钢桶封闭器法兰关键尺寸与制造工艺简析
2018-03-25吴建平
吴建平
(无锡四方友信股份有限公司,无锡 214092)
钢桶封闭器是指采用螺纹锁紧和桶塞封闭、封闭箍等方式,配合其他金属或合成的材料如合成橡胶零件,确保钢桶口密封的装置。钢桶封闭器按结构和用途可分为:嵌入式法兰封闭器、非嵌入式封闭器、箍式封闭器。其中,嵌入式法兰封闭器是指采用机械咬合锁紧的螺纹法兰和桶塞封闭,并由其他金属或合成材料,如合成橡胶、塑料等零件,确保钢桶密封的装置。[1]
1 嵌入式法兰封闭器使用概况
嵌入式法兰封闭器在钢桶上应用最为广泛,大多数的闭口钢桶都是采用这种封闭器。嵌入式法兰封闭器可分为G2、G3/4和G4三种规格,无论在国内还是国外的钢桶包装上,几乎每一只钢桶注入口和透气口均分别配置了G2与G3/4封闭器。嵌入式法兰封闭器由封盖、封盖密封胶、法兰、桶塞、桶顶、垫圈、衬圈、标志环/保护环(可选用)等组成。[1]笔者主要针对G2与G3/4封闭器法兰进行论述,且由于双衬圈法兰和标签环使用不多,故论述的是用量最多的无标签环单衬圈法兰。
2 封闭器法兰关键尺寸取向
2.1 纵向高度尺寸取向
生产钢桶封闭器的厂家众多,执行的标准不尽相同,对标准中尺寸偏差的把控能力也有高低。执行标准和生产工艺水平的差异等均会导致法兰尺寸出现偏差,其中高度方向的尺寸差别最大。
2.1.1 法兰结构和尺寸
以公司最常用封闭器的三家制造商为例:
(1)国际供应商A执行的是国际标准Packaging-Steel drums-Part 3: Inserted flange-type closure systems(BS EN ISO 15750-3:2008),封闭器法兰结构和规格尺寸[2],如图1和表1所示。
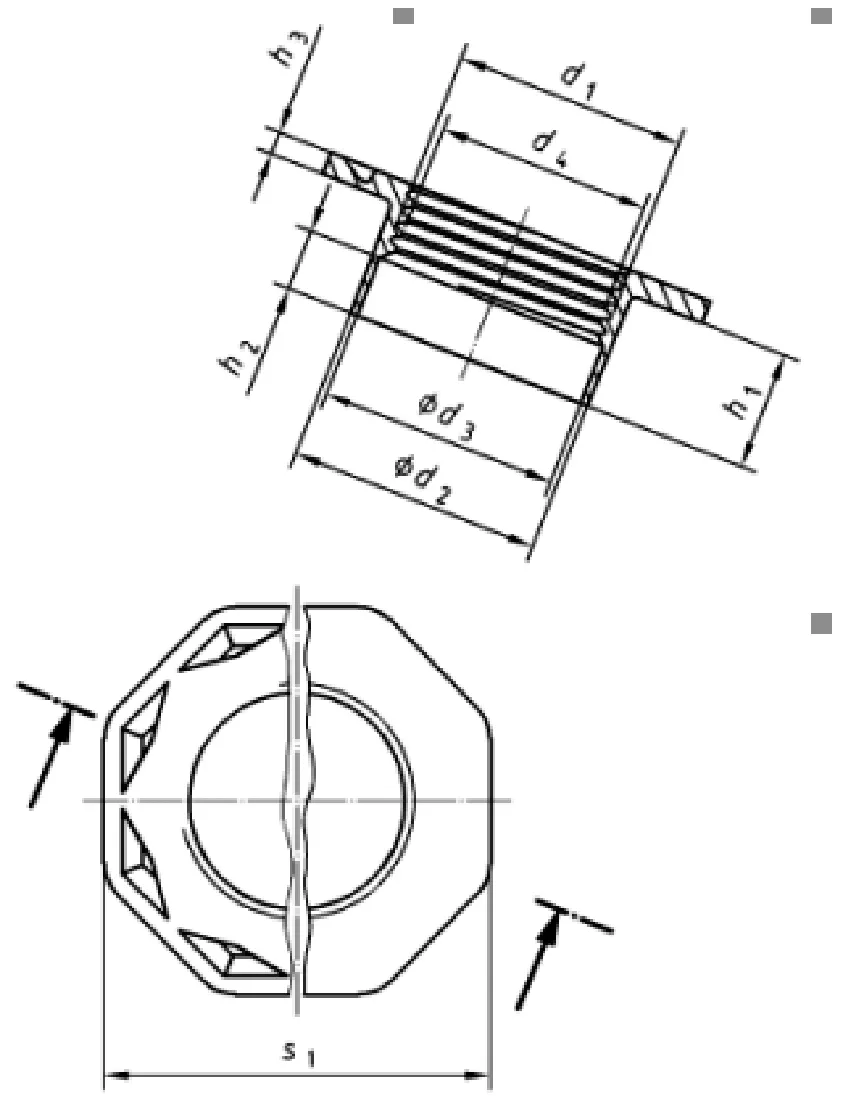
图1 国际供应商A的法兰结构示意图
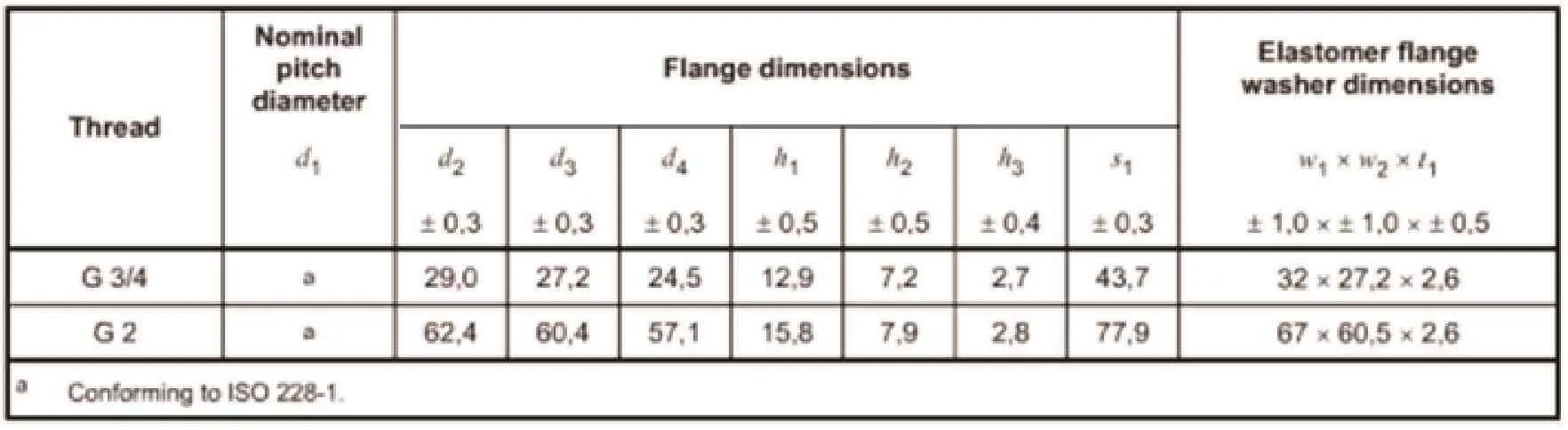
表1 国际供应商A的法兰规格尺寸 单位为毫米
