts are treated with air. When treated with argon, both cracking reactions and polymerization occurrs. The viscosity of heavy oil is increased because of polymerization and oxidization. But, many gases, like H2, CH4, and C2H2are produced when oil is treated with argon. The sum of H2and CH4makes up more than 70% of the whole gas products, indicating that plasma is a promising method to process oil.
Hao et al.[16]used a cylindrical dielectric barrier discharge plasma reactor, as shown in Fig.1. It mainly consists of a high voltage electrode, quartz tube barrier, ground electrode, furnace, insulating flange and gas distributor. A reaction chamber is formed by two electrodes and insulating flanges. Both electrodes are connected to the plasma power supply. A quartz tube is used as a dielectric barrier. An electric furnace is fixed on the outside of the reactor, with a temperature controller to make the heavy oil be able to flow. A gas distributor is placed on the bottom of the reactor to generate bubbles. These bubbles can mix with heavy oil to increase the phase interface area and facilitate the ionization of gas.
The sample was preheated at a certain temperature, usually between 160℃ and 240℃, before it is loaded into the reactor. N2, H2, CH4are chosen as the working gases and fed continuously into the chamber through the gas distributor at bottom. Then, heavy hydrocarbons react with working gas under the effects of the electric field and high temperature. After the experiment, light oil is collected as a condensable product and residue remaining at the bottom is also collected as heavy oil.

Fig.1 Schematic of the cylindrical DBD plasmareactor suggested by Hao[16]
This study indicates that intra-molecular condensation is the main reaction in the plasma-on condition, rather than inter-molecular condensation, thus plasma increases oil yield significantly. Taking Liaohe’s residues as an example, the results show that light oil are still produced because of the heat in the plasma-off runs, with the yield ranging from 25% to 30%. In comparison, in the plasma-on runs, the yield of light oil is about 48%, increasing by 20 percentage when hydrogen-rich gas is applied. But, the yield of light oil only increases 10 percentage with N2plasma, which demonstrates that H2, CH4and C2H6plasma have higher reactivity than N2plasma[17]. Some experimental data is shown in Fig.2.
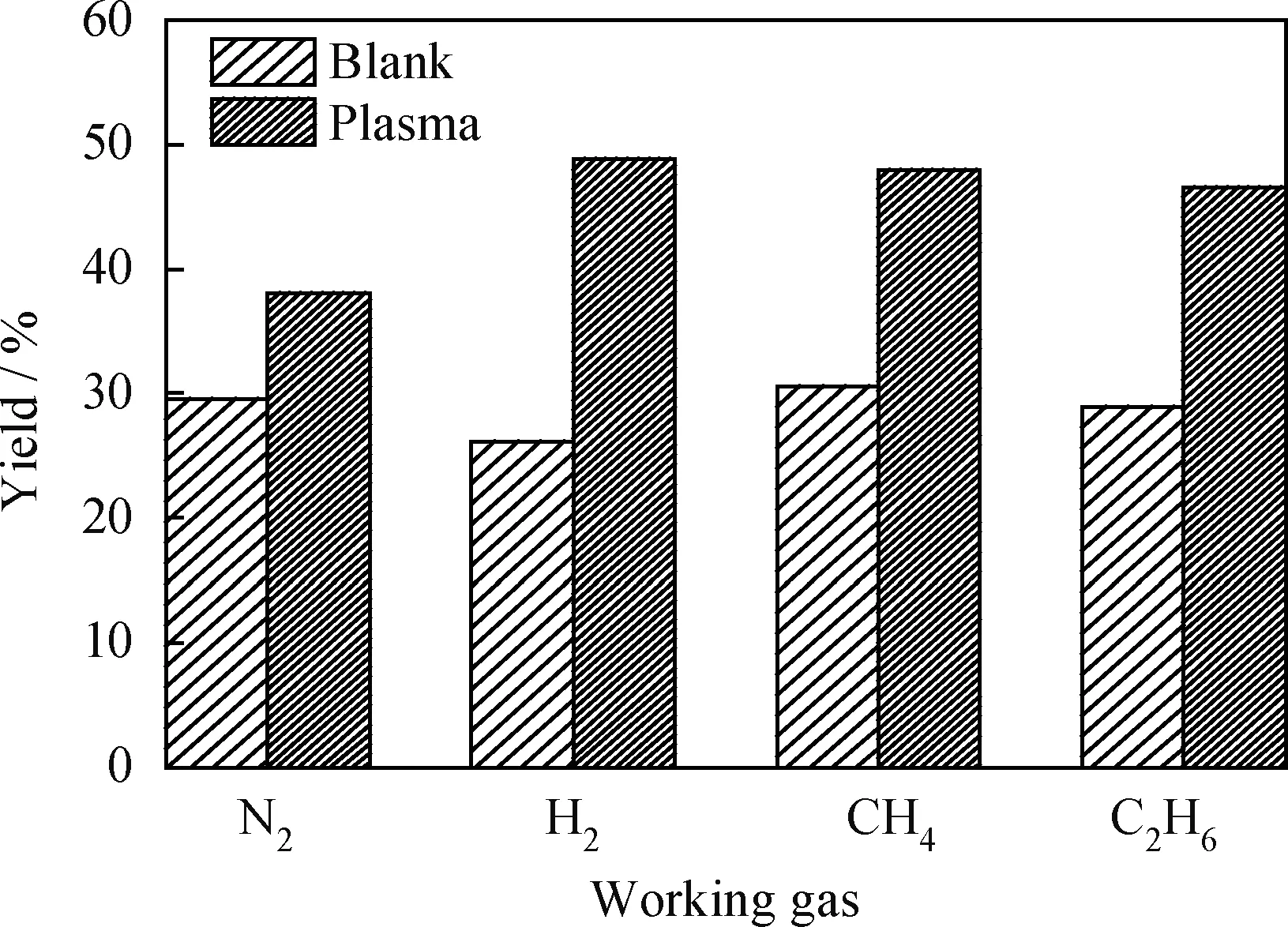
Fig.2 Light oil yield of different working gases[17]
Mohammd et al.[18]studied the effect of dielectric barrier discharge plasma on processing oils through usingn-hexadecane as a model compound of heavy oil. The experimental setup is shown in Fig.3. The reactor consists of an aluminum rod as a high voltage electrode, stainless steel wire as a low voltage electrode, and a quartz tube as a dielectric. Gas chromatography and a mass spectrometry detector were used to analyze the products with the change of gas type, voltage, and gas flow. The results show thatn-hexadecane is cracked into both light and heavy hydrocarbons. But, the percentage of the light product (C16-) is larger than that of the heavy one (C16+) in general.
