硅烷交联无卤阻燃PP/POE复合材料的制备和性能
2018-03-30张建耀
张建耀
(1.同济大学材料科学与工程学院,上海 201804;2.常熟理工学院化学与材料工程学院,江苏 常熟 215500)
0 前言
PP无毒、易加工、耐化学腐蚀性好、较聚乙烯(PE)耐热温度和刚性高,但其低温脆性大。虽然乙烯共聚PP或添加POE等弹性体能提高PP韧性,但其耐热温度和刚性都会下降。交联是提高PP耐热温度和耐蠕变性能的有效方法[1]。硅烷交联工艺简单易行,已被广泛用于聚烯烃的交联,并且硅烷交联PP的物理性能和电性能优于过氧化物交联PP[2-6]。同样条件下,POE硅烷交联效果优于PE和PP,PE硅烷交联效果优于PP[7-8];3 - 甲基丙烯酰氧基三甲氧基硅烷(VMMS)和苯乙烯单体(St)交联剂体系利于PP硅烷交联效果的提高[3]。硅烷接枝PP和POE反应中,接枝点主要发生在叔C原子上[9],且PP分子链上的降解反应和硅烷接枝反应会同时发生[10]。
PP和POE本身皆易燃,极限氧指数都只有17 %左右,尤其是PP燃烧时发热量大,燃烧速度快,并易产生熔滴,对其阻燃化是扩大其应用领域的重要途径[11-12]。目前,PP首选MH和ATH以及磷氮类膨胀阻燃无卤阻燃体系进行阻燃。磷氮类膨胀阻燃剂易吸潮,加工适应温度低,常不能满足高加工温度材料的加工性能和电缆料的高介电性能要求。MH和ATH需表面包覆改性,添加体系相容剂,并尽量细化其粒径以改善阻燃材料性能[13-16],二者复配使用具有协同阻燃作用[17-18]。目前无卤阻燃耐热电缆料尤其是小细径电线(例如汽车耐热阻燃电线)用新产品市场需求高,但开发难度大,研究报道少[19-21],市场未见成熟的规模工业化国产料。硅烷交联无卤阻聚烯烃燃材料性价比高,应用于该类产品具有很好的前景[22],本文试制了硅烷交联PP/POE/MH/ATH阻燃复合材料,并研究了其基本性能。
1 实验部分
1.1 主要原料
PP,S1003,熔体流动速率为3.0 g/(10 min,2.16 kg),上海赛科石油化工公司;
POE,DF840,三菱弹性体新加坡公司;
马来酸酐接枝乙烯 - 辛烯共聚物(POE-g-MAH),CMG9805,南通日之升高分子新材料科技有限公司;
硅烷偶联剂,A-151,试剂级,南京辰工有机硅材料有限公司;
VMMS,试剂级,南京辰工有机硅材料有限公司;
过氧化二异丙苯(DCP),二月桂酸正丁基锡(DBTDL),试剂级,江苏强盛功能化学股份有限公司;
苯乙烯(St),试剂级,江苏强盛功能化学股份有限公司;
抗氧剂,1010、168,上海汽巴高桥化学有限公司;
MH,H5IV,氨基硅烷处理,D50:1.6~2.0 μm,美国雅宝化工公司;