(2)国际供应商B产品说明书《TECHNOCRAFT CLOSURE SYSTEMS:2010》①产品说明书中显示,国际供应商B生产封闭器符合国际标准ISO 15750-3:2008。中的G2与G3/4法兰结构尺寸[3],如图2与图3所示。
图2 国际供应商B的G2法兰结构尺寸
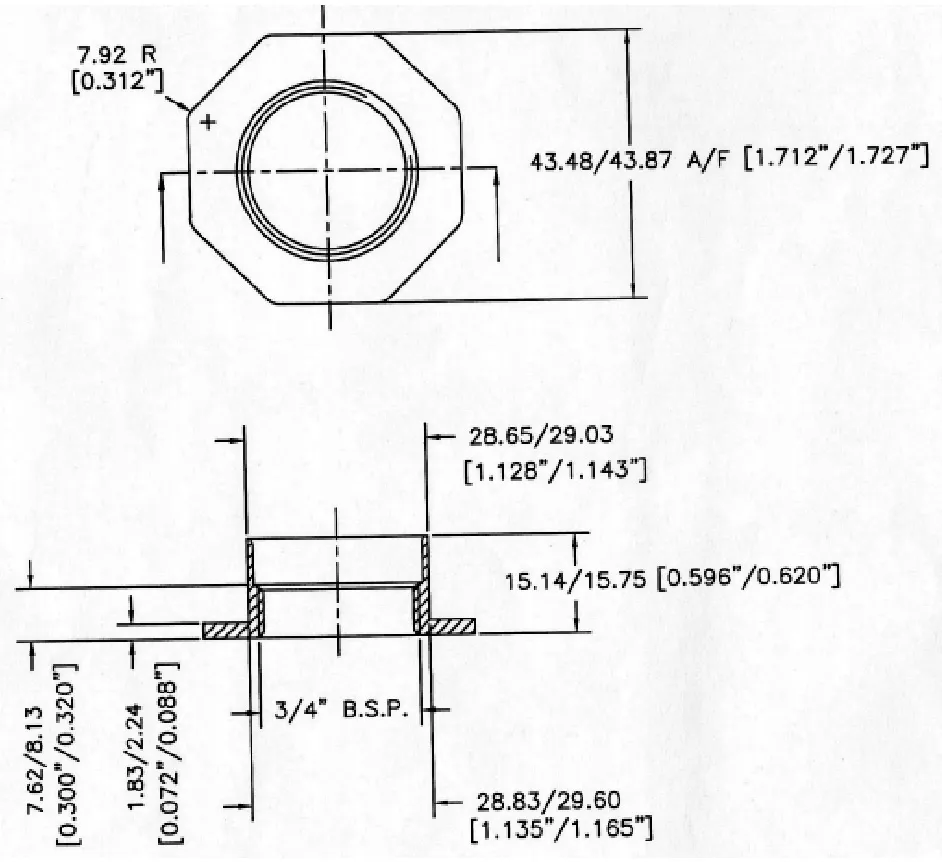
图3 国际供应商B的G3/4法兰结构尺寸
(3)国内供应商C执行的国家标准GB/T 13251—2018《包装 钢桶封闭器》,其法兰结构和规格尺寸[1],如图4和表2所示。
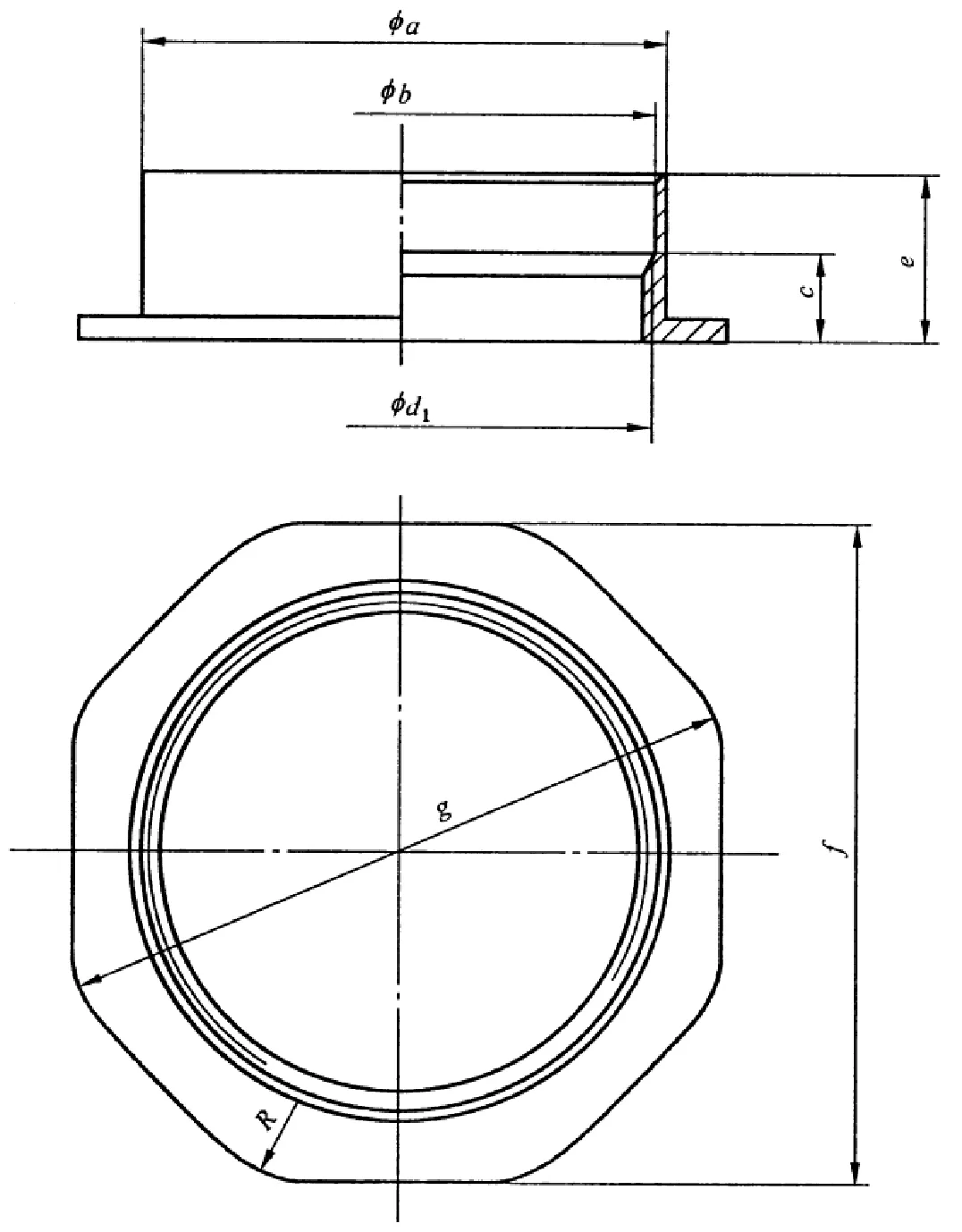
图4 国内供应商C的法兰结构示意图

表2 国内供应商C的法兰规格尺寸 单位为毫米
2.1.2 铆合高度
(1)国际标准BS EN ISO 15750-3:2008推荐的铆合高度结构尺寸如图5和表3所示,国际供应商A规定的具体铆合高度[4]如表4所示。
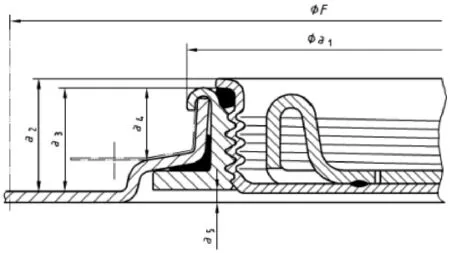
图5 国际标准BS EN ISO 15750-3:2008的嵌入式法兰封闭器示意图
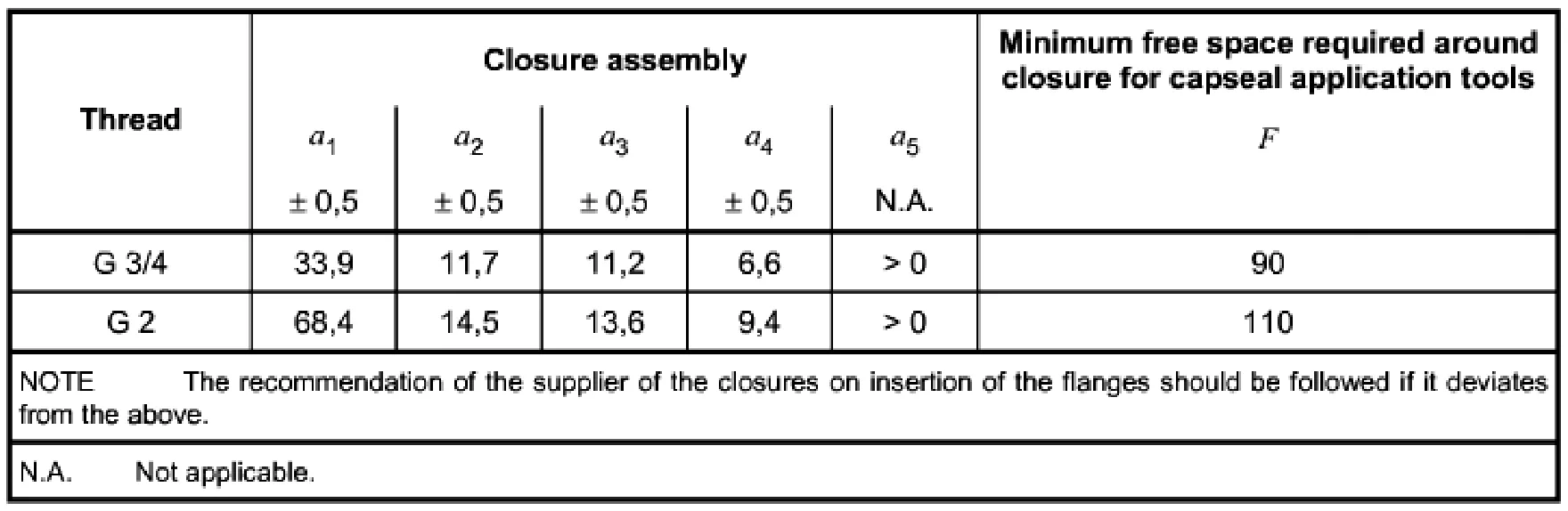
表3 国际标准BS EN ISO 15750-3:2008的法兰铆合尺寸 单位为毫米

表4 国际供应商A的法兰铆合尺寸 单位为毫米
根据表4可知,国际供应商A生产的G2法兰的铆合高度为13.9mm±0.5mm,G3/4法兰为11.1mm±0.5mm。
(2)国际供应商B产品说明书《TECHNOCRAFT CLOSURE SYSTEMS:2010》中推荐的铆合高度结构尺寸如图6和表5所示。
图6 国际供应商B的法兰铆合结构示意图

表5 国际供应商B的法兰铆合尺寸 单位为毫米
表5中尺寸50mm指G2法兰,20mm指G3/4法兰。其铆合高度在:G2法兰为13.34mm±0.25mm,G3/4法兰为10.80mm±0.25mm,下偏差单衬圈,上偏差双衬圈。