The same setup was used by Mohammd to crack lubricating oil and heavy oil in order to make further progress[19]. Besides gas chromatography, a simulated distillation analyzer was also used to detect the evaporation temperature of various samples. The results show that hydrogen, ethylene, and propylene are produced whenn-hexadecane, lubricating oil and heavy oil are tested. The simulated distillation analyzer indicates that 95% of raw oil and lubricating oil are eluted in 510℃ and 464℃,respectively, showing 46℃ differences in the boiling point distributions. While, the heavy oil showed 169℃ differences when 95% of raw and lubricating oil are eluted. This is because lighter hydrocarbons, with lower boiling points, are produced under the plasma.
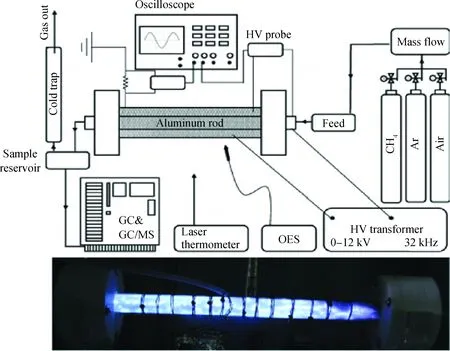
Fig.3 Schematic of the dielectric barrier discharge (DBD) plasma reactor suggested by Mohammd[18]DBD—Dielectric barrier discharge; OES—Optical emission spectroscopy;HV—High voltage; GC—Gas chromatography; MS—Mass spectroscopy
Considering the previous works, Mahtab et al.[20]studied the process of treating fuel oil with methane and ethane by using a barrier discharge plasma torch, to improve the selectivity of products. The effect of working gas flow, various ratios of the working gas and different working gases were investigated. The results show that the production rate of lighter hydrocarbons increases from 1.72 to 10.48 mL/min for 4000 mL/min argon plus 400 mL/min methane as the working gas. And the selectivity of C3-C5is increasing with the decreasing of the Ar/CH4ratio. By changing the type of working gas from methane to ethane, the production rate of light hydrocarbons increases from 3.53 to 13.5 mL/min. Therefore, ethane has a better performance than methane, and it was more suitable as a working gas.
2.1.2Glow discharge plasma
Zhang et al.[21]reported a method for reducing the viscosity of heavy oil with a catalyst using plasma. In his method, heavy oil and a transitional metal catalyst are placed in a quartz tube, with a volume ratio ranging from 3 to 1, to 3 to 10. The quartz tube is fixed in the plasma discharge device. Then, the tube is treated with a vacuum pump until the vacuum degrees reaches 60×10-2kPa. Finally, the discharge device starts to process the heavy oil with the working gases, like H2, CH4, and N2and so on. The discharge voltage can range from 80 to 120 V and processing time can be adjusted from 0.5 h to 3 h. A rotational viscometer is used to determine the viscosity of the heavy oil before and after the reaction. The patent takes H2as the working gas for an example, and the results show that viscosity decreases by 57.55% maximally. Part of the experimental data is shown in Table 1. This patent provides an easy and green way to reduce the viscosity of heavy oil, which is beneficial to flow.

Table 1 Viscosity change of heavy oil after processing[21]
2.1.3Microwave plasma
Mohammad[22]investigated cracking fuel oil using a microwave plasma torch. The schematic of the microwave plasma torch setup is shown in Fig.4. As demonstrated in the previous studies, light products like hydrogen and C1-C4compounds are produced during the process. But the selectivity of products doesn’t show a certain trend with the change of gas flow rate and power.
