自增强塑料管材的研究进展
2018-03-30张友强刘美苓王大鹏王庆昭
孙 岩,张友强,刘美苓,王大鹏,2,王庆昭,2*
(1.山东科技大学化学与环境工程学院,山东 青岛 266590;2.青岛市RTP工程技术中心,山东 青岛 266300)
0 前言
塑料管道具有质量轻、耐腐蚀、易安装、流体阻力小等优点。目前已大规模取代铸铁、混凝土和黏土等传统管道材料,被广泛地应用于市政给排水、建筑给排水、农业灌溉、化工原料及产品的运输等各个领域。塑料管道行业保持着稳健的增长,中国目前为塑料管道生产和应用的最大国家,2016年全国塑料管道总产量为14 360 kt[1]。随着塑料原料价格不断上涨、塑料管材的不断普及和推广,应用领域不断拓展,对塑料管材的使用性能也提出了更高的要求,各国技术专家也在不断地致力于改进生产技术和方法以使塑料管材具有更高的性能。如何既能节省原料又能提高管材性能已成为塑料管材研究的一个重要方向,自增强技术是近年来发展的一种新的应用于塑料管材生产的技术。
1 自增强管材的概述
1.1 自增强管材的定义与机理
管材自增强加工是指不改变管材内部分子组成,在管材成型的过程中通过外加应力作用来改变管材内部大分子的聚集态结构,在管材内部生成增强相,使管材得到内在的增强效应,从而提高管材性能的加工方法。传统成型方法制备管材的强度和模量远远低于其理论值,究其原因主要是管材内部大分子链是卷曲、无规排列的,分子链本身的高强度并没有变成材料的高强度,管材所表现出来的宏观强度绝大部分是由分子间力提供的。高分子了材料的取向是在材料的软化点附近,在外加力场的作用下,高分子链得到舒展、有序排列的过程。从宏观上看大分子链的有序排列能够使材料在取向方向的强度大幅增加,从而实现管材性能的增强,即所谓的自增强。在材料的可拉伸范围内,拉伸比越大材料分子的取向程度越大,强度提升越大,自增强的效果也就越好。
1.2 自增强管材的优势
聚合物自增强的增强相是在外加应力的作用下通过物理方法而产生的。只是改变了材料分子的取向结构或晶体结构而材料本身并没有发生改变,故增强相与基体之间并不存在界面问题。从增强效果上来看自增强比其他增强具有更加优越的比刚度和比强度,更好的冲击性能和韧性以及更低的热膨胀系数等。自增强对于结晶型、半结晶型或者是无定型的聚合物均有效[2],可用于自增强的聚合物有:PVC、聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、聚甲基丙烯酸甲酯(PMMA)等[3]。
有关对管材在使用过程中受力分析的研究表明[4],受内压管材环向所受的应力至少为轴向所受应力的2倍。但在普通挤出管道的过程中,由于在挤出机的挤出和牵引机牵引力的作用,使得管材中高分子链会沿着轴向形成一定的取向结构。所以传统方法生产的管材的轴向强度略高于环向强度。我们平时所做的管材的静液压实验和爆破实验中管材的损坏一般都是沿轴向发生的,这一点也能说明管材的轴向强度要高于其环向强度。管材的自增强加工能在保证管材轴向强度不降低的前提下提高管材的环向强度,使之达到轴向强度的2倍,充分利用塑料管材的潜在性能。在管径和壁厚一定的情况下能够大大提高管材的工作压力,或者在相同管径、相同工作压力下能够使管材壁厚减薄,节省原材料、降低管材生产的成本。对于聚合物自增强的研究一直是学术界研究的热点之一,有报道表明[5]聚合物自增强已在纤维、薄膜等的生产中得到广泛的应用,也逐渐应用于各种板材、棒材、管材和各种异型材的生产。
2 常用塑料自增强管材的研究进展
2.1 取向聚氯乙烯(PVC-O)管
