陶瓷坯体3D塑性成形及原料性能研究
2018-04-11张娟娟王秀峰曹新强樊小蒲江红涛于成龙
张娟娟, 王秀峰, 杨 阳, 曹新强, 樊小蒲,王 佳, 江红涛, 于成龙
(陕西科技大学 材料科学与工程学院, 陕西 西安 710021)
0 引言
陶瓷3D打印技术近年来发展迅速,已经成为3D打印技术的热点领域[1].目前主要的陶瓷3D打印技术有选择性激光烧结技术(SLS)、熔融沉淀技术(FDM)、直接三维打印技术(3DP)和立体光固化技术(SLA),根据成型方法和使用原料的不同,每种打印技术都有自己的优缺点[2-4].
目前,塑性陶瓷泥料主要用于生产陶瓷艺术品、日用瓷、陶瓷洁具等产品.对于陶瓷洁具而言,其产品内部结构复杂,造型差异大,整体尺寸大,生产周期长、产量大,是现代生活的必需品[5,6].对于陶瓷艺术品而言,最突出的特点就是创意产品造型、色彩、寓意不同,可进行个性化定制,特色鲜明,且多采用地方原料[7,8].生产这两类陶瓷产品时,坯体成形是基础,后期施釉和烧成是不可缺少的工序.因此研究此类陶瓷制造新技术需考虑所用原料的“地域性”以及“坯釉结合”等问题,在不改变坯体主要组成及釉料成分的前提下进行陶瓷制造新技术的研发具有重要的现实意义.
本文提出一种陶瓷3D打印新技术:挤出堆积成形技术(Extruded Deposition Modeling,EDM),用于塑性陶瓷泥料的直接连续挤出堆积成形.以该技术为中心,主要进行塑性泥料性能研究,3D打印设备搭建及调试,并利用泥料及打印设备进行复杂造型陶瓷坯体打印成型.
1 实验部分
1.1 打印装备总体设计
挤出堆积3D打印机总体应满足刚性好、强度高、速度快、稳定性好、可成形大件,适用于塑性泥料直接成形等要求.因此,根据挤出堆积原理,设计打印装备整体包含:送料系统,挤出系统,软件及控制三大系统.整体装备如图1所示:外部尺寸2 200 mm×2 400 mm×1 800 mm,可打印尺寸1 000 mm×1 200 mm×600 mm,电源220 V,功率3 200 W.
1.2 打印机各系统选择
打印机包括三个系统:送料系统、挤出系统、软件及控制系统.其中送料系统主要用于整个打印设备的原料供给,包括空压机、压力料仓、管道、螺旋推进器四部分.螺旋推进器同时作为挤出系统的一部分,用于将泥料挤出至打印喷嘴,并以适当的压力粘结在前一层上,实现泥料连续稳定供给和累积,其具体结构如图2所示.
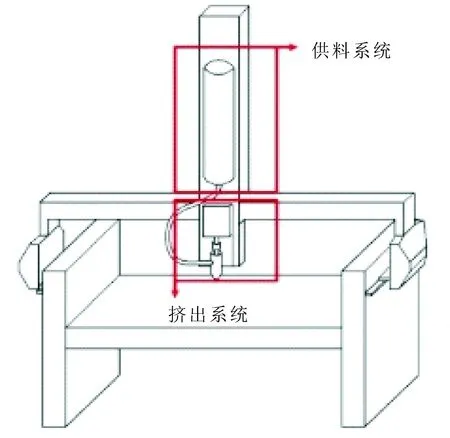
(a)3D打印机模型

(b)3D打印机实体图图1 陶瓷3D打印机
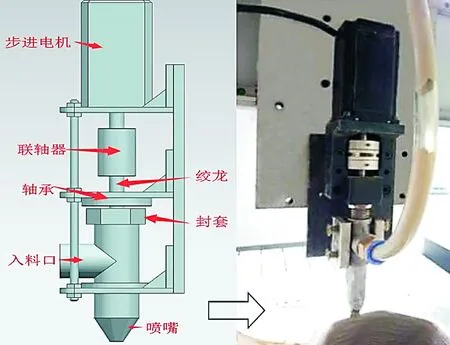
图2 螺旋推进器
选择SolidWorks建模软件、ChiTuSlicer切片软件以及ChiTu V3.6三维数控系统作为打印机的软件及控制系统.控制主板输入电压12~24 V,调试打印机在XYZ三轴运动,使得三轴打印误差X≦0.05 mm,Y≦0.05 mm,Z≦0.06 mm.