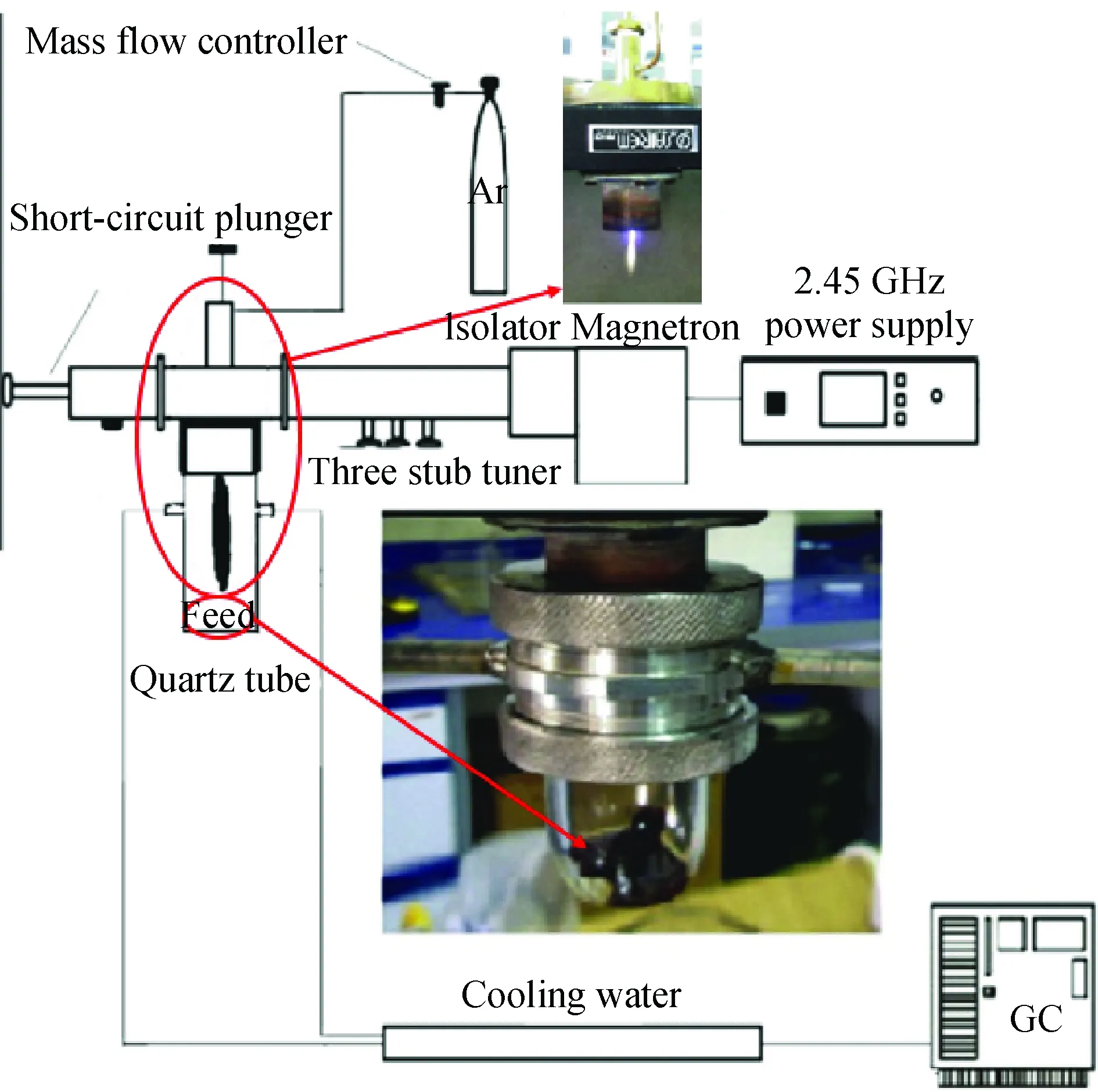
Fig.4 Schematic of the microwave plasma torchsuggested by Mohammad[22]
2.2 Local thermal equilibrium plasma
Li et al.[23]used a non-transferred arc plasma torch reactor, which was designed by Cheng[24], to process coal tar for obtaining acetylene in argon and hydrogen mixed gas, as shown in Fig.5. The plasma torch is discharged between the cathodes and jetted directly into the reactor. This processes coal tar that is loaded through the inlet at the top of the downer reactor. Some important factors, like feedstock injection temperature, working gas and coal tar enthalpy were investigated according to the pyrolysis performance. The results reveal that coal tar is directly converted to acetylene and other gaseous products with conversion rates reaching maximums of 86.3%. The maximum yields of light gas and acetylene are 51.7% and 24.6%, respectively. Furthermore, ethylene is also generated as by-product with the yield of 7.9%.
