冷连轧升降速过程中轧制加速度优化设定技术
2018-04-02姚寿军
姚寿军
(宝山钢铁股份有限公司 镀锡板厂,上海 200431)
0 引言
1 冷连轧轧制过程拉毛形成机理分析
冷连轧机在轧制带材过程中,为了对高速旋转的轧辊起到冷却和润滑的作用,会在轧辊与辊缝处喷射一定量的乳化液,当含有铁粉的乳化液喷淋在轧辊和辊缝入口处时,部分铁粉(尤其是与油滴结合的皂化铁粉)会随轧制油颗粒吸附在轧辊和带材表面。根据文献[4]可知,由于轧辊处于旋转运动状态,因此轧辊表面的铁粉与轧制油在一段时间内逐渐增多,最终在其表面形成一层铁粉浓度很高的油膜层。随着轧制过程的进行,轧辊表面位置处的铁粉因为受到与带材之间滑动摩擦力的阻碍与轧辊表面分离,分离后的铁粉会在辊缝入口处附近迅速堆积(如图1所示),并不断吸附其后位置处的铁粉。在板带升、降速过程中,加速度很大即速度差很大时,乳化液中的铁粉会附着在轧辊表面,来不及随带材一起进入变形区,铁粉含量的突然增加会继续连带吸附乳化液中的铁粉,导致铁粉团变大(如图2所示),使得铁粉团刮蹭到钢板表面,从而引发拉毛缺陷;加速度较小即速度差较小时,乳化液中附着在轧辊表面的铁粉会随着带材一起进入变形区,使得铁粉团不会显著增大(如图3所示),便减小了拉毛缺陷发生的概率,使得带材的表面质量更光洁。
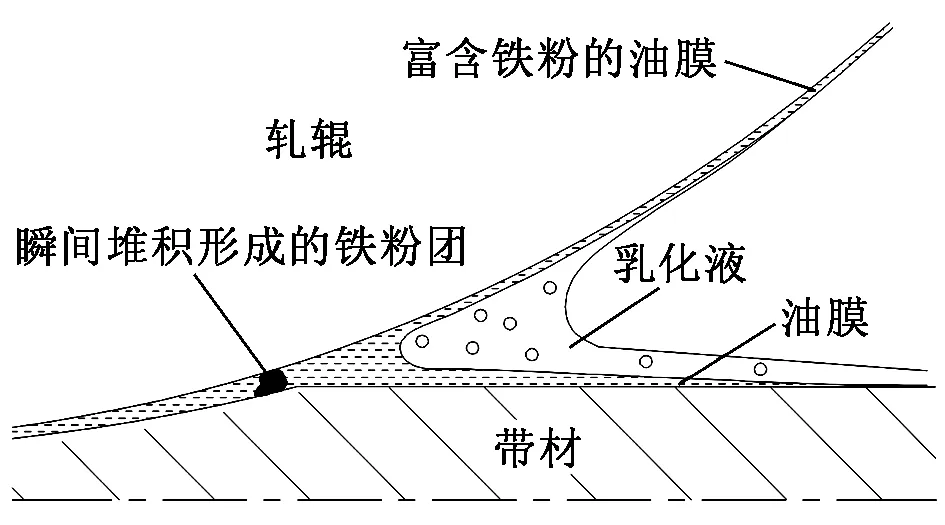
图1 高速轧制过程中辊缝入口处铁粉团
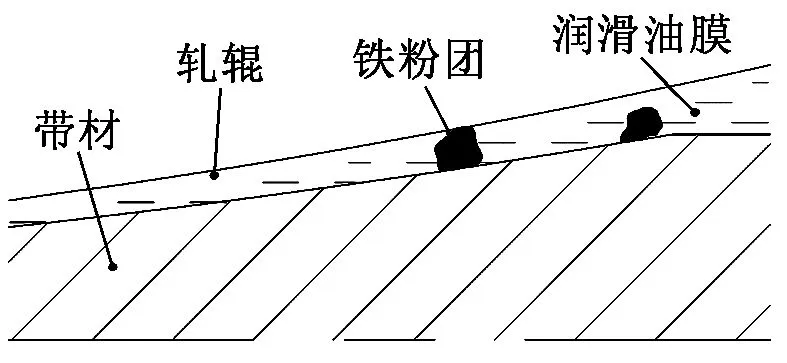
图2 轧制加速度较大时变形区内铁粉团分布示意图
2 冷连轧机升、降速过程轧制加速度优化设定技术
2.1 拉毛因子的提出
由上述分析可知,冷连轧机在升、降速过程中由于轧制加速度的不合理设定会导致带钢表面出现拉毛缺陷以及轧辊表面出现划痕。经过大量现场试验和理论分析,对于冷连轧轧制过程中的拉毛问题,特引入一个参数——拉毛因子φ来表征拉毛发生程度的大小,各机架拉毛因子φi的值越小,则拉毛缺陷出现的概率越小,发生程度越轻;反之,各机架拉毛因子φi越大,则拉毛缺陷出现的概率越大,发生程度越严重。在现场数据回归与理论推导的基础上,得到的拉毛因子的数学模型为:

(1)
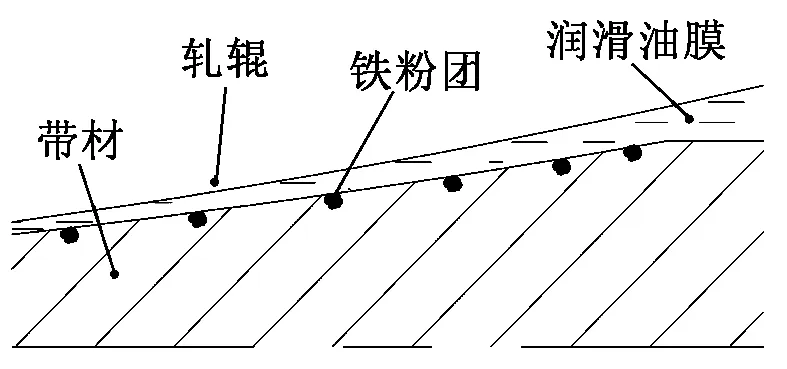
图3 轧制加速度较小时变形区内铁粉团分布示意图
由式(1)可以看出,对于一个特定的冷连轧轧制过程,在轧制工艺参数和工艺润滑制度以及来料钢种、压下量一定的条件下,各机架的轧制加速度对拉毛因子有决定性影响。
2.2 以降低拉毛缺陷为目标的轧制加速度优化技术
由上述可知,冷连轧机轧制时各机架的轧制加速度对于冷连轧轧制过程中拉毛缺陷的治理有重要作用,因此本文对如何合理地设定各机架在轧制时的加速度进行详细研究。
本文在优化出最终的轧制加速度前,首先需要给出末机架轧制加速度初始设定值a5,通过轧制过程秒流量相等和加速度公式就可以得到各机架的瞬时轧制速度vi。那么轧制经过一段时间Δt后,依据上述原理就可以求出经过时间Δt后的各机架瞬时速度vi(t),根据加速度定义,即单位时间内各机架速度的变化量,可以求解出其余前4机架的轧制加速度。特别指出,此时求出的各机架的轧制加速度均是依据末机架轧制加速度的初始设定值求解出的,并非最终优化得出的结果。
在求得各机架初始轧制加速度后,考虑实际生产情况,为了满足冷连轧轧制过程中生产的稳定性,必须保障典型规格产品在生产过程中由于轧制加速度引起的轧制力和轧制功率的波动不应该超过许可值,即:
其中表示u直接信任的用户集合,表示信任u的用户集合.信任关系的隐私反馈信息可根据用户评分隐式反馈信息来定义.类似评分,用表示u信任的用户对其评分产生的隐式影响.用表示信任u的用户对其评分产生的隐式影响.Guo等[7]提出通过融合显/隐式信任关系来对用户特征进行更详细地建模,预测评分即为
(2)
其中:ΔPi为第i机架轧制力的波动;ΔPmxai为第i机架轧制力波动最大范围;ΔFi为第i机架轧制功率的波动;ΔFmaxi为第i机架轧制功率波动最大范围;λ为安全系数,一般取λ=0.7~0.9。
为了求解式(2)中轧制力和轧制功率的变化值,根据文献[5]并结合现场大量试验与理论分析修正出轧制典型规格产品生产过程中单位时间内各机架的轧制压力Pi和单位时间内各机架的轧制功率Fi计算公式:

(3)