1.3 原料及测试
实验选用中国南方某陶瓷公司配方原料.利用万能材料实验机测试泥料应力及应变量.称取110 g泥料,做成直径d约为4.5士0.1(cm)的泥球,施加负荷p(kg)使其发生变形形成裂纹,测量泥球出现裂纹时的高度h(cm).
采用三点弯曲法测试陶瓷抗弯强度.甲基纤维素的加入量分别为原料质量的0%、1%、2%、3%、4%、5%,将泥料制备成长宽高分别为60 mm、10 mm、6 mm的长方体试样进行测试.
2 结果与讨论
2.1 原料基本要求
直接挤出堆积成形的关键是解决泥料的可塑性、流动性和稳定性.可塑性保证了泥料从喷嘴挤出后可快速凝聚,坯体逐层堆积时不变形.流动性要求泥料含水适中,均匀致密,因此需用真空炼泥机反复练泥,真空度保持在40~50 MPa之间.稳定性要求泥料颗粒度小且均匀无杂质,颗粒度直接影响打印精度及打印稳定性,颗粒越粗越不易挤出,打印精度越低,因此在预制泥料时需将粉料过280目筛,平均粒径50μm左右.
2.2 泥料可塑性与含水率的关系
在进行打印时,需根据打印机挤出速度,挤出压力,三轴移动速度等参数对泥料流动性及塑性进行优化,在不改变坯料本身成分的条件下,通过改变含水率调节泥料塑性,分析了含水率对可塑性的影响.其中,可塑性指标s=(d-h)·p(kg·cm),裂纹时施加的负荷p即为应力值,用来近似反映屈服值,应变量×100%为泥料裂纹前的最大变形量[9,10].
从图3(a)曲线分析,应变量随着泥料含水率的增加而增加,其主要原因是因为泥料中的粒子会进行充分水化,在颗粒表面会形成一层较厚的水化膜,起到了改善粒子间润滑的作用,可以使泥料在受力过程中更易发生位移,增大应变量,从而提高泥料流动性[11,12].