ATH,OL-104LEO,氨基硅烷处理,D50:1.7~2.1 μm,美国雅宝化工公司。
1.2 主要设备及仪器
反应型双螺杆挤出造粒机组,TE-35,L/D=43,科倍隆科亚(南京)机械有限公司;
转矩流变仪机组,XSS-300,上海科创橡塑机械设备有限公司;
极限氧指数仪,HC-2,南京江宁分析仪器厂;
熔体流动速率仪,Upxrz-400c,吉林大学科教仪器厂;
热延伸测试仪,RY100,常熟市环境试验设备有限公司;
平板硫化机,KXPB-50,承德市科标检测仪器制造有限公司;
锥形量热仪,ZY6243,中诺(中国台湾)质检仪器设备有限公司;
综合同步热分析仪(TG),STA 449 F3C,德国耐驰公司。
1.3 样品制备
硅烷交联PP和PP/POE的制备:按表1的配方将PP、硅烷偶联剂及其他助剂混合后放入反应型双螺杆挤出造粒机组中挤出造粒干燥,挤出机各区设置温度分别为110、130、170、190、205、190、175 ℃,机头温度为170 ℃;使用转矩流变仪机组的单螺杆挤出单元挤片即得硅烷接枝试样,挤出机各区温度分别为170、190、205 ℃,机头温度为180 ℃,转速60 r/min;接枝试样放入80 ℃水浴锅内蒸煮4 h即得硅烷交联试样;
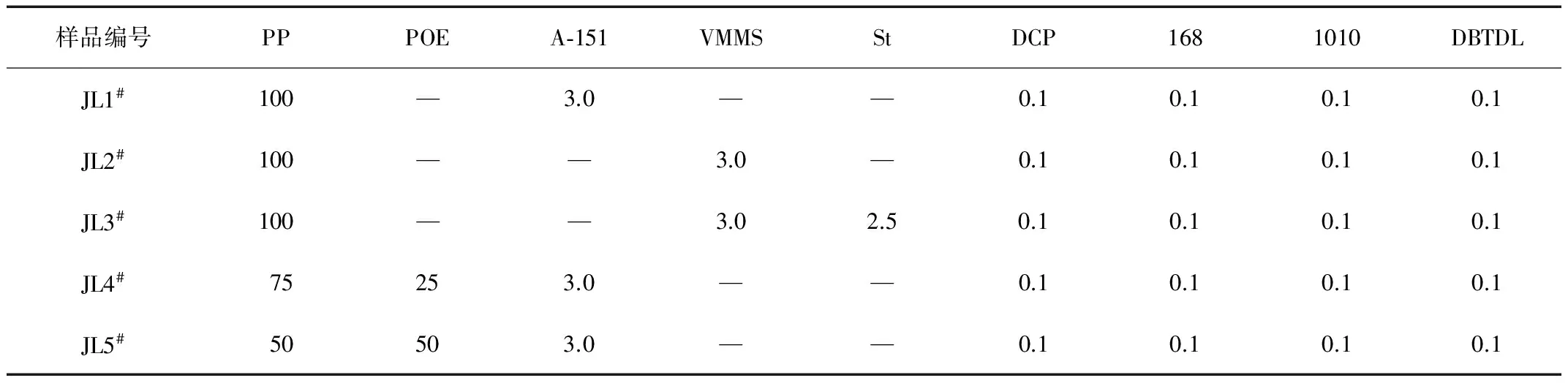
表1 硅烷交联PP和PP/POE共混物制备配方表 份Tab.1 Formula of silane-crosslinking PP and PP/POE composites phr
无卤阻燃硅烷接枝和交联PP/POE的制备:选取JL5#配方制备硅烷交联阻燃PP/POE复合材料,并添加POE-g-MAH做为相容剂,具体配方见表2; 将硅烷接枝POE、无卤阻燃剂使用转矩流变仪机组的单螺杆挤出单元挤片得无卤阻燃硅烷接枝PP/POE复合材料试样,挤出机各区温度分别为170、190、205 ℃,机头温度为180 ℃,转速60 r/min;无卤阻燃硅烷接枝PP/POE试样放入80 ℃水浴锅内蒸煮4 h即得无卤阻燃硅烷交联PP/POE复合材料试样。
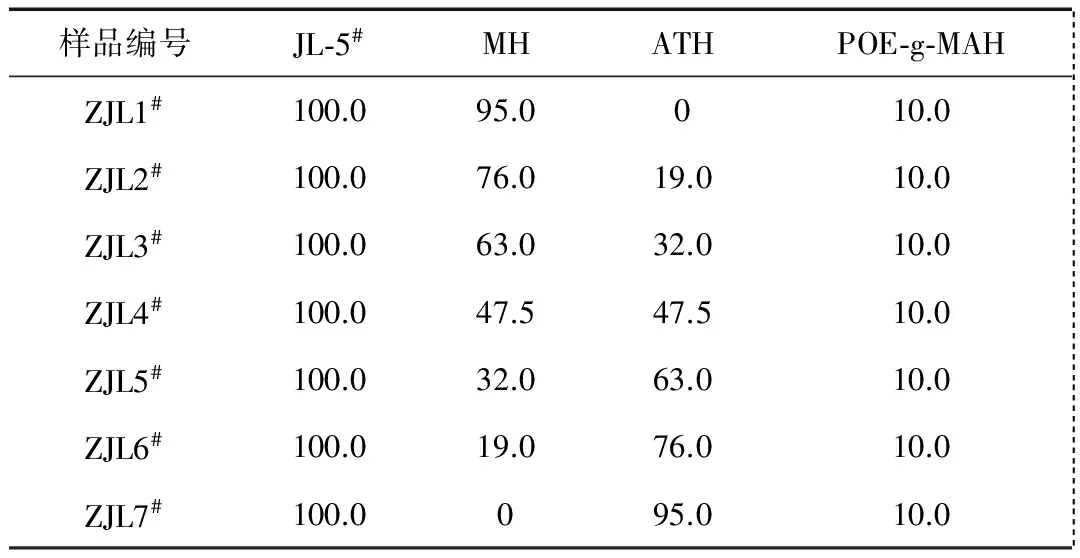
表2 硅烷交联PP/POE/MH/ATH复合材料配方表 份Tab.2 Formula of silane-crosslinking PP/POE/ MH/ATH composites phr
1.4 性能测试与结构表征
拉伸性能按GB/T 1040.3—2006进行测试,试样为5型,拉伸速率为100 mm/min;
热延伸试验按按GB/T 32129—2015测试,试样为GB/T 1040.3—2006规定的5型哑铃型,厚度为1 mm;