PVC-O管是一种双轴取向的增强型PVC管,比普通PVC管有更高的强度、韧性和抗疲劳性。PVC-O管的成型方法主要分为两类,一步法和两步法(表1)。一步法是指厚壁管坯挤出和拉伸取向是在同一生产线上进行,生产速度快效率高,但是工艺复杂对设备要求高,产品尺寸也有一定限制。荷兰WAVIN公司采用一步法生产的PVC-O管,公称压力1.6 MPa,但管材直径仅315 mm[6]。两步法是指管坯的挤出和拉伸取向分两步进行,设备和生产工艺简单但生产的速度和效率低。与一步法相比,两步法应用更加广泛技术也更成熟。澳大利亚的昆士兰大学的KWON等[7]对PVC拉伸结构和性能进行了深入研究,为自增强PVC管材的工业化提供了大量的技术支持。20世纪70年代英国Yorkshire Imperial Plastic公司率先开发两步法生产PVC-O管技术并建成第一条生产线[8],之后逐渐实现了工业化生产。目前,西班牙的Molecor公司是全球最大的生产PVC-O管材的公司之一。Molecor公司开发出了新的两步法生产PVC-O管的方法——完全干法系统(图1),其特点是利用空气进行温度控制和膨胀拉伸取向克服了原有工艺的缺点,提高了管材的生产效率,而且使自增强管材的尺寸和加工范围扩大了一倍。Molecor公司[9]宣称他们的完全干法技术已经能够生产出口径为800 mm的PVC-O管,未来将推出口径为1 000 mm的产品。
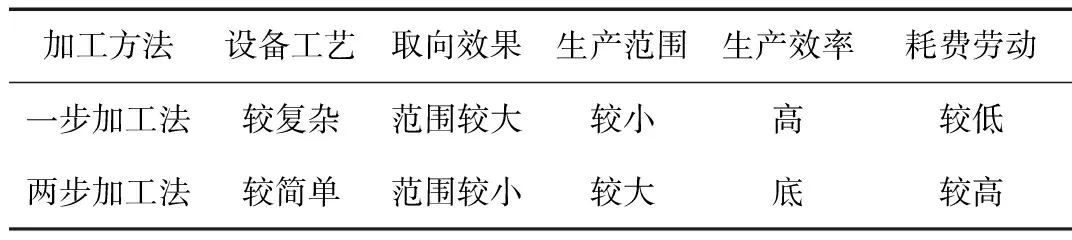
表1 一步加工法和两步加工法的比较Tab.1 Comparison of one-step process and two-step process
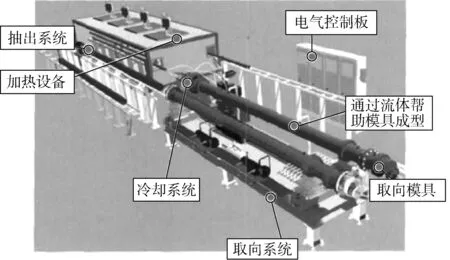
图1 Molecor公司公布的“完全干法系统”示意图Fig.1 “Completely dry system” schematic of Molecor company
与国外相比,国内对PVC-O管的研究则起步较晚,尚未进入商品化生产阶段。近年有不少高校和企业在探索开发生产PVC-O管的技术。尤淑波[10]设计出布管扩胀法扩张Φ25×2 mm硬质聚氯乙烯(PVC-U)管,实现了两步生产法生产PVC-O管材。自增强管材环向强度提高了约30 %,拉伸模量提高了70 %,相同管径与压力下管壁薄于普通管材,省料量可达20 %。张博[11]改进了布管扩胀设备,以水为扩胀介质在短时间内快速扩胀生产出了表面光滑、管径稳定的PVC-O管,提高了生产效率。杨明华[12]设计芯棒能旋转的特殊管材成型机头,改善了管材的熔接缝提高了管材的环向强度,实现一步法制备PVC-O管。管材环向爆破应力达到70.13 MPa,提高了37.56 %。由于材料的取向作用PVC-O管的拉伸强度和弹性模量虽然都有了大幅度的提高,但是作为代价管材的断裂伸长率和韧性都略有下降,普遍存在延展性不足、脆性大的缺点,制约着PVC-O管的进一步发展。为了改善PVC-O管材的韧性提高管材的断裂伸长率,张欢等[13]利用正交试验的方法研究了润滑剂和各种加工助剂对PVC力学性能和加工性能的影响,最终得到适用与实验室阶段制备PVC-O管的最佳配方,使得管材的拉伸强度和韧性都有所提高,其断裂伸长率接近100 %。对实际生产PVC-O管材的配方设计有一定的参考价值,为PVC-O的工业化生产奠定基础。
