一种热模锻压力机封高锁紧打开装置结构优化设计
2018-03-28吉桂生范如明唐正东潘地磊
吉桂生,范如明,唐正东,潘地磊
(扬力集团股份有限公司,江苏 扬州 225000)
热模锻压力机因其生产效率高、易于实现自动化、噪声和振动小等优点,因而在现代锻压生产中的应用日趋广泛,是现代锻造生产中不可缺少的高精锻设备。
国内目前生产的热模锻压力机,大部分的技术来源都是上世纪80年代初期从原西德EUMUCO公司引进的技术,德国热模锻压力机技术平台引进到中国30多年来,大部分厂家没有做过任何技术改善,仍然沿用当时德国的技术图纸。
扬力集团是国内较早研制中小型热模锻压力机的厂家之一,通过对现有技术进行改进与优化,现已开发出HFP2500以下全套系列产品,填补了公司之前在这一领域的空白。
为了适应不同锻件对封闭高度的要求,在热模锻压力机上必须设有封闭高度调节装置[1],扬力在现有技术的基础上对封闭高度的锁紧打开装置进行了优化设计。
1 传统热膜锻压力机封闭高度调整系统
热模锻压力机封闭高度的调整主要由调整机构和锁紧机构组成,对于重型压力机因为其滑块质量大,平衡缸系统是由两个活塞式气缸组成,前后放置在机身上方,放在前面的一个的活塞杆与滑块连接,放在后面的一个的活塞杆通过锁块、销轴等零件与滑块的中间铸出的突起“耳子”相连。如图1所示。
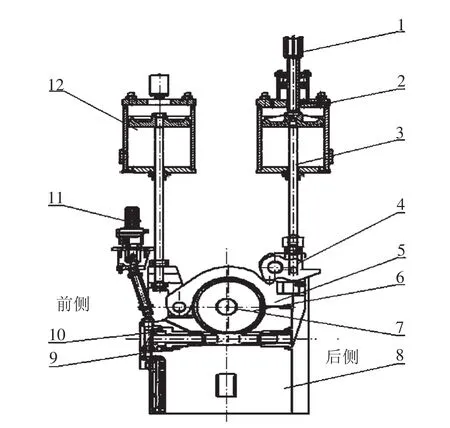
图1 封闭高度调节示意图
调整机构的偏心压力销6上加工有蜗轮,并与连杆小头和滑块内弧面相连接。滑块与连杆的连接通过连杆销7与偏心压力销6实现。由于偏心压力销与连杆销不同心,所以,当带有减速齿轮的电机11通过万向节、伞齿轮副10、由蜗杆9驱动偏心压力销转动时,可以调整连杆长度,从而实现对压力机封闭高度的调整。
锁紧机构对偏心压力销的锁紧力是通过平衡缸和杠杆施加的,在封闭高度调整结束后,通过电磁阀控制,使控制缸的下腔进气,上腔排气;平衡缸2的上腔经过控制缸活杆排气,在其下腔在压缩空气的作用下,推动活塞杆上升,通过锁块4与弓形闸瓦5将偏心压力销锁紧。当调整封闭高度时,通过控制缸1的电磁阀,使控制缸上腔进气,下腔排气,推动控制缸活塞杆向下移动,进入平衡杠2的活塞凹槽,以密封平衡杠2上腔,而平衡缸2由电磁阀控制,上腔进气,在平衡杠2上腔与控制缸1上腔的压缩空气共同作用下,平衡杠2的活塞和活塞杆向下移动,通过锁块4使弓形闸瓦松开,并在弓形闸瓦和偏心销之间形成间隙[2]。
但平衡缸的作用主要是平衡滑块及模具重量,调模时平衡缸2上下腔压力一致,已失去平衡滑块及模具的作用,单独靠平衡缸12不能完全平衡滑块及模具的重量,使得滑块一边会有明显的下沉,偏心销在连杆销7的作用下与滑块体脱离,蜗杆与偏心销的蜗轮啮合中心增大,会导致调模不准确及蜗轮副的过快磨损。
2 优化后的封高锁紧打开装置
如图2所示,扬力生产的HFP系列热模锻压力机通过对现有热模锻封高锁紧打开装置进行改进,设计了封高打开油缸1。在原本结构的基础上通过增加液压油缸、泵站、电磁阀并更改锁块3的结构来实现在不影响平衡缸原有功能的情况下使得封高锁紧的解除,满足调模条件。
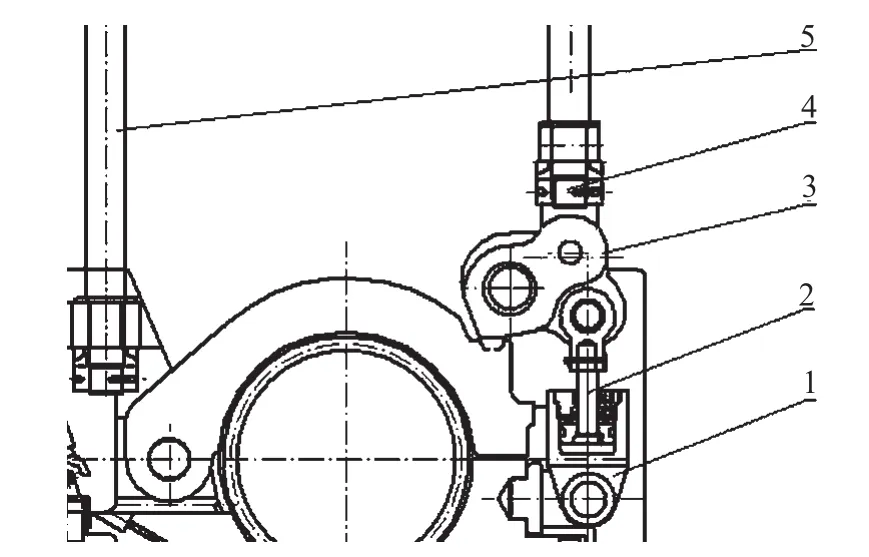
图2 封高锁紧打开装置
机床正常工作状况下液压泵不工作,电磁阀处于常闭状态,当需要调模时,可在操作面板上控制液压泵、电磁阀动作,高压油进入油缸1上腔的同时产生向下的拉力,当油缸拉力大于平衡缸4产生的拉力时,锁块3打开并使弓形闸块与偏心销间形成一定间隙,从而打开封高锁紧机构。同时在管路中加装压力开关,当管路压力达到压力开关的设定值时,电控系统才能允许调模电机的接通,实现调模。
优化后的封高打开装置对压力机的主要部件的工作有重要影响。其主要功能有:
(1)平衡缸拉杆4一直处在工作状态,对滑块及模具重量的平衡力一直存在,避免了以往因平衡力不足导致偏心销与滑块体分离的状况。
(2)蜗杆和偏心销蜗轮副中心不变,啮合良好,避免了调模不准确及蜗轮副的过快磨损的问题。
(3)可将泵站系统整合在机床使用的换模系统液压泵上,不增加额外的泵站,系统简洁。锁紧打开反应速度快,加入压力监控系统,动作安全可靠。
3 结语
实践证明,该封闭高度打开系统结构简单,加工装配方便。能够实现快速频繁地调节封闭高度,并具有良好的平衡能力,且可以实现自动化控制,既节约了成本,又取得了良好的社会效益,应用前景广泛。
[1] 于兆卿,艾淑萍,周晓平.大型热模锻压力机方案设计[J].一重技术,1999,(2).
[2] 李忠民,卢 喜,刘雨耕,等.热模锻压力机[M].北京:机械工业出版社,1990.