极限氧指数按GB/T 2406—2009进行测试,试样尺寸为120 mm×6.5 mm×3 mm;
熔体流动速率按GB/T 3682—2000进行测试,试验温度230 ℃,砝码质量2.16 kg;
TG分析:测试气氛为氮气,升温速率为10 ℃/min,从常温升至600 ℃;
锥形量热试验按GB/T 16172—2007进行测试,辐射热量为35 kW/m2,试样尺寸为100 mm×100 mm×3 mm。
2 结果与讨论
2.1 硅烷交联PP和PP/POE的性能
2.1.1 熔体流动速率
由图1看出,交联体系未加St时,硅烷交联PP的熔体流动速率分别为5.2 g/(10 min,2.16 kg)和4.6 g/(10 min,2.16 kg),均高于纯PP的3.1 g/(10 min,2.16 kg),说明PP硅烷交联时,由DCP引发的降解较严重,加入St后,硅烷交联PP的熔体流动速率为3.4 g/(10 min,2.16 kg),说明St的加入降低了PP的降解程度。加入25和50份的POE后,交联PP/POE的熔体流动速率为5.0 g/(10 min,2.16 kg)和4.5 g/(10 min,2.16 kg),略低于同样体系下未加POE时的5.2 g/(10 min,2.16 kg),体系流动性小幅度降低,这是因为硅烷接枝到POE分子链上了。

图1 硅烷交联PP和PP/POE共混物的熔体流动速率Fig.1 Melt flow rate of silane-crosslinking PP and PP/POE composites
2.1.2 力学性能
由图2看出,硅烷交联PP的拉伸强度和纯PP的相近,都在32~34 MPa之间。硅烷交联PP的断裂伸长率只有纯PP的60 %左右,这也说明PP硅烷交联时,由DCP引发的降解较严重。加入POE后,提高了硅烷交联PP/POE的断裂伸长率,但降低了其拉伸强度,这是因为试验所用的POE DF840拉伸强度约为20 MPa,低于纯PP的33 MPa。
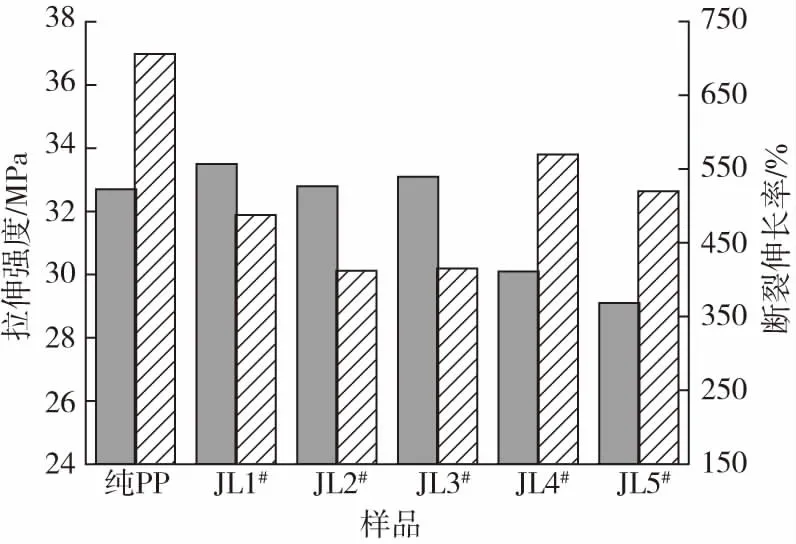
—拉伸强度 —断裂伸长率图2 硅烷交联PP和PP/POE共混物的力学性能Fig.2 Mechanical properties of silane-crosslinked PP and PP/POE composites
2.1.3 热延伸性能
交联聚合物热延伸性能可以表征其交联度大小。由表3可看出,用A-151和VMMS或者VMMS复配St对PP树脂进行交联效果都不理想。用A-151对PP/POE共混物接枝交联,PP和POE质量比为3∶1时,亦达不到200 ℃热延伸测试条件要求,但是试样在200 ℃热延伸烘箱中0.2 MPa应力作用下,6 min后才熔融断裂,比硅烷交联PP试样相同条件下持续时间长得多,说明其交联度明显高于后者,试样分子链为半交联结构。PP和POE质量比为1∶1时,PP/POE共混物的硅烷交联效果较理想,热延伸变形率和永久变形率都为40 %,故可选PP/POE=1的共混物作为阻燃硅烷交联PP/POE的基料。