杭州波达塑料科技股份有限公司的吴小波等[14]设计了一套在线生产双轴取向承压聚氯乙烯(BO-PVC)管材的生产工艺,详见图2。首先取PVC树脂与稳定剂、加工助剂、抗冲击改性剂等进行备料,将备料高速捏合和低速搅拌后冷却备用,然后用超锥双螺杆挤出机挤出成型厚壁管坯,管坯再经扩胀芯模扩张拉伸最终经真空定型冷却成BO-PVC管材。实现了一步法生产BO-PVC管材的技术制造工艺。2015年9月三德管业(南通)有限公司公开了一种PVC-O管的生产工艺[15],首先从挤出机模头挤出管坯,管坯进入真空喷淋箱冷却定型,然后在前置牵引机的作用下将冷却的管坯送入水槽内,水槽内有圆轴,圆轴分为前段平直部分、锥形部分、后端平直部分,每段温度各不相同。管坯经过圆轴实现径向拉伸取向,同时被后置牵引器牵引,实现轴向拉伸取向,完成管材的双轴取向成型。此方法生产的PVC-O管材其冲击强度可提高10余倍,具有明显的社会效益和经济效益。曹卫忠等[16]公布了一种PVC-O管材生产线,生产线包括:挤出机、定型箱、牵引机1、加热箱、扩张机构、牵引机2,能够稳定地将PVC-U管材进行双向拉伸,管材强度可提高100 %,冲击性能提高400 %。此外,还有几家PVC管道生产企业(如福建亚通新材料科技股份有限公司、河北宝硕管材有限公司等)对于PVC-O管的技术探索已经持续多年,进行了大量实验研究,也取得了初步的成果。

图2 BO-PVC管材的生产工艺流程图Fig.2 Flow chart of the production of BO-PVC pipes
PVC-O管强度高、抗冲击、耐疲劳,各种力学性能远优于普通PVC管,被称作是“打不破的管材”,大大提高了PVC管在管材领域的竞争力。目前PVC-O管材在西方的一些发达国家已应用多年,用量逐渐增加,范围也逐渐扩大到普通PVC管无法胜任的地方。虽然PVC管已有50多年的应用历史,但由于国外技术保密严格,国内对PVC-O管材的研究起步较晚,尚处于实验室研究阶段。国内的科研院所和企业不断探索开发PVC-O管的生产技术,也取得了初步的成果。PVC-O管材代表着PVC管新的发展方向。现在国内PVC管已经供大于求,只有大力加强开发PVC-O管生产技术,早日实现PVC-O管的工业化生产,才能保证国内PVC管材企业的地位,才有进军国际市场的可能。
2.2 自增强PP管材
PP相对密度小,且具有优异的力学性能、耐热性能和耐化学腐蚀性能,因而广泛应用于管道行业。PP管材常用于建筑内冷水管和热水管、大口径工业排污管以及农用灌溉管等。由于在加工过程中PP分子链易取向,因此PP材料是自增强型热塑性塑料的理想基体。国内外科研机构[17-18]已对PP自增强管材的加工工艺和自增强原理做了许多的改进和研究工作。英国BP公司最早推出了高度取向增强的PP。早在1984年,新加坡国立大学的Lee教授[19]利用冷成型的方法首次生产了增强的PP管材,提高了管材的强度并减小了管材的壁厚。
华南理工大学瞿金平教授发明了一种电磁动态塑化挤出机[20],成功将振动力场引入到聚合物熔融、塑化、挤出成型的过程中。通过改变聚合物熔体的流动状态控制聚合物的凝聚态结构,控制聚合物的固化成型,使聚合物内部产生增强结构,进而提高制品的性能和品质。陈开源等[21]采用电磁动态挤出机制备了PP自增强管材。与稳态挤出的管材相比,PP自增强管爆破压力提高了27 %,屈服强度由19.26 MPa提高到20.66 MPa,提高了7.3 %,另外自增强管材的熔点也有所提高。X射线衍射仪和差示扫描量热仪分析表明,自增强后管材的结晶度有所提高,且结晶结构更加完善,晶粒尺寸变小。正是这些增强结构的产生使得管材力学性能和耐温性得以提高。四川大学的潘治梁等[22]利用剪切拉伸双向应力场挤管装置,采用特殊口模实现PP管的双向自增强,在剪切旋转段温度为190 ℃、剪切套转速为10 r/min的工艺条件下所制备的PP管材轴向和周向强度较常规管材分别提高了21.1 %和21.4 %。研究人员还发现自增强管材的结晶结构发生了重大的改变,球晶结构明显减少,伸直链片晶增多,晶体排列规整性增强,结晶度增大。