其中:Qm为外摩擦影响系数;Ki为第i道次(道次与机架号对应)平均变形抗力影响系数;ζi为第i机架等效张力影响系数;B为带材宽度,mm;Dw i为第i机架工作辊直径,mm;hi为第i道次出口带材厚度;v为泊松比;vij为第i机架j时刻轧制速度,m/s;E为弹性模量,MPa。
基于以上分析,为了减少冷连轧轧制过程中带材出现拉毛问题,同时保证各机架轧制力和轧制功率的波动幅度在合理范围内,可将冷连轧轧制过程中降低拉毛缺陷的优化设定目标函数定义为:
(4)
因此,冷连轧轧制过程以降低拉毛缺陷为目标的优化设定问题最终转化为:在满足一定条件的求解域范围内,寻找一组合适的{ai},使得目标函数值达到最小。采用Powell优化方法就可以迅速得到结果,具体求解步骤如图4所示。
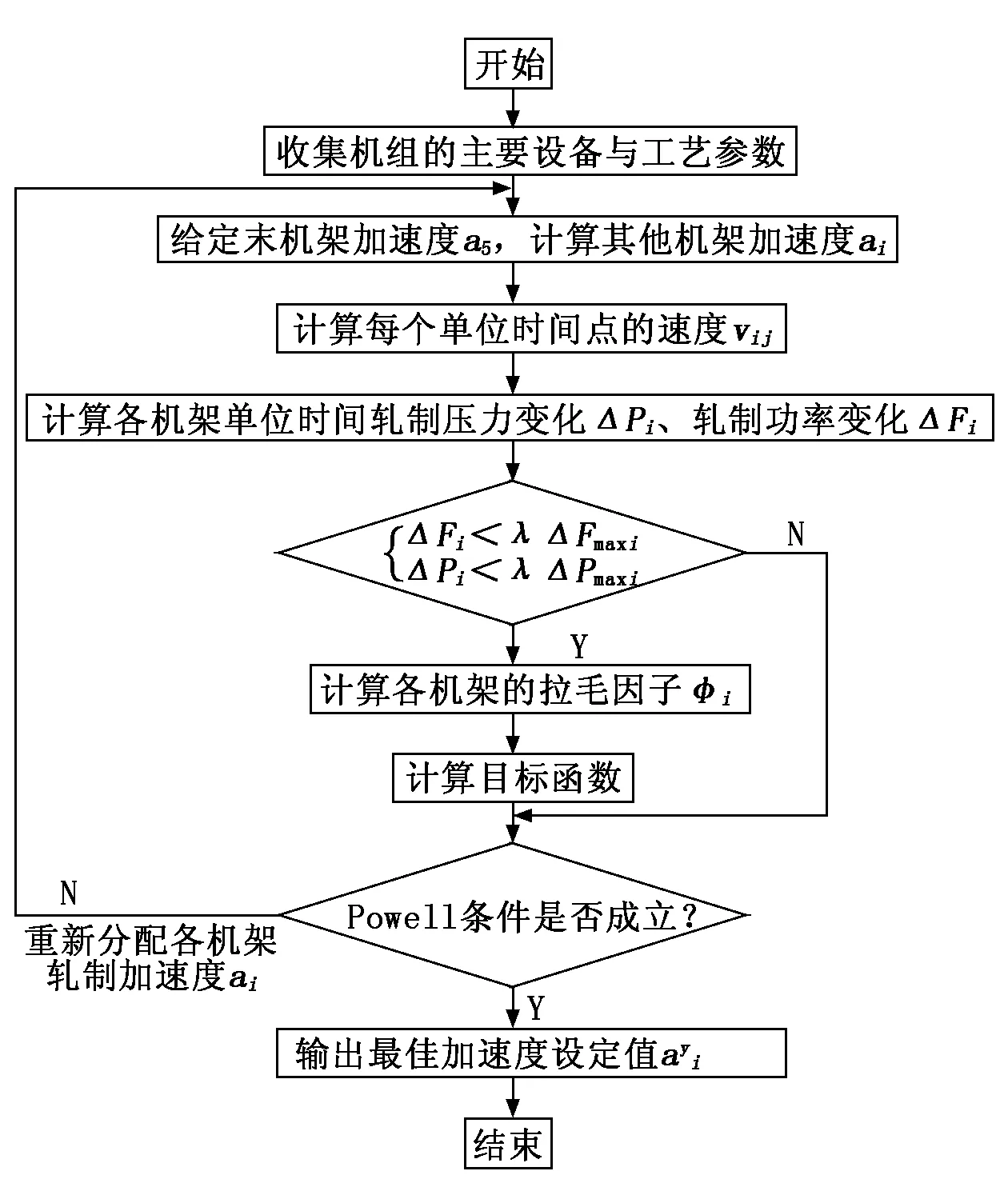
图4 以拉毛治理为目标的加速度优化设定流程
3 现场应用
国内某钢厂五机架冷连轧机组由于各机架的轧制加速度设定不当,导致出口带钢表面拉毛缺陷严重,特利用本文提出的冷连轧机组以拉毛缺陷为治理目标的轧制加速度优化设定技术,很好地降低了带钢生产过程中拉毛缺陷的发生频率,提高了成品带材的表面质量,使得五机架冷连轧机拉毛缺陷发生率从原来0.15%下降到目前的0.03%,给企业带来了较大的经济效益。
4 结语
本文分析了冷连轧机组高速轧制过程中拉毛现象的形成机理,提出以拉毛因子作为衡量拉毛现象发生程度的评价指标,并开发出一套以降低拉毛缺陷的轧制加速度优化设定技术,应用到实际生产现场后,有效地降低了拉毛缺陷发生的概率,为企业创造了较大的经济利益。
参考文献:
[1]邱格君,孙钧,白振华.冷连轧机划痕机制及影响因素分析[J].冶金设备,2007(3):23-26.
[2]徐俊,邱格君,白振华,等.冷连轧机高速轧制过程中划痕问题的研究[J].上海金属,2005,28(3):24-28.
[3]王国栋.冷连轧生产工艺的进展[J].轧钢,2003,20(1):37-41.
[4]白振华,陈浩,高明磊,等.冷连轧机组划痕缺陷产生机制及治理措施[J].钢铁, 2014,49(6):59-64.
[5]白振华.冷连轧机高速生产过程核心工艺数学模型[M].北京:机械工业出版社,2008.