(3)国内供应商C采用的国家标准GB/T 13251—2018推荐的铆合高度结构尺寸如图7和表6所示。

图7 国家标准GB/T 13251—2018的嵌入式法兰封闭器示意图

表6 国家标准GB/T 13251—2018的法兰铆合尺寸 单位为毫米
根据表6可知,国内供应商C生产的G2法兰的铆合高度为13.0mm±0.5mm,G3/4法兰为11.0mm±0.5mm。
由以上图表可以发现:对法兰尺寸的标注方式,国际供应商B的产品说明书《TECHNOCRAFT CLOSURE SYSTEMS:2010》和国内供应商C采用的国家标准GB/T 13251—2018更具可操作性,尺寸规格直观明了,而国际供应商A采用的国际标准BS EN ISO 15750-3:2008中尺寸需要推算;对铆合高度的标注图示方法,国际供应商B的最符合实际,国内供应商C的尚可(桶顶内平面与法兰底面会有落差),国际标准图示尺寸则不便在实际操作中使用(推荐的铆合高度是指法兰铆合后的高度)。
钢桶封闭器法兰铆合时,通常把铆合高度作为衡量铆合质量的第一要素,当法兰铆合后的抗扭性能不足或液密试验出现渗漏时,首先会想到试着把铆合高度再降低一点。法兰纵向尺寸中的法兰高度和螺纹高度是影响铆合高度的两个关键尺寸。
2.1.3 法兰高度
法兰铆合后,能否达到规定的扭矩是衡量嵌入式法兰封闭器装配质量的标准之一。[5]虽然铆合后的法兰发生松动前做气密(液密)试验无渗漏,但是一旦松动将破坏原有的密封状态而产生渗漏现象。即使衬圈有可靠的密封,法兰在规定的扭矩内发生松动也是不允许的。对法兰铆合后的抗扭性能要求应等同于国家标准中桶塞焊点扭力,分别是:G2法兰68N·m,G3/4法兰27N·m。