Cheng[25-26]created a 2 MW pilot scale thermal plasma reactor designed by Chen[27]to study asphaltene pyrolysis in the atmosphere of argon and hydrogen, which is shown in Fig.6. The results show that the optimal feed rate of asphaltene is about 407 kg/h, with the producing of acetylene at the speed of 210 kg/h. Temperature of pyrolysis gas, effective mass ratio of C/H, and inert factors, are key points of this experiment. The addition of hydrogen and decoking gases decrease the effective mass ratio of C/H, and thereby influence the production of acetylene. Thus, the extra rate of hydrogen should be less than 15 kg/h and that of decoking gases should be less than 50 kg/h. Further study also indicates that adding a little of asphaltene or mixing coal tar to coal can improve the performance of coal pyrolysis, leading to more acetylene production and less energy consumption. Co-cracking coal tar and asphaltene by plasma can be used as a supplementary means to complement coal chemical industry and petrochemical industry. Consequently, thermal plasma provides a potential way to process bulk chemical materials with universal adaptability. But how to effectively improve performances under the same total amount of energy input is still worth to be explored.
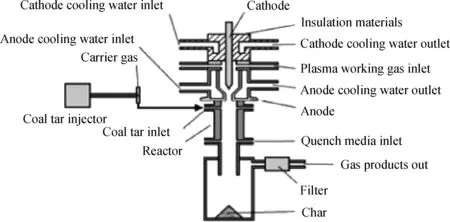
Fig.5 Schematic of the lab-scale thermal plasma reactor suggested by Cheng[24]
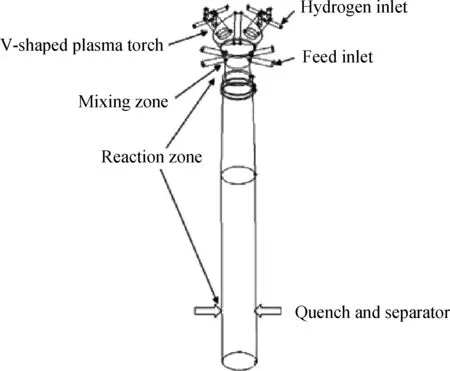
Fig.6 Schematic of the 2MW plasma reactordesigned by Chen[27]
3 Discussion on the influence of parameters on performances
Performance is defined as the conversion rate of fuel oil in this paper. Various parameters affect conversion rate, including discharge type, reactor structure, fuel property, voltage and power, working gas and so on.
3.1 Discharge types
In the field of fuel oil processing,there are four discharge types, radio frequency discharge, arc, microwave, and dielectric barrier discharge, which have been investigated for many years.
Amouroux et al.[28-29]patented an apparatus which upgrades heavy hydrocarbons using radio frequency plasma. It is classified as capacitive coupled plasma (CCP) and inductively coupled plasma (ICP)[30]. ICP has played an important role in the realm of elements detection, rather than oil processing. This is due to its high sensitivity and the fact that it does not need electrodes. Therefore, radio frequency discharge does not be elaborated upon in this paper.
Arc plasma is another principal discharge form, characterized by high electric current density, high luminous intensity and high temperature. Its electric energy can be injected directly into the reactor, providing a plasma environment filled with active particles. More than 80% of the electric energy converts to thermal energy of gases, which is beneficial to the feedstock with poor flow ability[31]. The plasma torch is also special device established by arc. But, arc is very dangerous. This is due to its strong power, which even gives rise to sudden cardiac arrest. Therefore, a lot of attention has to be paid when arc is applied.
Microwave plasma is especially applicable to low pressure discharge because it is created using wide pressure range, from 1 kPa to 0.1 MPa[32]. However, the microwave power system is rather more complicated than others, causing low efficiency.
Dielectric barrier discharge has been chosen to treat heavy hydrocarbons more often for two main reasons. First, it can produce non-thermal equilibrium plasma, which is more preferable. Second, it has great potential in terms of equipment of an industrial scale. This is due to its advantage of being operated under atmospheric pressure.
In conclusion, each discharge type has its own characteristics and different discharge types get different results. The appropriate way is chosen depending on the feedstock and experiment.
自动化电网调度系统对于网络的要求较高,一旦网络安全出现问题后果不堪设想。当前仍然存在对网络安全重视不够的现象,有的仅凭借防火墙来维护网络安全,而没有采用硬件上的隔离,有的甚至于防火墙的安全等级都很低。对网络安全的认识不够和隔离措施的不到位,使得系统很容易被病毒侵袭和被黑客攻击,这种事情一旦发生,对于电网调度来说无疑将会是致命的打击。
3.2 Structure of reactors
Parallel plate and coaxial cylinder are two main reactor structures, which are shown in Fig.7. Parallel plate reactor usually consists of two parallel silicon plates, which requires high purity in order to prevent dielectric breakdown. Corundum is also used to make parallel plate reactors, but it’s not convenient to observe reaction because of its opacity. Coaxial cylinder reactor is more common than parallel plate because it’s easier to create the atmosphere that is needed to increase the contact area between the gas and oil.

Fig.7 Schematic diagram of parallel plate reactor andcoaxial cylinder reactor AC—Alternating current(a) Parallel reactor; (b) Cylinder reactor
The reactors of various discharge methods at laboratory scale have been developed in a relatively diverse way. There are enough references to provide models and patterns. So, it’s not advised to spend too much time on designing structure of reactors. But it doesn’t mean that people should stop making reactors more efficient or continually improving them. For instance, Mohammad et al.[33]enhanced the electrode material of the dielectric barrier discharge (DBD) plasma reactor. They found that, in comparison to other materials, like copper, iron, brass and aluminum, steel was the most efficient material, with the lowest temperature and energy consumption under certain voltages and pulsed frequency.