袁毅等[23]以无规共聚聚丙烯(PP-R)C180为原料,利用复合应力场挤管装置生产出了双向自增强PP-R管材,增强前管材的轴向强度为23.35 MPa、环向强度为22.71 MPa。经过自增强加工后管材的轴向强度变为25.49 MPa、环向强度变为26.45 MPa。可以看出,管材经过自增强加工后轴向强度提高了9.2 %,环向强度提高了16.9 %,且管材的环向强度已经高于轴向强度。分析表明管材性能得以增强的原因有两个,一方面复合应力场的剪切效应使PP分子沿管材轴向和环向发生取向;另一方面应力场的诱导效应使管材内部产生了全新的β晶结构,进一步提高了管材的强度。
PP是热塑性增强塑料的理想基体,自增强技术应用双向拉伸聚丙烯薄膜(BOPP)生产已经非常成熟且早已实现工业化生产,证明自增强技术应用于PP的增强是可行的。对与自增强PP管材的研究正处于实验室的研究阶段,目前已经能够在实验室条件下制备出性能优异的自增强管材样品,管材在轴向和环向2个方向的拉伸强度都有了不同程度的提高,更有甚者周向强度已经高于轴向强度,更优化地配置了聚合物材料的性能,充分满足受内压管材的现实需求。
2.3 自增强高密度聚乙烯(PE-HD)管材
PE-HD管材具有较高的强度和模量,且韧性好、绝缘性能优异,因而常用作燃气管、给水管和外套保护管。目前,PE-HD管在城际埋地燃气管道中的占有量已达95 %以上,供水管占有量达60 %以上。另外在工业供排水、农业灌溉等领域也呈现迅速增长的趋势。早在1993年,Ward利用Die drawing[24]技术成功实现了PE-HD管的单向自增强,管材周向强度达30 MPa。20世纪90年代末,蒋龙、申开智等[25]采用旋转挤出成型的方法,在低压力下(>8 MPa)利用单螺杆挤出机成功实现了PE-HD管周向自增强,管材周向强度和爆破压力分别为普通管材的5.0倍和1.7倍。
为实现PE-HD管材的双向自增强四川大学的袁毅团队[26-29]利用剪切拉伸挤管装置制备出了双向自增强的PE-HD管材,管材轴向拉伸强度达25.82 MPa,提高了14.8 %,环向拉伸强度高达24.52 MPa,提高了13 %。同时提高了结晶熔融潜热和结晶度,增强了管材的力学性能和耐热性。扫描电子显微镜、差示扫描量热仪测试揭示了管材内部球晶结构减少转变为高度取向相互啮合的串晶互锁结构。为研究串晶结构对管材裂纹扩展的影响,曹建国等[30]利用动态保压(DPM)装置和慢性裂纹增长检测装置探究了串晶结构对管材慢速裂纹增长的影响。实验发现管材自增强过程中形成的串晶结构对管材耐慢性裂纹增长性能有很大的提高;在垂直于串晶的方向上管材的耐慢速裂纹扩展能力得到了非常大的提高,是普通管材的6倍左右。
采用自增强成型技术不仅可以提高管材的力学性能,而且可以改善管材内壁的粗糙程度,增强管材对流体输送的能力。闫明等[31]采用坯胀 - 微缩的双向拉伸成型设备挤出成型了PE-HD自增强管材,并探讨了成型工艺和参数对管材结构和性能的影响。实验发现气压扩张法形成的气垫赋予了自增强管材良好的内表面光滑度,管材内表面没有明显刮痕并且起伏较小,随着轴向拉伸比的增大管材的内表面越加光滑。水滴滴落实验结果显示,水滴在自增强管材内表面上更容易发生滑动,直观地反映出自增强管材优异的流体输送能力。
李安定等[32]发现在复合应力场中高相对分子质量的PE-HD能够诱导通用级PE-HD沿应力场产生大分子取向。利用先剪切后拉伸的挤管口模[33]研究了不同配比的PE-HD和高相对分子质量PE-HD共混物挤出管材的力学性能。实验发现少量的高相对分子质量PE-HD能够更好地诱导PE-HD分子沿应力场取向,且当添加量为4 %时效果最佳,所制备的自增强管材力学性能最好。