按钢桶材料厚度分,可分为重型桶、中型桶、次中型桶和轻型桶,主要包括0.5mm、0.6mm、0.8mm、1.0mm、1.2mm、1.5mm等几种。那么什么样的法兰高度能适应0.5mm~1.5mm各种料厚桶顶铆法兰的要求呢?从市场上主流供应商提供的产品看:国内供应商C的G2法兰高度为18.7mm~18.8mm,G3/4法兰高度15.7mm~15.8mm,基本与国家标准一致;国际供应商A提供的G2法兰高度为18.4mm~18.5mm,G3/4法兰高度15.4mm~15.5mm,在其相应标准的名义尺寸18.6mm和15.6mm的下偏差运行;国际供应商B的G2法兰高度为18.2mm~18.3mm,G3/4法兰高度15.2mm~15.3mm。②注:所列尺寸是三家制造商刚开始供货和试验时的实际尺寸,不代表目前尺寸,国际供应商A和国际供应商B已根据需求有所调整。总体而言,国际供应商B的法兰要比国际供应商A的要矮0.2mm左右,国际供应商A的法兰要比国内供应商C的矮0.3mm左右。它们都在其相应的标准范围内,只是取向不同。
要确定法兰高度的最佳参数,就要先确定法兰的铆合高度参数。从供应商推荐的数据来看,国际供应商B的G3/4法兰铆合高度参数相对偏矮;国内供应商C的G2法兰铆合高度相对偏矮;国际供应商A推荐的单衬圈无标签环与国际供应商B的单衬圈铆合高度参数相比,G3/4近乎一致,但G2偏高(相当于国际供应商B的双层衬圈)。
法兰高度的差异在同样铆合高度下是否都能满足抗扭性能要求呢?由于G2法兰尺寸大,抗扭要求容易实现。G3/4法兰尺寸较小,其抗扭性能的实现要比G2法兰难一些。故以料厚0.5mm无内涂桶顶铆G3/4法兰,按国际供应商B的法兰铆合高度要求取下偏差10.6mm进行试验,模具模芯最大铆合控制直径φ33.8mm,密封衬圈相同,结果如图8、图9、图10所示。
国内供应商C的G3/4法兰铆合结果是:扭矩>32N·m,无错位、无跟转。
图8 国内供应商C的G3/4法兰铆合结果
国际供应商A的 G3/4法兰铆合结果是:扭矩<27N·m,较小错位、跟转。
图9 国际供应商A的 G3/4法兰铆合结果
国际供应商B的 G3/4法兰铆合结果是:扭矩<27N·m,较大错位、跟转。
图10 国际供应商B的 G3/4法兰铆合结果