As most of the research conducted now is based on surface treatment, cylinder reactors are more preferable than parallel-plate reactors, for increasing contact area. But all types of reactors face the problem of scale-up. Some fundamental studies have concentrated on pilot-scale or industrial-scale. The next step should focus on scale-up, based on optimization of parameters.
3.3 Voltage and power
Applied voltage also has a close relationship with performance.Studies show that gas production and input power are increasing with the enhancement of voltage.
In our study, the DBD reactor had been used to process diesel and asphalt to find the correlations between voltage and performance. Gas chromatography-mass spectrometry was firstly used when diesel was treated, and there is an apparent change of carbon distribution after experiment. Then, gas chromatography results show that a lot of gas products from C1to C7are obtained after treatment, and their concentration is increased at higher voltage. The chromatogram and their relations are shown in Fig.8 and Fig.9, respectively.
In order to give a basic comparison of these parameters, some promising experiment results in the field of plasma assisted reforming systems are shown in Table 2.The conversion rates presented here are optimum ones and they show a wide spread. The highest conversion is achieved by Petrochemical Research and Technology Company with a flow rate of argon to methane of 4000 to 400 mL/min[20].
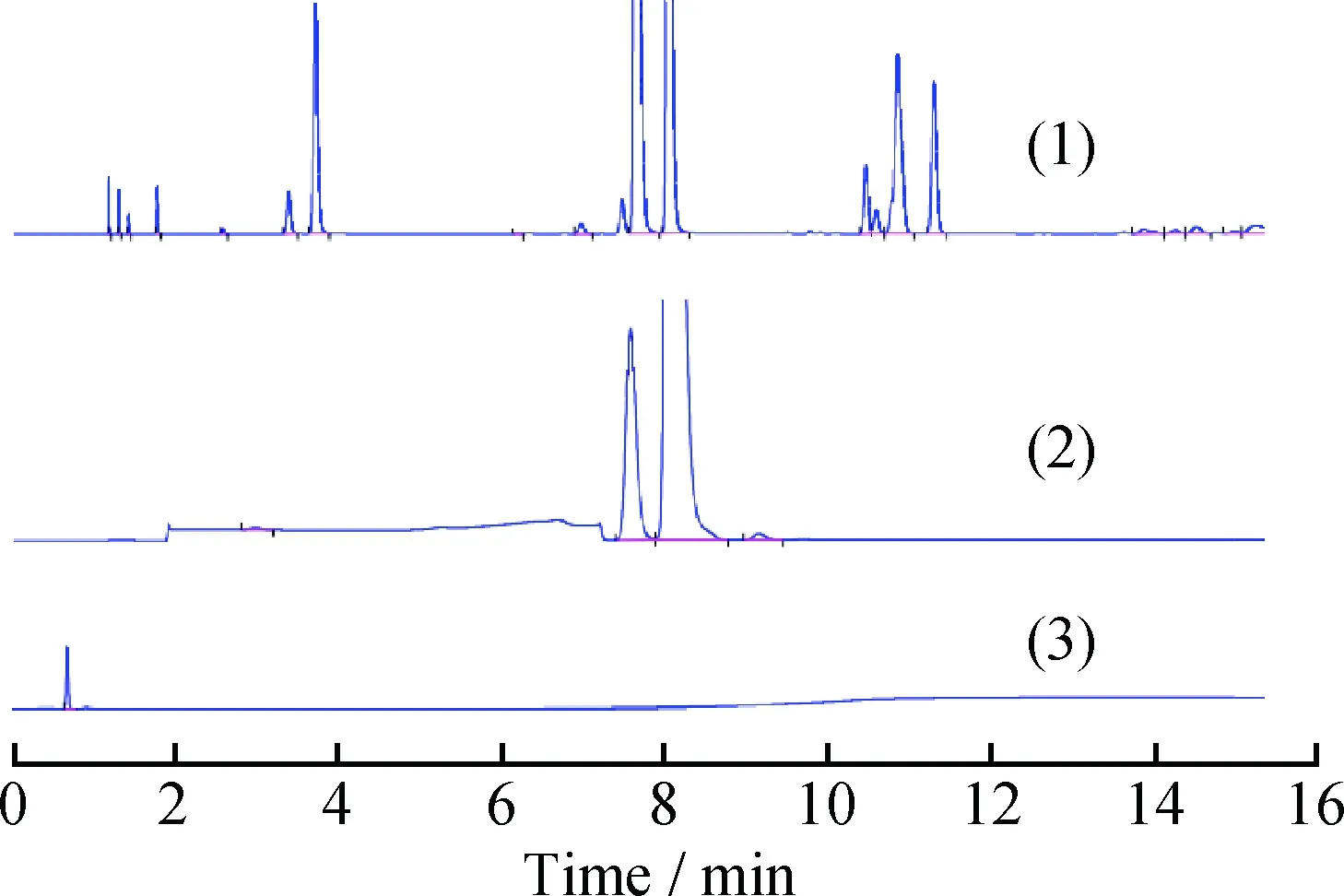
Fig.8 Gas chromatogram of DBD plasma(1) FID 2B, back signal of chromatograph;(2) TCD 1A, front signal of chromatograph;(3) TCD 3C auxiliary signal of chromatograph
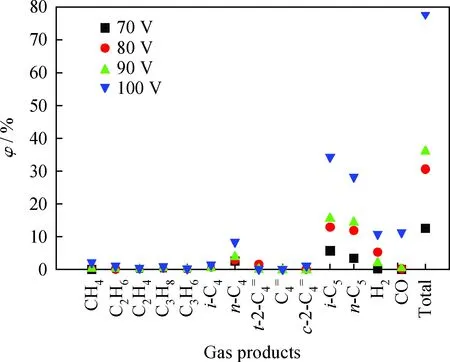
Fig.9 Influence of voltage on the concentration of gas products

TeamFuelReactorPlasmavoltageorpowerConversionrate/%ChinaUniversityofPetroleumDieselHeavyoilDBD45-55V27-37V-SouthwestPetroleumUniversityHeavyoilUnconventionalglowdischarge80-120V-UniversityofChineseAcademyHeavyoilCylinderDBD1000V20 00NationalInstituteofClean⁃and⁃Low⁃CarbonEnergyShenmucoaltarNon⁃transferredarcplasmatorch3-13kW86 30TsinghuaUniversityAsphaltCoaltarThermalplasma1 8-2 3MW57 01-LaserandPlasmaResearchInstituten⁃HexadecaneDBD573W-685W-823W9 41LaserandPlasmaResearchInstituten⁃HexadecaneLubricatingoilHeavyoilDBD573W6 5565 80IncomputableLaserandPlasmaResearchInstitutePyrolysisfueloilMicrowaveplasma850W-PetrochemicalResearchandTechnologyCompanyPyrolysisfueloilDielectricbarrierdischargeplasmatorch 0-16kV98 22