2.4 自增强超高相对分子质量聚乙烯(PE-UHMW)管
PE-UHMW管材具有优良的耐磨性、耐冲击性、耐低温性,摩擦系数低,良好的生物相容性和耐环境应力开裂性,已被广泛应用于矿山、煤炭和医疗卫生等领域。但作为工程塑料的PE-UHMW原料价格高,生产成本高。为了提高PE-UHMW管材性能,同时降低PE-UHMW管材生产成本,刘阜东发明了一种增强的PE-HUMW管材及其制备方法和设备[34]。实现自增强PE-UHMW管材的在线生产,该管材的拉伸强度约为50 MPa,壁厚为相同口径,相同工作压力条件下是PE100型管材壁厚的65 %~70 %,是PE-UHMW管壁厚的75 %~80 %,管材生产成本降低30 %左右。尽管PE-UHMW自增强管材在理论上是可行的,而且已经有了一些探索性研究,但目前的研究还不系统、不深入,离工业应用还有很大的距离。因此,有必要进行比较深入的实验室研究。山东科技大学的王庆昭教授对PE-UHMW的自增强进行了深入的研究[35],目前正带领团队对PE-UHMW自增强管材的制备进行研究,利用自行设计的自增强管材成型模具通过单螺杆挤出机实现PE-UHMW管材的自增强,制备了环向拉伸强度大于35 MPa、管材使用的最小要求强度大于15 MPa的自增强管材样品。
3 结语
近年来以塑代钢逐渐成为一种发展趋势,各行各业对塑料的需求量将不断增加。在管道行业塑料管材所占的比重也越来越大,管材的自增强加工能够提高管材的力学性能和流体输送能力。从生产成本来看自增强技术能够减小管材壁厚节约原料,降低生产成本和流体输送的成本,具有巨大的经济社会效益。将自增强技术应用于管材的生产已经具有足够的理论基础,也是目前塑料管材工业化生产的趋势。但是目前在国内该技术还不成熟,因此还需继续进行自增强管材的研究工作,以研制出性能优异,质量稳定的自增强管材。相信在不久的将来自增强技术在管材制备中也将得到大力的推广和应用,实现自增强管材的工业化生产。
[1] 小 晗.中国塑协塑料管道专委会举行第十届一次全员大会[N].中国建材报,2017-05-08(002).
[2] CHEN X, WANG L, LIU Y, et al. Nonisothermal Crystallization Kinetics of High-density Polyethylene/Barium Sulfate Nanocomposites[J]. Polymer Engineering & Science, 2009, 49(12):2 342-2 349.
[4] 王 静,吴大鸣,张 博,等.塑料管材双向拉伸技术的研究进展[J].中国塑料,2009,23(6):8-14.
WANG J,WU D M,ZHANG B,et al. Research Progress of Biaxial Stretch Technology of Plastic Pipe[J].China Plastics,2009,23(6):8-14.
[5] 张 强,王庆昭,陈 勇.熔纺UHMWPE纤维在拉伸过程中的结构与力学性能[J]. 高分子材料科学与工程,2014,30(3):80-84.
ZHANG Q,WANG Q Z,CHEN Y. Structure and Mechanical Properties of Melt-spun UHMWPE Fibers in the Drawing Process[J].Polymer Materials Science and Engineering,2014, 30(3):80-84.