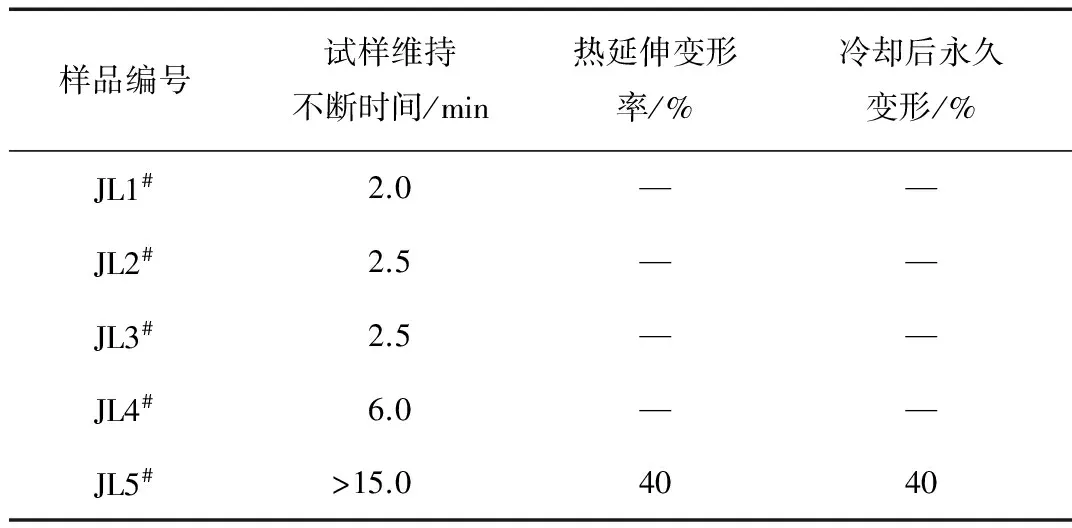
表3 硅烷交联PP和PP/POE共混物的热延伸性能(200 ℃,0.2 MPa)Tab.3 Creep elongation of silane-crosslinked PP and PP/POE composites under conditions of hot-set elongation measurement
2.2 硅烷交联PP/POE/MH/ATH的性能
2.2.1 热延伸性能
按表2配方制备的硅烷交联PP/POE/MH/ATH热延伸性能见表4。可以看出,200 ℃热延伸试验结果表明,阻燃剂总量为95份,ATH含量不超过50 %时,复合材料都能达到充分交联,热延伸变形率和永久变形率都小于±25 %。ATH超过50 %后,试样不能满足200 ℃热延伸试验指标要求,表明材料未达到电线电缆用无卤阻燃交联聚烯烃材料交联度指标要求[23]。对比表3中JL5#试样的热延伸试验结果,还可以看出,无机阻燃剂MH和ATH的加入,大大提高了交联PP/POE的尺寸稳定性。
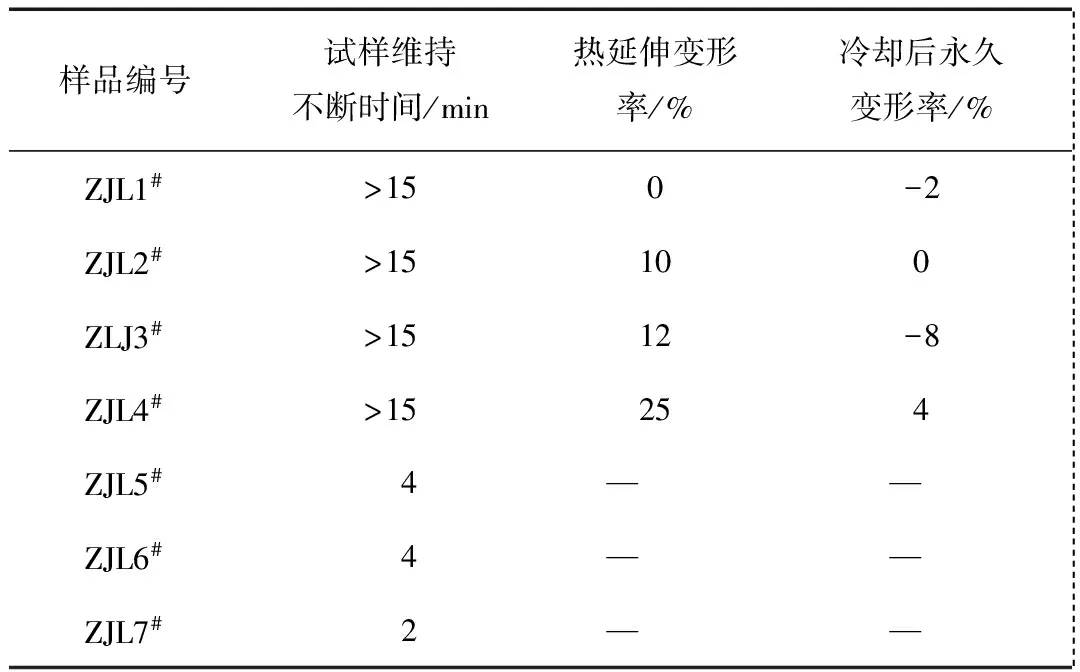
表4 硅烷交联PP/POE/MH/ATH的热延伸性能(200 ℃)Tab.4 Creep elongation of silane-crosslinked PP and PP/POE composites under conditions of hot-set elongation measurement (200 ℃)
2.2.2 力学性能
由图3看出,随ATH含量的增加,硅烷交联PP/POE/MH/ATH的拉伸强度由19.5 MPa下降到16.5 MPa,断裂伸长率由141 %下降到110 %。这可能是因为在PP加工过程中,加工温度220 ℃已高于ATH微量脱水分解温度,随着ATH含量的增加,ATH分解脱水增多,导致聚合物分子链预交联,劣化了材料的加工性能,降低了其力学性能。
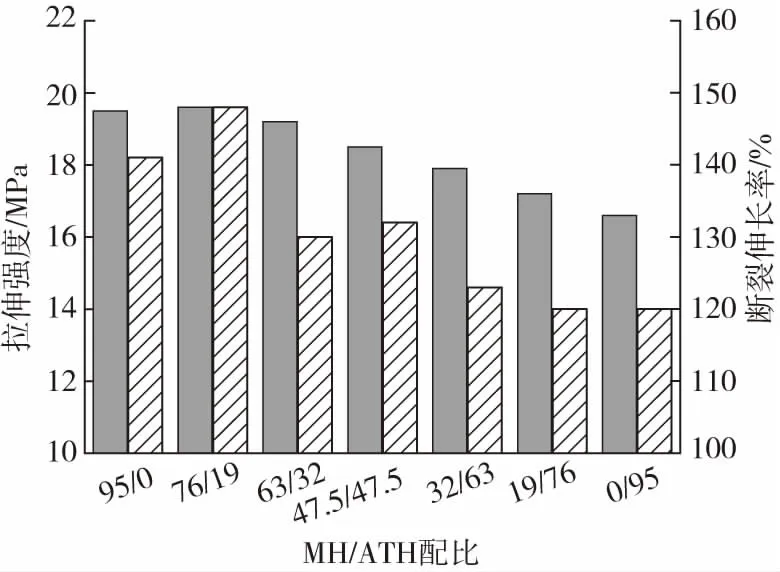
—拉伸强度 —断裂伸长率图3 硅烷交联PP/POE/MH/ATH共混物的力学性能Fig.3 Mechanical properties of silane-crosslinked PP/POE/MH/ATH composites
2.2.3 热稳定性
