基于Deform-3D十字轴径向挤压工艺的研究
2018-03-28徐文汉赵爱彬
徐文汉,赵爱彬
(辽宁石油化工大学 机械工程学院,辽宁 抚顺 113001)
十字轴是汽车传动系统中的重要零件,传统的制作方法是胎模锻或模锻,但此种方法材料利用率仅为 51.6%,材料成本占产品总成本的 49.3%[1-2]。为提高产品的材料利用率,通过对十字轴产品具体要求的分析和研究,决定采用径向挤压工艺成形。而径向挤压成形过程中由于受摩擦因数、温度、挤压速度的影响,其最终成形的等效应变、等效应力以及温度乃至成形后的缺陷都会呈现多样化[3-4]。本文利用Deform-3D软件对20Cr钢径向挤压生产十字轴进行数值模拟,通过改变坯料成形的影响因素:挤压速度、摩擦因数、温度等来观察成形后坯料的应力场、应变场、损伤及最大主应力的分布规律,获得准确的径向挤压参数,从而在实际中更好的指导径向挤压过程,减少坏件、废件的产生率以及避免质量事故的发生。
1 材料和方法

图1 十字轴挤压件

图2 挤压件所用毛坯
本文所用材料为20Cr钢(即AISI-5120),要得到的十字轴挤压件见图1,通过计算所需要的毛坯见图2。利用Pro/EWildfire 5.0三维制图软件建立挤压模具及坯料,设定参数利用Deform-3D软件进行径向挤压模拟。确定挤压影响因素挤压速度分别为1mm/s、2 mm/s、5 mm/s。通过模拟分析确定最佳挤压速度后分别选择不同摩擦因子0.12、0.25、0.7,及不同挤压温度20℃、500℃及1150℃对材料进行模拟,分析其不同影响规律。并在图上选择基本3点(见图4)进行点追踪观察其变形区及非变形区应力、应变、损伤及最大主应力变化,得出最好的工艺参数。
2 模拟结果和讨论
2.1 挤压速度对铝合金反挤压过程的影响
2.1.1 不同挤压速度的等效应力图
从图3可以看出,不同速度时,三点的应力变化图形基本一致,1点是随着下压时间应力上升、下降再迅速上升。2点属于强烈变形区,随着下压剧烈增加,到峰值后下降再增加。3点应力持续增加。
2.1.2 不同挤压速度的应变图
从图4可以看出1点随着下压时间没有太大变化,应变值很小。2点变形区先是增加,增加到一定值不发生变化。3点开始不发生变化,到一定程度也在增加。三张图外形基本一致,只是挤压速度为2mm/s,应变值略大。
2.1.3 不同挤压速度损伤图
从图5可以看出只有2点变形区损伤比较大,其他两点都比较小。挤压速度为2mm/s时,3点损伤值比其它略大,但是值也非常小。速度为5mm/s时,2点的损伤值达到0.607,远远高于速度为1mm/s和2 mm/s的0.4。可见增大其挤压速度,虽然能提高生产率但是往往容易造成零件的损伤。
2.1.4 不同挤压速度最大主应力图

图3 不同挤压速度等效应力图

图4 不同挤压速度等效应变图

图5 不同挤压速度损伤图
从图6可以看出主应力外形比较相似,但是挤压速度为1mm/s时,2点最大主应力最高值接近840,速度为2mm/s时最高值接近699,速度为5mm/s时最大主应力最高值接近1000。如果在变形过程中,主应力超过其屈服点,材料容易产生变形开裂的趋势,所以我们希望其有比较小的最大主应力,我们从图上可以看出速度为2时其最大主应力最小,是最适合选择的变形速度。
2.2 摩擦因子对径向挤压过程的影响
2.2.1 不同摩擦因子等效应力图
从图7可以看出1点都是先增加再下降而后上升,而随着摩擦因子的增加,等效应力初始增加幅度明显增大。2点变形区形状基本没有明显变化。3点变化最明显,随着摩擦因子的增加,应力明显增加。摩擦因子为0.7时,应力明显增加,甚至超过2点变形区。
2.2.2 不同摩擦因子等效应变图
从图8可以看出,随着摩擦力的增加,3点应变明显增加,峰值达到8.3,明显高于摩擦因子为0.25时的3.22,高于摩擦因子为0.12时的1.44.其它两点应变变化基本一致。
2.2.3 不同摩擦因子损伤图
从图9上可以看出,摩擦因子为0.12、0.25时2点的损伤值相差不多,而摩擦因子为0.7时,2点的损伤值明显增加。
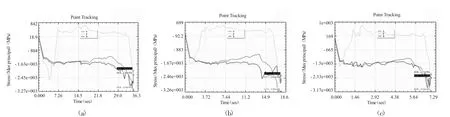
图6 不同挤压速度最大主应力图

图7 不同摩擦因子等效应力图

图8 不同摩擦因子等效应变图

图9 不同摩擦因子损伤图

图10 不同摩擦因子最大主应力图

图11 不同温度等效应力图

图12 不同温度等效应变图

图13 不同温度损伤图

图14 不同温度最大主应力图
2.2.4 不同摩擦因子最大主应力图
从图10可以看出,三点的外形变化不大,应力值变化也不大。
2.3 温度对径向挤压过程的影响
2.3.1 不同温度等效应力图
2.3.2 不同温度等效应变图
从图11可以看出,随着温度升高,应力明显下降,尤其2点变形区下降明显,由20℃的830左右下降到1150℃的520左右。图12可以看出应变变化不明显,500℃时3点应变值略高于其他。
2.3.3 不同温度损伤图
从图13可以看出温度为1150℃时2点损伤值最大为0.659,而20℃和500℃损伤值仅为0.44、0.45。
2.3.3 不同温度最大主应力图
从图14可以看出,随着温度的升高,三点的最大主应力均明显下降,2点的最大主应力20℃时接近699,而1150℃时仅为接近398.可见温度升高材料的塑性增大,更容易成形。
3 结论
(1)在摩擦因数、温度一致,仅调整成形速度时,挤压速度为2m/s时,其损伤值及最大主应力均低于挤压速度为5m/s时,得到的挤压件表面更加平滑质量更好,而且生产率也明显高于挤压速度为1m/s时,可见2m/s是选用的合理挤压速度。
(2)在成形速度、温度一致,仅调整摩擦因数的时候,随着摩擦系数的增加,摩擦系数为0.7时,其3点的等效应力、等效应变明显高于其它摩擦因子时,2点的损伤值也明显高于其它摩擦因子。
(3)在摩擦因数、成形速度一致,仅调整温度时,随着温度升高其等效应力、最大主应力均明显下降,材料更容易成形,但1150℃时其损伤值明显增大,材料更容易出现缺陷,为了保证产品质量,更适合选用温挤压500℃时。
[1] 王辉宇.十字轴锻件的径向挤压成形工艺 [J].锻压技术,1990,(2):59-60.
[2] 严健鸣,王成勇,朱取才,等.双凸模冷径向挤压十字轴的模拟[J].精密成形工程,2013,5(2):51-54.
[3] 胡建军,李 平.DEFORM-3D塑性成形CAE应用教程[M].北京:北京大学出版社,2011.
[4] 李传民,王向丽,闫华君.DEFORM 5.03金属成形有限元分析实例指导教程[M].北京:机械工业出版社,2007.