以上试验使用的冲孔翻边压八角模具、铆法兰模具都是相同的,模具的闭合高度都是不变的,0.5mm料厚桶顶材料的性能都是一样的。从试验结果可以看出,随着法兰高度的下降,法兰铆合后的抗扭性能是相应降低的,除国内供应商C的G3/4法兰能有效满足抗扭要求外,国际供应商A和国际供应商B的G3/4法兰都不能满足料厚0.5mm桶顶铆合的抗扭要求。这可能是国际供应商A和国际供应商B法兰高度的确定主要是以料厚1.0mm以上的数量巨大的大桶桶顶来考量的,0.8mm以下的小桶桶顶似乎被忽视了。
当将法兰铆合在材料厚度较薄的桶顶上或法兰高度偏矮时,法兰与桶顶之间可能会产生空隙。如图11所示,法兰高度较高,则法兰卷边后与桶顶翻边之间充分裹紧无空隙;法兰高度较矮,则法兰卷边后与桶顶翻边之间无法裹紧或存在空隙。

图11 法兰铆合截面图
从试验的情况来看,因冲孔铆合都是同一付模具和同样的桶顶,若不论法兰高矮,铆合后八角部位的铆合状况应是一致的(就G3/4法兰而言,国内供应商C与国际供应商B的八角厚度都是2mm,而国际供应商A的八角厚度是2.2mm,对满足抗扭性能更有利),那么八角部位的抗扭性能也应是一致的。造成抗扭性能差异的原因,最可能的就是法兰高度不同造成卷边程度不同这一因素了。
由此得出这样一个结论:法兰铆合后的抗扭性能,单靠法兰八角边与同时铆合成型的桶顶八角之间的配合是不够的,还必须依靠法兰卷边对桶顶翻边的收紧程度,只有二者同时作用才能保证法兰铆合后的抗扭性能。特别对于内涂型钢桶,这一点尤为重要,那种抗扭纯靠八角的思维是不准确的。
当然法兰高度也不是越高越好,过高后反而会产生抗扭性能的下降,国内另一供应商D提供的用来作防伪钢桶铆合的G2法兰高度为19mm,G3/4法兰高度16mm,如用来作普通铆合就有可能产生如图12所示的这种情况。
国内供应商D的G3/4法兰铆合结果:扭矩<27N·m,错位、跟转。

图12 国内供应商D的G3/4法兰铆合结果