由图4可看出,MH的分解温度在340~510 ℃之间,比ATH高约100 ℃。由图5可看出,未加阻燃剂和只添加MH的硅烷接枝PP/POE复合材料的初始热分解温度都在345 ℃左右,且只有一个热分解阶段;添加ATH后的硅烷接枝复合材料的初始热分解温度约为245 ℃,并有2个热分解阶段,且随ATH含量增加,接枝复合材料的第一个热降解阶段失重程度增大,其对应的热失重速率峰增大,峰值对应的温度稍微升高。对比图4可以看出,第一个热失重速率峰对应ATH的脱水分解,第二个热失重速率峰对应MH的脱水分解和PP/POE的主链结构的裂解及残渣的挥发。由图6可看出,硅烷交联PP/POE/MH/ATH复合材料的热降解规律与硅烷接枝PP/POE/MH/ATH复合材料类似。
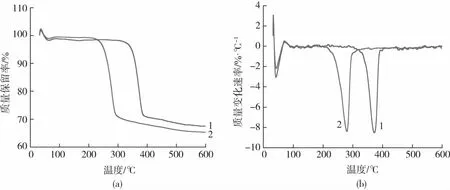
1—MH 2—ATH(a)TG曲线 (b)DTG曲线图4 MH和ATH的TG和DTG曲线Fig.4 TG and DTG curves of MH and ATH
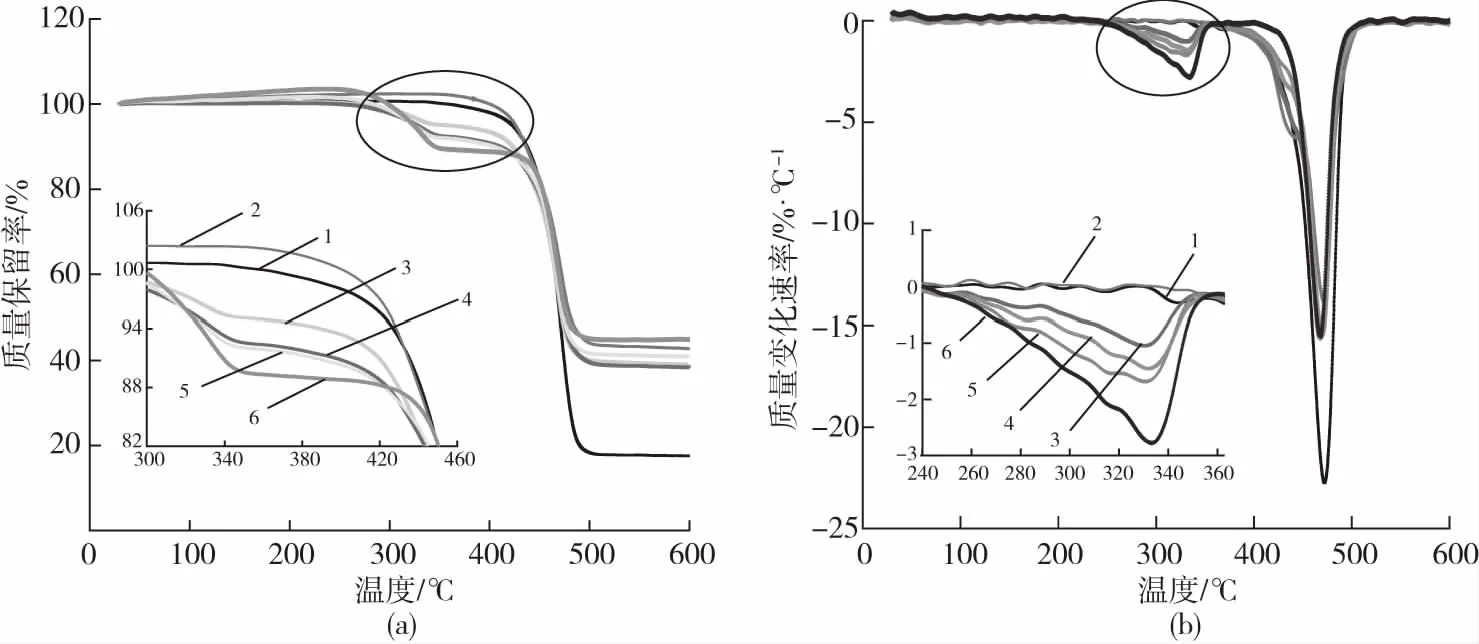
MH/ATH配比:1—0/0 2—1/0 3—2/1 4—1/1 5—1/2 6—0/1(a)TG曲线 (b)DTG曲线图5 不同MH/ATH配比制备阻燃硅烷接枝PP/POE/MH/ATH复合材料的TG和DTG曲线Fig.5 TG and DTG curves of silane-grafing PP/POE/MH/ATH composites with different MH/ATH ratio
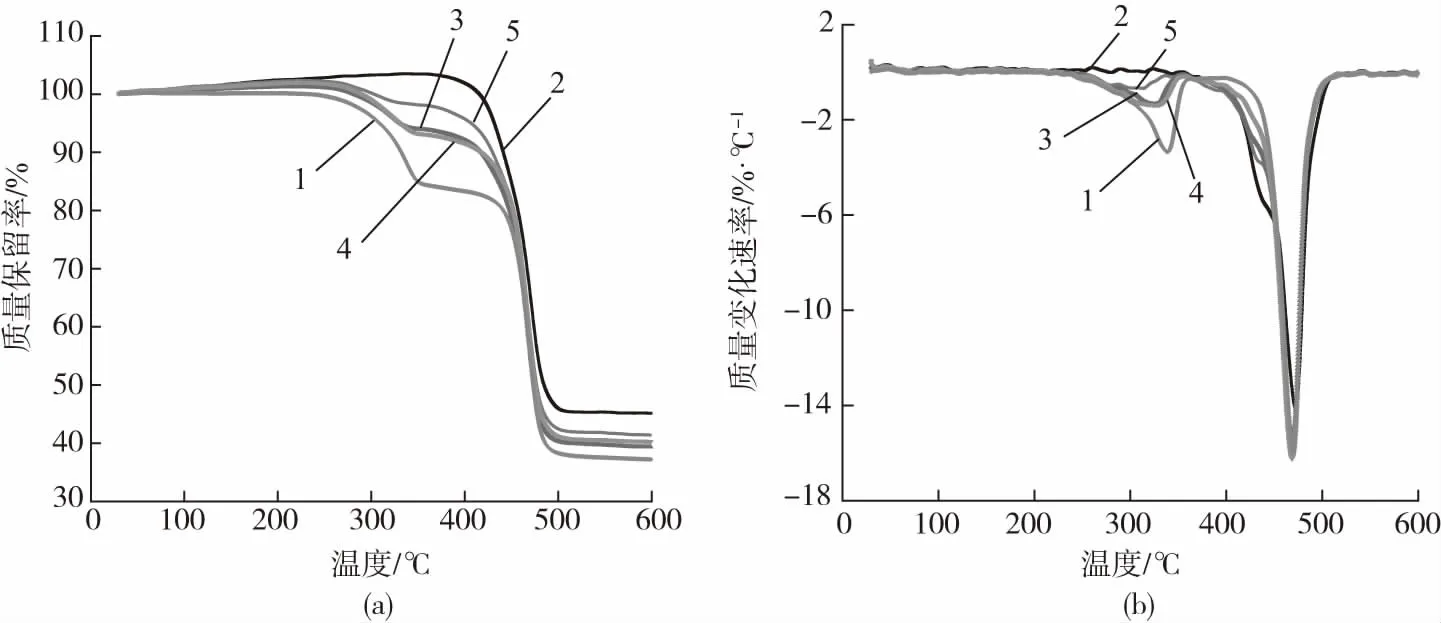
MH/ATH配比:1—0/1 2—1/0 3—1/1 4—1/2 5—2/1(a)TG曲线 (b)DTG曲线图6 不同MH/ATH配比制备阻燃硅烷交联PP/POE/MH/ATH复合材料的TG和DTG曲线Fig.6 TG and DTG curves of silane-crosslinked PP/POE/MH/ATH composites with different MH/ATH ratio
图7是MH/ATH配比为1∶1时,PP/POE/MH/ATH复合材料的TG和DTG曲线。由图7可以看出,MH/ATH配比为1∶1时,交联材料比未交联的热稳定性有小幅度提高。对比图5和图6其他MH/ATH配比时的硅烷接枝和交联PP/POE/MH/ATH复合材料的热稳定性可得出相同结论,这可能是聚合物分子链间三维网状交联结构提高了材料耐热性能的缘故。
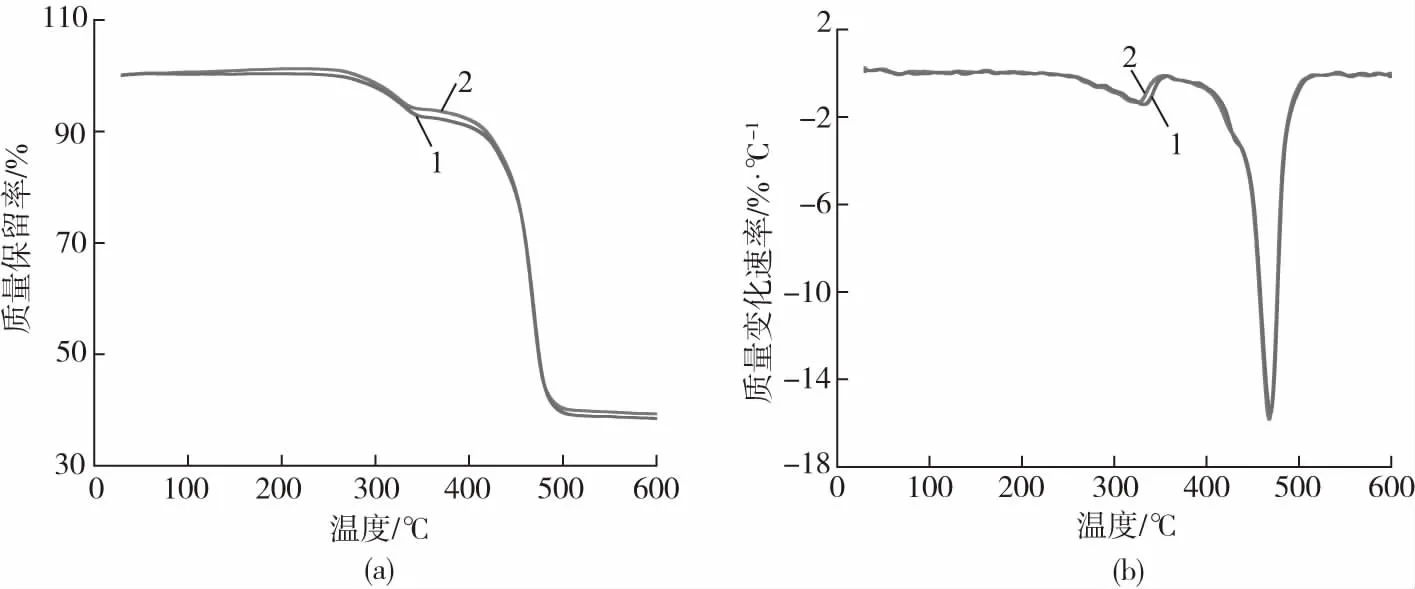