3.4 Working gases
Ling et al.[14]used air and argon to treat heavy oil, and results showed that argon was more suitable than air. Then, Li et al.[34-35]studied coal tar conversion and gas product yield under various hydrogen volume percentages. The conclusions point that the coal tar conversion is only 30.1% in the absence of hydrogen gas. However, with the increasing in hydrogen volume percentage, the conversion and yield of acetylene are improved significantly. It is inferred that hydrogen plasma provides a reaction system with active particles and higher thermal conductivity. This promotes coal tar to be heated up, gasified and transformed. In contrast, methane has the opposite effect when it is mixed with argon. Taghvaei examined four different volume percentages of methane of 0, 25%, 75% and 100%[36]. The results suggest that onset voltage become increased with being larger percentage of methane, leading to the decrease of gas production and energy efficiency.
Mohammad investigated working gas types and found that the cracking percentage for methane was higher than for air[18]. Therefore, other experiments were conducted by using methane as the working gas. Mahtab et al.[20]suggested that ethane has a better effect than methane under the same conditions. Some experiment data is shown in Table 3. A similar comparison can be found in ref.[17], which indicates that the yield of light hydrocarbons in different working gases follows the order: H2>C2H6>CH4>N2.
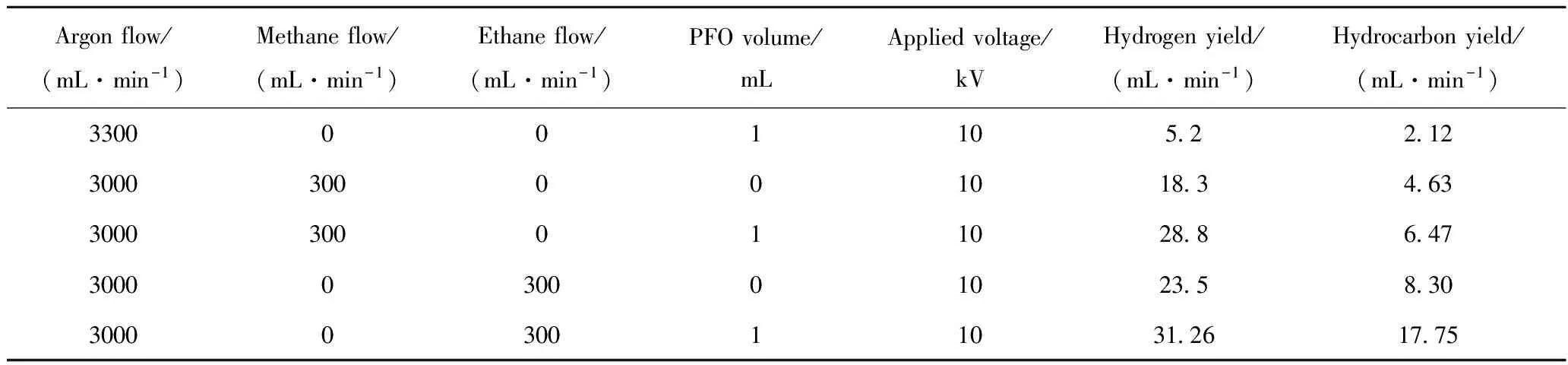
Table 3 The effect of methane and ethane on gas production[20]
PFO—Processed fuel oil
In brief, choosing the appropriate working gas is an important aspect in further studies. It is closely related to the efficiency of ionizing plasma, conversion and the selectivity of products. A mixture of argon and hydrogen rich gas is suggested to be the priority from the comprehensive perspective of economy and efficiency.