[6] 张玉川. 取向聚氯乙烯(PVC-O)管的发展[J]. 国外塑料,2010,28(1):42-46.
ZHANG Y C. The Development of Oriented PVC(PVC-O) Pipes[J].World Plastics,2010,28(1):42-46.
[7] KWON J A,TRUSS R W. The Work of Fracture in Uniaxial and Biaxial Oriented Unplasticised Polyvinylchloride Pipes[J]. Engineering Fracture Mechanics,2002, 69(5):605-616.
[8] 周春销.双轴取向聚氯乙烯(PVC-O)管道的发展[J]. 聚氯乙烯,2008, 36(5):1-4.
ZHOU C X. Development of Biaxially Oriented Polyvinyl Chloride(PVC-O) Pipe[J].Polyvinyl Chloride,2008,36(5):1-4.
[9] 黄赋云. PVC-O形管管径再上新台阶[J]. 现代塑料加工应用,2014(1):23.
HUANG F Y. PVC-O Pipe Diameter to a New Level[J].Modern Plastics Processing Applications,2014(1):23.
[10] 尤淑波,任冬云,董维煜,等. 间歇式布袋内压扩张PVC-U管材的实验与分析[J].中国塑料,2007,21(7):65-69.
YOU S B,REN D Y,DONG W Y,et al. Experiment and Analysis of Expanding PVC-U Tubes with Intermittent Bags[J]. China Plastics,2007,21(7):65-69.
[11] 张 博. 双向自增强PVC管布袋法连续扩胀装置的实验研究[D].北京:北京化工大学,2009.
[12] 杨明华. PVC-U管材双轴取向自增强原理及生产装置研究[D]. 成都:四川大学, 2003.
[13] 张 欣,吴大鸣,刘 颖,等. 双向拉伸自增强PVC管材的配方设计[J]. 工程塑料应用,2013,41(9):38-42.
ZHANG X,WU D M,LIU Y,et al.Formulation Design of Biaxially Stretched Self-reinforced PVC Pipe[J].Engineering Plastics Applications,2013,41(9):38-42.
[14] 吴小波,徐婷玉.一种在线双轴取向聚氯乙烯承压管材的生产工艺:200910153546.X[P].2011-03-17.
[15] 汪柯柯.双轴取向聚氯乙烯PVC-O的生产工艺:201510356546.5[P].2015-06-25.
[16] 曹卫忠,陆卫祥.一种PVC-O管材生产线:201610176552.7[P].2016-09-17.
[17] BOCZ K, SIMON D, Bárány T, et al. Key Role of Reinforcing Structures in the Flame Retardant Performance of Self-reinforced Polypropylene Composites[J]. 2016,8(8): 289.
[18] DIAZ J A,YOUNGBLOOD J P. Multivariable Depen-dency of Thermal Shrinkage in Highly Aligned Polypropylene Tapes for Self-reinforced Polymer Composites[J]. Composites Part A: Applied Science & Manufacturing, 2016(90):771-777.
[19] 尤淑波. 双向自增强PVC管材布管扩胀机理及装备的研究[D].北京:北京化工大学, 2008.
[20] 瞿金平. 聚合物塑化挤出新概念[J]. 华南理工大学学报(自然科学版), 1992(4):1-8.
QU J P. New Concept of Polymer Plastic Extrusion[J].Journal of South China University of Technology(Natural Science Edition),1992(4):1-8.
[21] 陈开源,步玉磊,周南桥,等. 振动力场下PP增强管材的制备及性能研究[J]. 工程塑料应用,2009,37(5):31-34.
CHENK Y,BU Y L,ZHOU N Q,et al. Preparation and Properties of PP Reinforced Tubes under Vibration Force Field[J].Engineering Plastics Applications,2009,37(5):31-34.
[22] 潘治梁,赵国栋,郑 伟,等. 复合应力场双向自增强聚丙烯管材的研究[J]. 中国塑料,2009,23(8):61-65.
PANZ L,ZHAO G D,ZHENG W,et al. Study on Bi-directional Self-reinforced Polypropylene Tubes with Composite Stress Fields[J]. China Plastics,2009,23(8):61-65.