既然法兰高度不宜过高,那我们就看看不同高矮法兰铆合在1.5mm料厚桶顶上的状况。通过试验发现,国际供应商A、国际供应商B、国内供应商C的G2法兰均能满足68N·m的抗扭要求且78N·m仍然满足,G3/4法兰均能满足27N·m的抗扭要求且37N·m仍然满足。这就说明国内供应商C的法兰高度(即国家标准GB/T 13251—2018的要求高度)不存在高度过高的问题。
通过以上试验可以得出,要使法兰铆合后满足材料较厚的大桶和材料较薄的小桶的抗扭性能,国内供应商C的法兰高度是最符合要求的;国际供应商A的法兰如果做到其采用的国际标准的名义尺寸或之上也是接近的;由于国际供应商B的铆合高度相对最矮,所以应将国际供应商B推荐的铆合高度参数作为钢桶厂家的工艺要求,若大于推荐值,只会使法兰高度更显得不足。值得一提的是,在上述铆合高度下,国家标准GB/T 13251—2018中法兰高度e的数值(见表2)是更为准确的。
综上所述,法兰高度尺寸偏矮或偏高,是造成铆合后抗扭性能不佳的重要原因(虽然桶顶翻边孔根部转角R过大,法兰铆合直径过大同样会使抗扭性能下降)。
以上是在满足抗扭要求的条件下确定法兰高度,接下来将在满足铆合高度和螺牙圈数的条件下确定螺纹高度。
2.1.4 螺纹高度
螺纹高度决定冲压模具的闭合高度,由于冲床上的模具一旦架好,钢桶生产厂家不会因为各供应商的法兰螺纹高度的差异而频繁调节模具的闭合高度,因此必须追求螺纹高度的统一。
法兰铆合高度是受到螺纹高度的限制的。在保证法兰铆合后的抗扭性能的条件下,什么样的螺纹高度尺寸才是合适的呢?因铆合高度在下偏差的情况下,法兰模芯最接近螺牙,故可以用模拟的方法来确定螺纹的高度,下图13、图14分别是G2和G3/4法兰铆合模拟图(图中使用了普通模芯和冲孔铆合二合一模芯)。
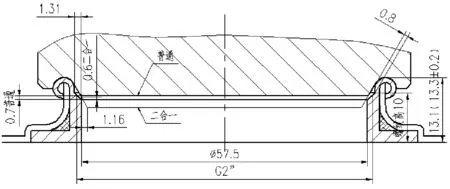
图13 G2法兰铆合模拟图
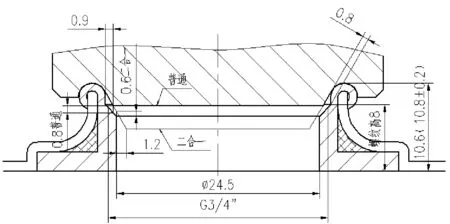
图14 G3/4法兰铆合模拟图