4 Conclusions
Applying plasma in the field of fuel oil processing exhibits great values and promising prospects. Unlike previous technology, plasma is an emerging technology that is simple, green and efficient.
At present, the main direction of plasma treating heavy hydrocarbons is to obtain light olefins and hydrogen. Structure of reactor, power and working gas are the important parameters that play a critical role in the effect of discharge, thus they are worth further research and improvement. The cylinder reactor has more advantages than the parallel-plate reactor. Increasing voltage enhances power and energy density under certain conditions, producing more light products. Argon is usually chosen as the working gas, but its onset voltage is relatively large due to its high metastable energy. Therefore, a mixture of argon and a hydrogen-rich gas, like methane or ethane, is the best choice. If hydrogen-rich gases are made into plasma, they can be used to increase the supply ability of activated hydrogen during the process of heavy oil upgrading. This is not only helpful to overcome the coking problem of fixed bed and poor adaptability of feed, but also obtain many gas products through the reactions of free radicals.
The mechanism of plasma reaction is another developing area of research. It is widely assumed that free radical reactions occur during the process. It involves various reactions of different particles, such as atoms, ions and electrons. The process becomes even more complicated with the increasing of the carbon number of feedstock. Therefore, choosing an appropriate model compound to establish a mature mechanism, by using an isotopic tracer method and emission spectrum, is an important direction in further studies.
[1] 2016年末能源和主要化学品消费增长加快[J].辽宁化工, 2017, (1): 75. (Consumption of energy and main chemical products increased significantly at the end of 2016[J].Liaoning Chemical Industry, 2017, (1): 75.)
[2] 贾承造, 庞雄奇, 姜福杰. 中国油气资源研究现状与发展方向[J].石油科学通报, 2016, (1): 2-23. (JIA Chengzao, PANG Xiongqi, JIANG Fujie. Research status and development directions of hydrocarbon resources in China[J].Petroleum Science Bulletin, 2016, (1): 2-23.)
[3] 付跃. 三种国外常用蒸汽驱解析模型剖析及其适用性研究[D].大庆: 东北石油大学, 2015.
[4]马强. 国家能源稠(重)油开采研发中心落户辽河[J].石油化工应用, 2014, (9): 114. (MA Qiang. National energy heavy oil exploitation and research center settled in Liaohe[J].Petrochemical Industry Application, 2014, (9): 114.)
[5] 于红, 凌伟, 赵明. 等离子体技术在重油加工中的应用[EB/OL].北京: 中国科技论文在线[2011-02-18].http://www.paper.edu.cn/releasepaper/content/201102-405.
[6] 路相宜. 重油轻质化的解决之道——访重质油国家重点实验室主任徐春明教授[J].中国石油石化, 2007, (16): 48-49. (LU Xiangyi. Solution to upgrading heavy oil—Interview with Professor XU Chunming of director of State Key Laboratory of Heavy Oil[J].China Petrochem, 2007, (16): 48-49.)
[7] 钟英竹, 靳爱民. 渣油加工技术现状及发展趋势[J].石油学报(石油加工), 2015, 31(2): 436-443. (ZHONG Yingzhu, JIN Aimin. Present situation and progresses of residue processing technology[J].Acta Petrolei Sinica (Petroleum Processing Section), 2015, 31(2): 436-443.)
[8] 王琪, 曾宿主, 解增忠, 等. 低油价下典型中东原油溶剂脱沥青组合工艺的市场前景分析[J].石油学报(石油加工), 2017, 33(2): 379-385. (WANG Qi, ZENG Suzhu, XIE Zengzhong, et al. The market prospect of using solvent deasphalting combination process to process typical Middle East crude oil under the low price[J].Acta Petrolei Sinica (Petroleum Processing Section), 2017, 33(2): 379-385.)
[9] CHEN F F. 等离子体物理学导论[M].北京: 科学出版社, 2016: 1-10.
[10] 菅井秀郎. 等离子体电子工程学[M].北京: 科学出版社, 2002: 13-28.
[11] 吕一军. 滑动弧放电等离子体转化醇醚燃料制氢[D].天津: 天津大学, 2012.
[12] 王皓, 宋凌珺, 李兴虎, 等. 介质阻挡放电等离子体甲烷部分氧化重整制氢[J].物理化学学报, 2015, 31(7): 1406-1412. (WANG Hao, SONG Lingjun, LI Xinghu, et al. Hydrogen production from partial oxidation of methane by dielectric barrier discharge plasma reforming[J].Acta Phys-Chim Sin, 2015, 31(7): 1406-1412.)
[13] 董洁. 非平衡等离子体转化低碳烷烃的研究[D].大连: 大连理工大学, 2012.
[14] 凌伟. 介质阻挡放电等离子体作用于稠油的基础实验研究[D].北京: 中国石油大学, 2011.
[15] 赵明. 等离子体处理稠油的机理与研究[D].北京: 中国石油大学, 2011.
[16] HAO Haigang, YANG Jianli, GUO Qiang, et al. Non-thermal plasma enhanced heavy oil upgrading[J].Fuel, 2015, 149(1): 162-173.