[23] 袁 毅,张贤明,崔 爽,等. 复合应力场剪切诱导成型PP-R自增强管材的结构与性能研究[J]. 高分子学报,2012(2):194-198.
YUAN Y,ZHANG X M,CUI S,et al. Study on the Structure and Properties of PP-R Self-reinforced Tubes with Shear Induced Formation by Composite Stress Field[J].Journal of Polymer Science,2012(2):194-198.
[24] 蒋 龙,申开智,吉继亮. 高耐压HDPE自增强管挤出系统及试样的结构与性能[J]. 高等学校化学学报,1998,19(4):638-641.
JIANG L,SHEN K Z,JI J L. Structure and Performance of High Pressure Resistant HDPE Self-reinforced Tube Extrusion System and Sample[J].Chemical Journal of Chinese Universities,1998,19(4):638-641.
[25] 刘 益, 吴世见,申开智. 聚烯烃材料的自增强研究及其现状[J]. 中国塑料, 2001,15(6):14-20.
LIU Y, WU S X, SHEN K Z.Study and Development of Self Reinforced Polyolefin Materia[J].China Plastics,2001,15 (6):14-20.
[26] 袁 毅. 在复合应力场下获取高性能凝聚态结构的聚烯烃管材的研究[D].成都: 四川大学,2005.
[27] 袁 毅,申开智. 双向应力场对HDPE1158分子取向结晶效果的影响[J]. 高分子材料科学与工程,2010(7):90-92.
YUAN Y,SHEN K Z. Effect of Biaxial Stress Field on Molecular Orientation Crystallization of HDPE1158[J].Polymer Materials Science and Engineering, 2010(7):90-92.
[28] 袁 毅,徐绍虎,崔 爽,等. PE-HD在应力场中的双向自增强研究[J]. 中国塑料,2011,25(9):75-78.
YUAN Y,XU S H,CUI S,et al. Study on Bidirectional Self-reinforcement of PE-HD in Stress Field[J].China Plastics,2011,25(9):75-78.
[29] 袁 毅,黄 朗,徐绍虎,等. 复合应力场对PE-HD/PP/SGF取向结晶的影响[J]. 工程塑料应用,2011,39(11):37-39.
YUAN Y,HUANG L,XU S H,et al. Effect of Compo-site Stress Field on Orientation Crystallization of PE-HD/PP/SGF[J].Engineering Plastics Applications,2011, 39(11):37-39.
[30] 曹建国,高雪芹,申开智. 串晶结构对自增强HDPE短期力学性能和耐慢速裂纹扩展性能的影响[J]. 四川大学学报(工程科学版),2012,44(5):200-206.
CAO J G,GAO X Q,SHEN K Z. Effect of Cylindrical Structure on Short-term Mechanical Properties and Slow-slow Crack Propagation Properties of Self-reinforced HDPE[J]. Journal of Sichuan University(Engineering Science Edition), 2012,44(5):200-206.
[31] 闫 明. 基于管坯胀 - 微缩的聚烯烃双向拉伸管连续成型及结构性能研究[D]. 广州:华南理工大学,2015.
[32] 李安定,袁 毅,申开智,等. 复合应力场下挤出HDPE管材自增强的研究[J]. 塑料科技,2005(3):1-3.
LI A D,YUAN Y,SHEN K Z,et al. Self-reinforced Study on Extruded HDPE Tubes Under Composite Stress Field[J].Plastic Techinology,2005(3):1-3.
[33] 李安定, 袁 毅, 申开智,等. 复合应力场下制备自增强的HDPE管材[J]. 塑料,2005,34(3):68-71.
LI A D,YUAN Y,SHEN K Z,et al. Preparation of Self-reinforced HDPE Pipe Under Complex Stress Field[J]. Plastics,2005,34(3):68-71.
[34] 刘阜东. 增强超高分子量聚乙烯管材及其制造方法和设备[J]. 绿色建筑, 2005(3):55-56.
LIU F D. Reinforced Ultra-high Molecular Weight Polyethylene Pipe and Its Manufacturing Method and Equipment[J].Green Building,2005(3):55-56.
[35] 王庆昭. 超高分子量聚乙烯/蒙脱土纳米复合物及其自增强材料研究[D]. 济南:山东大学,2005.