由模拟图可以看出:当G2法兰铆合高度为偏差下限13.1mm时,合适的螺纹高度应为10mm;G3/4法兰铆合高度为偏差下限10.6mm时,适合的螺纹高度为8mm。此时模芯与法兰螺牙之间的空隙,不管是G2法兰还是G3/4法兰都是相等的,这个空隙是克服铆合中的弹性变形所必须的,没有这个空间或铆合高度数值在下偏差以下占用这个空隙,就有可能产生桶塞不好旋和旋不上的问题。由于G2管螺纹的螺距是2.309mm,G3/4管螺纹的螺距是1.814mm,故螺纹高度在其负偏差内都足够符合标准中啮合不少于3个整牙的要求。此铆合高度若再降低会影响螺牙数量,若再提高会影响法兰铆合后的抗扭性能。由此可以看出,国际供应商B推荐的铆合高度,可以说既是法兰铆合的最高要求,又是法兰铆合的最矮要求,是被实际证明确实可行的高度。
螺纹高度直接制约着铆合高度,当螺纹高度过高时,铆合会压坏螺纹,使孔径收缩,导致桶塞不好旋或旋不上。此外,过高的螺纹高度侵占了螺塞密封圈的压缩空间,会使密封圈由于过压缩而外泄或断裂。在国际供应商B推荐的铆合高度(即G2法兰为13.34mm±0.25mm,G3/4法兰为10.80mm±0.25mm)条件下,G2法兰螺纹高度大于10.0mm或G3/4法兰螺纹高度大于8.0mm,是造成螺塞不好旋或旋不上现象的主要因素。可见,即使G2法兰螺纹高度在10.0mm或下偏差,若铆合高度是13.0mm±0.5mm的下偏差,都可能会出现上述现象。因此,国家标准中G2法兰13.0±0.5mm的铆合高度不够准确。
综上所述,国家标准GB/T 13251—2018中螺纹高度c(即G2法兰螺纹高度10.2mm±0.4mm,G3/4法兰螺纹高度8.6mm±0.4mm,详见表2)尺寸偏高,应选择名义尺寸10.0mm和8.0mm及其下偏差。
2.2 横向八角边距取向
通过测量三家供应商提供的法兰八角边距,发现国际供应商A和国际供应商B的G3/4法兰八角边距是一样的,都是43.7mm,符合供应商执行的标准要求(43.7mm±0.3mm)。而国内供应商C的G3/4法兰八角边距是43.5mm,同样符合供应商采用的国家标准要求(43.5mm±0.2mm)。虽然都符合标准要求,但这种差异还是可能会给钢桶厂家铆合模具的八角定位精度造成影响,比如因定位间隙变大,使得铆合后法兰八角与桶顶八角产生错位的机率增加。