[17] 郝海刚.一种提质重质碳氢化合物生产轻质油品的方法及其等离子体加氢反应器: 中国, 2012104648033[P].2013-02-27.
[18] MOHAMMAD R K, SEYED HRB, MAZIAR S Y, et al. Investigation of cracking by cylindrical dielectric barrier discharge reactor on then-hexadecane as a model compound[J].IEEE Transactions on Plasma Science, 2011, 39(9): 1807-1813.
[19] MOHAMMAD RK, ATIEH K, ELHAM D. Study on the feasibility of plasma (DBD reactor) cracking of different hydrocarbons (n-hexadecane, lubricating oil, and heavy oil[J].IEEE Transactions on Plasma Science, 2014, 42(9): 2213-2220.
[20] MAHTAB G, ATIEH K, MOHAMMAD R K. Dielectric barrier discharge plasma torch treatment of pyrolysis fuel oil in presence of methane and ethane[J].Journal of Electrostatics, 2015, 76: 178-187.
[21] 张辉, 杨超, 郭平, 等.一种等离子体催化协同稠油降黏方法: CN, 2013104429098[P].2014-01-01.
[22] MOHAMMAD R K, ELHAM D G, MAHTAB G, et al. The effects of microwave plasma torch on the cracking of pyrolysis fuel oil feedstock[J].Chemical Engineering Journal, 2014, 237: 169-175.
[23] 李轩, 韩建涛, 吴昌宁, 等. 热等离子体热解煤焦油制乙炔[J].化工学报, 2014, 65(9): 3680-3686. (LI Xuan, HAN Jiantao, WU Changning, et al. Coal tar pyrolysis to acetylene in thermal plasma[J].CIESC Journal, 2014, 65(9): 3680-3686.)
[24] CHENG Yan, YAN Binhang, LI Tianyang, et al. Experimental study on coal tar pyrolysis in thermal plasma[J].Plasma Chemistry and Plasma Processing, 2015, 35(2): 401-413.
[25] 程炎, 颜彬航, 李天阳, 等. 煤/煤焦油/沥青质的热等离子体裂解特性比较分析[J].化工学报, 2015, 66(8): 3210-3217. (CHENG Yan, YAN Binhang, LI Tianyang, et al. Comparison of pyrolysis performances of coal/coal tar/asphaltenein thermal plasmas[J].CIESC Journal, 2015,66(8): 3210-3217.)
[26] 程炎, 李天阳, 颜彬航, 等. 沥青质热等离子体裂解热力学的分析[J].石油化工, 2015,44(10): 1168-1176. (CHENG Yan, LI Tianyang, YAN Binhang, et al. Thermodynamic analysis of asphaltene pyrolysis in thermal plasma reactor[J].Petrochemical Technology, 2015, 44(10): 1168-1176.)
[27] CHEN Jiaqi, CHENG Yi. Process development and reactor analysis of coal pyrolysis to acetylene in hydrogen plasma reactor [J].Journal of Chemical Engineering of Japan, 2009, 42(Supplement): 103-110.
[28] AMOUROUX J, NIKRAVECH M. Method of cracking a batch of heavy hydrocarbons into lighter hydrocarbons: US, 5026949[P].1991.
[29] AMOUROUX J, NIKRAVECH M. Process for the hydrocracking of a hydrocarbon feedstock and hydrocracking plant for carrying: US, 2615523[P].1987.
[30] 赵化侨. 等离子体化学与工艺[M].合肥: 中国科学技术大学出版社, 1993: 107-186.
[31] 杜长明. 滑动弧放电等离子体降解气相及液相中有机污染物研究[D].杭州: 浙江大学, 2006.
[32] 郭强. 等离子体和催化技术协同转化空气中甲烷的研究[D].天津: 天津大学, 2008.
[33] RAHIMPOUR M R, JAHANMIRI A, SHIRAZI M M, et al. Combination of non-thermal plasma and heterogeneous catalysis for methane and hexadecane co-cracking: Effect of voltage and catalyst configuration[J].Chemical Engineering Journal, 2013, 219(7): 245-253.
[34] 李轩, 韩建涛, 吴昌, 等. 氢氩等离子体裂解煤焦油制乙炔实验研究[J].中国煤炭, 2014, (S1): 445-448. (LI Xuan, HAN Jiantao, WU Chang, et al. Study of cracking coal tar to produce acetylene assisted by argon and hydrogen plasma[J].China Coal, 2014, (S1): 445-448.)
[35] 李轩, 韩建涛, 任冬雪, 等. 热等离子体热解煤焦油制乙炔过程的六西格玛研究[J].化工管理, 2015, (21): 87-90. (LI Xuan, HAN Jiantao, REN Dongxue, et al. The six sigma study of cracking coal tar to produce acetylene by thermal plasma[J].Chemical Enterprise Management, 2015, (21): 87-90.)
[36] HAMED T, ABDOLHOSIEN J, MOHAMMAD R R. Hydrogen production through plasma cracking of hydrocarbons: Effect of carrier gas and hydrocarbon type[J].Chemical Engineering Journal, 2013, 226(24): 384-392.