曲线中应变量在14%~24%之间,对应含水率在21.5%~23.5%区间时曲线呈线性变化.因此,针对不同地区泥料料性不同,在确定含水率时,可利用控制应变量的范围来定性,即应变量在14%~24%区间内时泥料适于打印,对应含水率-应变量关系曲线中的含水率区间即为适于挤出堆积技术的不同地区泥料含水率的取值范围.此外,该区间的线性变化率则反映了泥料在挤出时的难易程度,可根据线性变化率调整对应挤出压力和挤出速度.
从图3(b)曲线看出,随着泥料含水率的增加会导致应力值减小.这是因为含水率增加,颗粒表面的水化膜增厚,颗粒间吸引力减小,导致屈服值逐渐降低.在一定的含水量范围内,随着含水率的逐渐降低,颗粒相互靠近吸引力增强,屈服值增高[13-15].当泥料含水率过低时,会造成颗粒间塑性水膜中断,导致试样出现裂纹.含水率在21.5%~23.5%之间时,应力值对应在2.5~3 kg附近,因此也可根据应力值范围确定其他地区泥料的含水率.

(a)应变
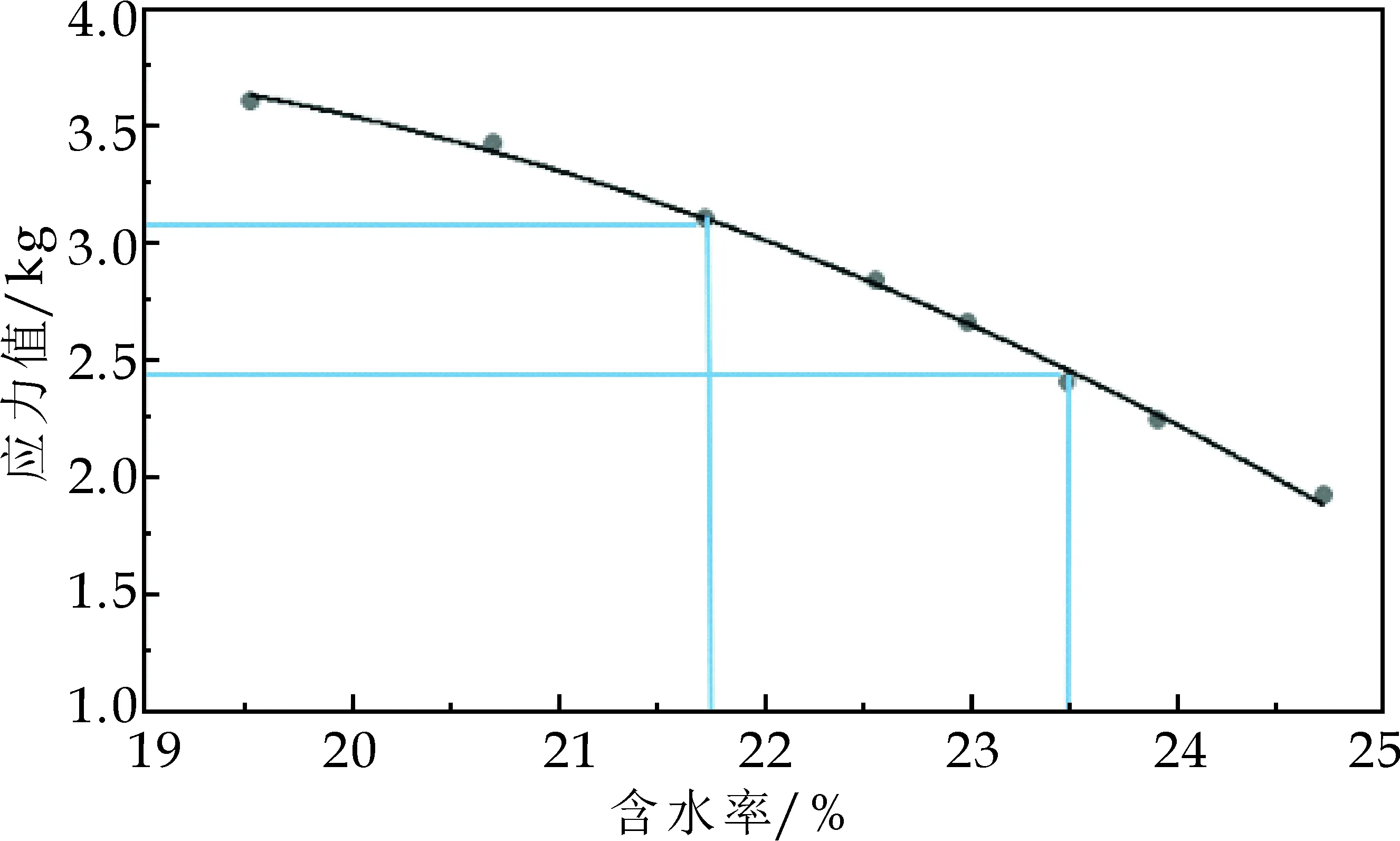
(b)应力图3 泥料含水率与应力、应变的关系
进一步研究发现,泥料的含水率对可塑性有极值效应.从图4曲线可看出,泥料含水量在23%左右时可塑性存在极大值,通过后续打印发现含水率为23%时配制泥料既具有良好的可塑性还具有较好的流动性.
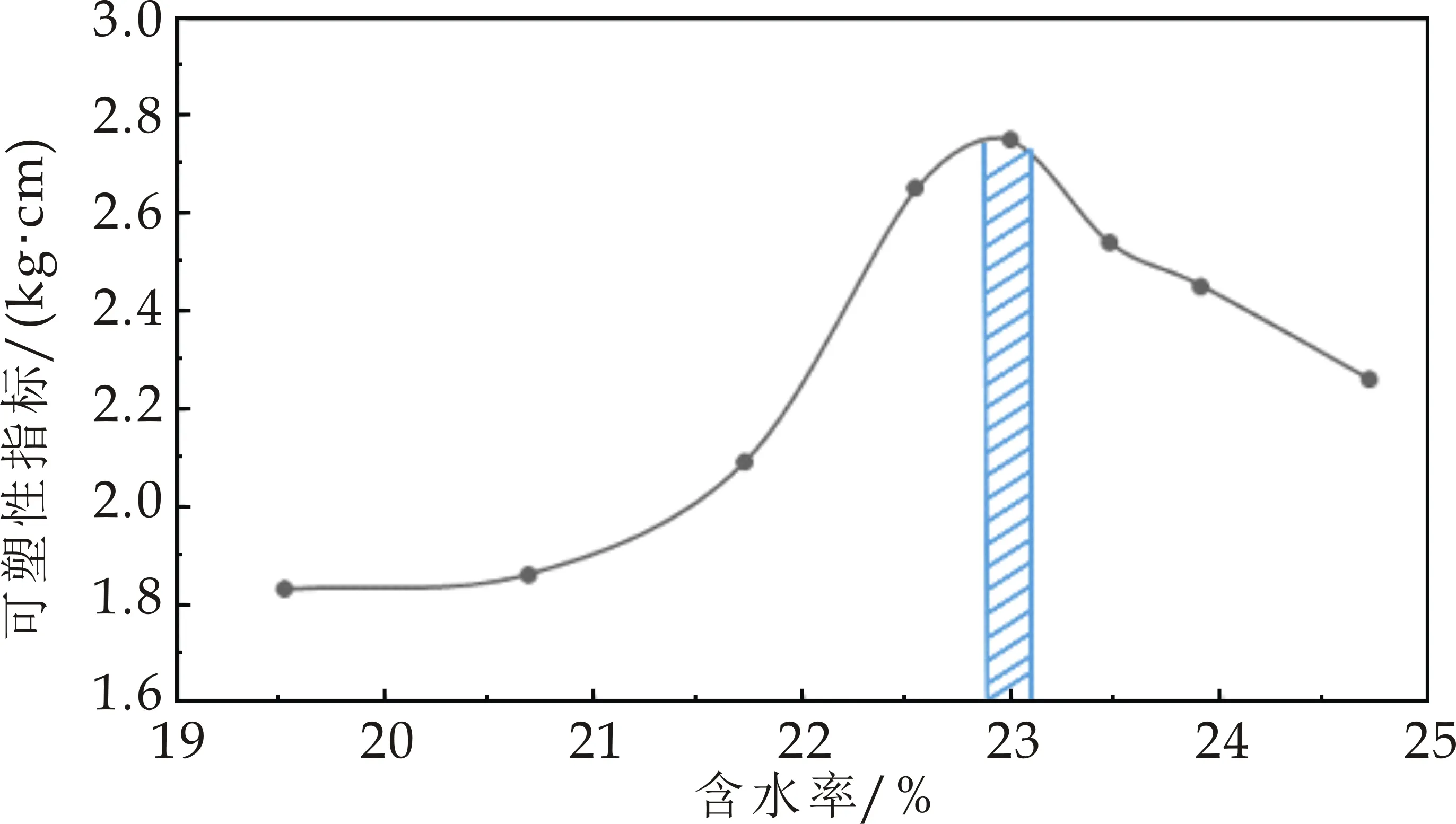
图4 泥料含水率对可塑性的影响
2.3 坯体抗弯强度与甲基纤维素的关系
泥料中的粘结剂含量是控制泥料塑性的主要手段[16,17].可以通过添加甲基纤维素来弥补陶瓷坯料本身塑性的不足,但甲基纤维素的加入会导致坯体中有机物增多,对烧成后的制品性能产生不良影响.