1—接枝样品 2—交联样品(a)TG曲线 (b)DTG曲线图7 MH/ATH配比1∶1时PP/POE/MH/ATH复合材料的TG和DTG曲线Fig.7 TG and DTG curves of silane-grafted and crosslinked PP/POE/MH/ATH composites (MH/ATH=1∶1)
2.2.4 极限氧指数
由图8看出,复配阻燃剂总量为95份时,随ATH含量由零增加到100 %,硅烷交联PP/POE复合材料的极限氧指数由25.2 %增大到26.4 %,并且增长斜率的基本趋势是由大变小,这可以解释为2个因素累加作用的结果:首先是MH和ATH协同作用,其次是因为PP/POE/MH的分解吸收峰位于430~500 ℃之间,只有一个吸收峰,而PP/POE/ATH的分解温度范围比较宽,在230~500 ℃范围内有2个热分解峰出现(见图4和图5),能够在硅烷交联阻燃PP/POE复合材料的整个分解温度范围内起阻燃作用,从而使相同添加量的ATH比MH表现出更高的极限氧指数试验结果。
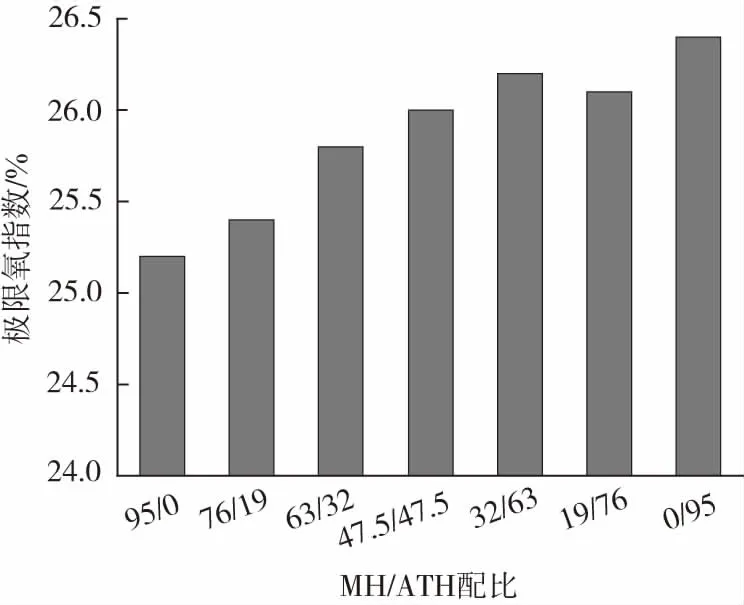
图8 硅烷交联PP/POE/MH/ATH复合材料的极限氧指数Fig.8 LOI values of silane-crosslinked PP/POE/MH/ATH composites
2.2.5 燃烧性能
选MH和ATH用量比分别为1∶0、1∶1和0∶1的硅烷交联PP/POE/MH/ATH复合材料试样进行锥形量热试验,试验结果见图9。由图9(a)看出,硅烷交联PP/POE/ATH复合材料的热释放速率峰值(RpkHRR)最大,其次是硅烷交联PP/POE/MH材料,硅烷交联PP/POE/MH/ATH材料的RpkHRR最小,依次为1 109、1 031和1 011 kW/m2,说明ATH和MH具有微弱的协同作用;三者热释放速率(RHRR) 总体差别不大。由图9(b)可看出,硅烷交联PP/POE/MH复合材料生烟速率(RSPR)最小,硅烷交联PP/POE/ATH最大,硅烷交联PP/POE/MH/ATH介于二者之间,这是因为MH能促进塑料表面炭化、抑制烟雾的形成;也可能同时是硅烷交联PP/POE/MH、硅烷交联PP/POE/MH/ATH、硅烷交联PP/POE/ATH分解燃烧速率依次变大。
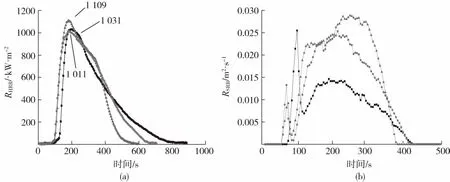
MH/ATH配比:■—1/0 ●—1/1 ▲—0/1(a)RHRR (b)RSPR图9 硅烷交联PP/POE/MH/ATH复合材料的RHRR和RSPR曲线Fig.9 RHRR and RSPR curves of silane-crosslinked PP/POE/MH/ATH composites