从图5可以看出,适量的甲基纤维素对泥料可塑性及3D打印制品的抗弯强度均有一定的提高,在含量为3.5%时坯体抗弯强度最大,但当甲基纤维素用量从4%增加到5%时,制品的抗弯强度从47.84 MPa急剧下降到33.47 MPa,过多的甲基纤维素不仅会使得泥料粘度大大增加,还会使打印坯体中有机物增多,泥料密度降低,使材料孔隙率增大导致烧成后坯体强度变低.因此考虑坯体烧成后的强度,选择甲基纤维素用量在3%左右为宜.

图5 甲基纤维素对抗弯强度的影响
2.4 打印机各系统参数对坯体质量的影响
通过调节料仓压力,螺旋推进器的电机转速,控制面板挤出速率及挤出量等参数控制打印.结果表明,调节料仓压力在0.3~0.6 MPa之间时,采用含水率为23%,甲基纤维素含量为3%的泥料均可实现挤出,且挤出压力越大,挤出量及挤出速度越大.但当挤出压力高于0.5 MPa时,喷嘴处有泥料喷涌现象,且打印件尺寸与所设计的模型尺寸偏差较大.当挤出压力低于0.35 MPa时,喷嘴出泥量较少,在进行逐层堆积至高处时出现塌陷现象,因此根据测试得到挤出压力为0.4 MPa时,打印质量最好.
对挤出系统而言,赤兔板的挤出速度挤出量以及电机转速共同控制喷嘴处的出泥量.在打印机Z轴移动速度为300 mm/s的前提下,实验测得电机转速为1 300 r/min,赤兔控制面板挤出速度120%,挤出量100%时,挤出量控制良好,不存在挤出过多引起的堆料及挤出不足引起的断料等情况.打印件表面光滑,层间结合紧密,层厚均匀,层片累积过程中泥料支撑性能良好,不存在塌陷现象.打印测试如图6所示,模型尺寸均为200 mm×200 mm×100 mm,重叠率15%,图6左图形打印时间15 min,图6右图形打印时间5 min.

图6 打印测试图
经过打印、干燥、修坯、施釉、烧成等后处理,实现了陶瓷工艺品的制造,并且可根据需求对产品造型及尺寸进行调整和打印,如图7所示.成形产品造型复杂,尺寸精确,薄壁.实现了陶瓷艺术品的创新设计与成形.