由图9还可以看出,添加了ATH的硅烷交联复合材料点燃时间都比只添加MH的短,说明由于ATH热分解温度较MH低;添加了ATH的硅烷交联复合材料更早地形成了炭化层,阻止了外部热量向材料内部传递,使材料表面温度迅速升高,造成材料表面更早的热降解并产生可燃性挥发物,导致其点燃时间较只添加了MH的复合材料短[24]。
3 结论
(1)PP/POE/A-151配比为50/50/3时, PP/POE复合材料硅烷交联效果良好;PP/POE/POE-g-MAH/MH/ATH/A-151体系中,保持MH和ATH总用量95份,ATH用量不超过50 %时,PP/POE/MH/ATH复合材料可达到阻燃交联聚烯烃交联度指标;超过50 %后,材料达不到阻燃交联聚烯烃交联度指标;无机阻燃剂MH和ATH提高了交联PP/POE的尺寸稳定性;随ATH含量由零增加到100 %,硅烷交联PP/POE/MH/ATH复合材料的极限氧指数由25.2 %增大到26.4 %;
(2)硅烷接枝交联PP/POE/MH/ATH复合材料的热稳定性低于硅烷接枝交联PP/POE/MH复合材料;材料交联后比交联前热稳定性有小幅度提高;
(3)硅烷交联PP/POE/MH、PP/POE/MH/ATH、PP/POE/ATH复合材料的RSPR依次变大;添加了ATH的复合材料点燃时间比只添加MH的短。
[1] 王 鉴,赵洪坤,杨鹤红,等.聚丙烯接枝改性技术研究进展[J].炼油与化工,2010,21(5):1-5.
WANG J,ZHAO H K,YANG H H, et al. Research Progress on Grafting Modification Technology of Polypropy-lene[J].Refining and Chemical Industry,2010,21(5):1-5.
[2] 张建耀,刘少成,许 平,等.硅烷交联聚乙烯电力电缆绝缘料的研制电缆料研制[J].合成树脂及塑料,2005,22(6):4-8.
ZHANG J Y, LIU S C, XU P, et al. Preparation of Silane-crosslinked Polyethylene Insulant Fior Power Cable [J].China Synthetic Resin and Plastics,2005,22(6):4-8.
[3] 吕晖辉,刘念才.聚丙烯硅烷接枝水解交联[J].塑料工业,1999,27(3):27-29.
LYU H H,LIU N C. Hydrolytic Cross-slinking of Silane Graft onto PP[J]. China Plastics Indusrry,1999,27(3):27-29.
[4] 张建耀,从日新,刘少成,等.LDPE.2102 TN00在交联电缆绝缘料中的应用 [J].合成树脂及塑料,2004,21(2):38-42.
ZHANG J Y,CONG R X, LIU S C, et al. The Application of LDPE 2102 TN00 in Preparing Cross-linked Cable Insuant[J]. China Synthetic Resin and Plastics, 2004,21(2):38-42.
[5] 王保正.聚丙烯用阻燃剂及阻燃聚丙烯[J].塑料,2004,33(1);54-59.
WANG B Z. Flame Retardant Used in PP and Fire Retardant PP[J]. Plastics, 2004,33(1);54-59.
[6] 欧阳密,李子全,周衡志.聚丙烯交联技术发展现状[J].塑料科技,2005(2):47-52.
OUYANG M, LI Z Q, ZHOU H Z. Development Status of Cross-linking Technology of Polypropylene[J].Plastics Sci&Technology, 2005(2):47-52.
[7] CHEN X L, YU J, GUO S Y. Structure and Properties of Polypropylene Composites Filled with Magnesium Hydroxide[J].Journal of Applied Polymer Science,2006(102): 4 943-4 951.
[8] 闫 枫,邱桂学,潘炯玺.茂金属聚乙烯弹性体的交联及应用[J].合成橡胶工业,2004,51(7):440-443.
YAN F,QIU G X,PAN J X. Crosslinking and Application of Metallocene Polyethylene Elastomer[J]. China Synthe-tic Rubber Industry, 2004,51(7):440-443.
[9] 沈经纬,叶南飚,左胜武.硅烷与聚乙烯接枝反应的研究[J].四川大学学报(工程科学版),2002,34(1):6-10.
SHEN J W, YE N B, ZUO S W. Study on Graft Reactions of Polyethylenes with Silanes[J].Journal of Sichuan University(Engineering Science Edition),2002,34(1):6-10.
[10] ZHOU S, HU M, HU Y, et al. Influence of Coagents on the Silane Grafting and Cross-linking of Polypropylene[J].Polymer Plastics Technology and Engineering, 2009(48):193-200.
[11] CHEN X L, YU J, GUO S Y. Structure and Properties of Polypropylene Composites Filled with Magnesium Hydroxide[J].Journal of Applied Polymer Science,2006(102): 4 943-4 951.
[12] PLENTZ R S,MIOTTO M,SCHNEIDER E E, et al. Effect of a Macromolecular Coupling Agent on the Pro-perties of Aluminum Hydroxide/PP Composites[J].Journal of Applied Polymer Science, 2006(101): 1 799-1 805.
[13] 许莉莉,刘生鹏.PP-g-MA对聚丙烯/纳米氢氧化镁复合材料性能的影响[J].武汉工程大学学报,2011,33(8):52-55.
XU L L, LIU S P. Effects of PP-g-MA on the Properties of PP/PP-g-MA/Nano-magnesiumhydroxide Composites[J].J Wuhan Inst Tech,2011,33(8):52-55.
[14] BAGHERI R,LIAUW C M,ALLEN N S. Factors Effecting the Performance of Montmorillonite/Magnesium Hydroxide/Poly(propylene) Ternary Composites[J]. Flame Retardation and Thermal Stability Macromol Mater Eng,2008(293): 114-122.
[15] 吴惠民,彭 超,涂思敏,等.不同表面处理方法对聚丙烯/水镁石无卤阻燃材料性能影响的研究[J].橡塑技术与装备, 2008,34(11):28-31.
WU H M, PENG C, TU S M, et al. Study on the Influence of the Properties of Polypropylene/Brucite Halogen-free Flame Retardant by the Different Surface Treatment[J].China Rubber/Plastics Technology and Equipment, 2008,34(11):28-31.
[16] 欧育湘,房晓敏.金属氢氧化物阻燃剂的现状与发展前景[J].精细与专用化学品,2007,15(2):1-6.
OU Y X, FANG X M. Status Quo and Development Trends of Metal Hydroxides Based Flame Retardants[J]. Fine and Specialty Chemicals,2007,15(2):1-6.
[17] 欧育湘,李建军,叶南飚.阻燃聚合物纳米复合材料[M].北京:国防工业出版社,2011:12-15.
[18] 黄 东,南 海,吴 鹤.氢氧化铝的阻燃性质与应用研究[J].材料开发与应用,2004,19(3):33-37.
HUANG D, NAN H, WU H. Flame Retardancy Pro-perty and Application of Al(OH)3[J]. Development and Application of Materials,2004,19(3):33-37.
[19] 张建耀,戴红兵,李善中,等.汽车原线用无卤阻燃聚丙烯高速耐磨绝缘料:ZL200610038234.0[P]. 2009-01-14.
[20] 张建耀,钟世云.汽车线用无卤阻燃耐热耐候聚丙烯纳米复合绝缘材料及其制备工艺:ZL201510686552.7[P]. 2017-07-11.
[21] 张建耀,左晓兵.环保型耐高低温耐油阻燃纳米复合热塑性弹性体及其制备工艺:ZL201510700512.3[P]. 2017-05-10.
[22] 张建耀,韦 波,左晓兵.抗预交联快速固化低烟无卤阻燃硅烷交联纳米改性聚烯烃组合物: ZL201510699399.1[P]. 2017-12-26.
[23] 中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会. GB/T 32129—2015电线电缆用无卤低烟阻燃电缆料[S].北京:中国标准出版社, 2015.
[24] LI B, SUN C Y, ZHANG X C. An Investigation of Flammability of Intumescent Flame Retardant Polyethylene Containing Starch by Using Cone Calorimeter[J].Chemical Journal of Chinese Universities, 1999, 20(1): 146-149.