(a) 高8.3 mm、宽7.6 mm、 (b) 高13.2 mm、宽8.2 mm、 壁厚0.9 mm 壁厚0.4 mm

(c) 高12.6 mm、宽9.5 mm、 (d) 高4.3 mm、宽3.5 mm、 壁厚0.6 mm 壁厚0.2mm图7 3D打印陶瓷艺术品
3 结论
(1)提出了一种运用于艺术陶瓷的3D打印新技术—挤出堆积成形技术.具体指陶瓷塑性泥料依靠外部作用力从喷嘴挤出,借助泥料本身特性直接堆积成形.研究表明,这项技术适合于将数字化成形与传统原料配方及后期施釉工艺相结合,是艺术陶瓷坯体成形技术的重要突破.
(2)不同地域泥料性能差异较大,因此该技术从原料及打印装置上进行深入研究,进一步缩小地域化差异,实现同一台装备可打印各地不同泥料.发现对于不同地区的原料和配方,一般可控制其应变量在14%~24%,应力值在2.5~3.0 kg,此时,应力-应变曲线上对应的含水率即为挤出堆积技术所用泥料的含水率范围.添加剂甲基纤维素的量控制在3.0%左右.
(3)进行打印装备选择,包括供料系统,挤出系统,软件及控制系统.经打印测试,成功打印出具有复杂结构的陶瓷坯体.该装备主要应用于陶瓷坯体打样、设计、评价、直接制造母模原型等方面,有助于加快陶瓷艺术品及复杂结构陶瓷品的新品开发速度和成功率,实现陶瓷产品多样化和生产现代化.
[1] 王秀峰,罗宏杰.快速原型制造技术[M].北京:中国轻工业出版社,2001.
[2] Faes M,Valkenaers H,Vogeler F,et al.Extrusion-based 3D printing of ceramic components[J].Procedia Cirp,2015,28:76-81.
[3] Dimov S S,Pham D T.Rapid prototyping and rapid tooling the key enablers for rapid manufacturing[J].Archive Proceedings of the Institution of Mechanical Engineers Part C:Journal of Mechanical Engineering Science,2003,217(1):1-23.
[4] Choudhari C M,Patil V D.Product development and its comparative analysis by SLA,SLS and FDM rapid prototyping processes[J].Materials Science and Engineering,2016,3(2):9-12.
[5] Wang X J,De Q L,Huang X H.Modern molding technology for sanitary ceramic wares[J].Die & Mould Industry,2011,37(1):65-67.
[6] Miranda S D,Patruno L,Ricci M,et al.Ceramic sanitary wares: Prediction of the deformed shape after the production process[J].Journal of Materials Processing Tech,2015,215(2):309-319.
[7] 毕海龙.传统文化与陶瓷造型艺术的融合[J].中国陶瓷,2014,50(7):80-82.
[8] Yu F B,Gao Y.Research on ceramic art design based on rhetorical devices[J].Applied Mechanics & Materials,2013,312:968-971.
[9] Uskov I A.Assessing the plasticity of clay materials[J].Glass & Ceramics,1959,16(3):153-157.
[10] Naeini S A,Ziaie Moayed R.Effect of plasticity index and reinforcement on the CBR value of soft clay[J].International Journal of Civil Engineering,2009,7(2):124-130.
[11] 彭陈亮,闵凡飞,赵晴,等.微细矿物颗粒表面水化膜研究现状及进展综述[J].矿物学报,2012,32(4):515-522.
[12] Silvestre J,Silvestre N,Brito J D.Review on concrete nanotechnology[J].European Journal of Environmental & Civil Engineering,2015,20(4):1-31.
[13] 刘素文.陶瓷泥料塑性参数与含水率的相关性分析[J].中国陶瓷,1998,34(1):8-10.
[14] Horpibulsuk S,Suddeepong A,Chinkulkijniwat A,et al.Strength and compressibility of lightweight cemented clays[J].Applied Clay Science,2012,69(21):11-21.
[15] Shibasaki Y,Maeda M,Nishioka A,et al.DSC measurement of the unfrozen water on the surface of clay particles and the plasticity[J].Nendo Kagaku,1992,32(2):78-85.
[16] Andrade F A,Al Qureshi H A,Hotza D.Measuring the plasticity of clays: A review[J].Applied Clay Science,2011,51(1-2):1-7.
[17] Rahmat M N,Ismail N.Sustainable stabilisation of the lower oxford clay by non-traditional binder[J].Applied Clay Science,2011,52(3):199-208.