2.3 标准中公差的取向
在执行标准的时候,封闭器制造单位对尺寸公差的取向是不同的。国内供应商C的法兰尺寸基本在国家标准的名义尺寸上,而国际供应商A和国际供应商B在法兰高度尺寸上往往都取了相应标准的下偏差,未达到名义尺寸或中间尺寸。对法兰高度而言,考虑到法兰要有足够的高度才能满足抗扭的要求,故应取公差的上偏差;对法兰螺纹高度而言,为避免产生螺塞不好旋或旋不上,应取公差的下偏差;对法兰八角边距而言,考虑到要放置在模具的八角定位框里,也应取公差的下偏差。实际上,为了防止尺寸上下偏差造成过宽的尺寸范围,给用户使用造成困扰,实际尺寸应往名义尺寸靠拢,从而使各供应商提供的法兰尺寸尽可能一致。
下图15是按尺寸取向绘制的法兰产品图。
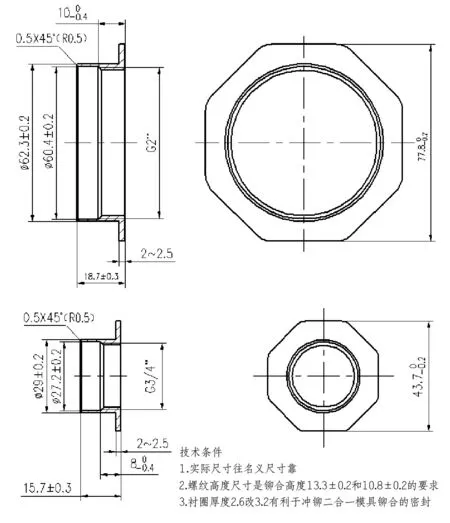
图15 法兰产品图
图15中名义尺寸除G3/4法兰螺纹高度低于国家标准GB/T 13251—2018规定外,其余名义尺寸都在国家标准规定的范围内。也可以这样说,一部分名义尺寸就是国家标准的名义尺寸,另一部分名义尺寸在国家标准的公差范围内。此图也是我公司作为封闭器使用单位要求国际供应商A、国际供应商B和国内供应商C执行的产品图。从目前的供货状况来看,法兰高度仍有差别,但螺纹高度已趋于一致。此图也可供国家标准修订时参考。
3 法兰卷边口部内圆的加工工艺取向
国内供应商C是国内主要的封闭器供应商,用其提供的法兰铆合一直很正常,但随着国际供应商A和国际供应商B的法兰投入使用,却出现了国际供应商A和国际供应商B法兰铆合后反卷问题,尽管使用的是同一副模具及相同的铆合参数。
为解决G2法兰反卷问题,国际供应商A专门提供了G2铆法兰模模芯,之后法兰铆合才恢复正常。经测量,模芯尺寸为φ69.2mm、R2.25mm,比我公司多年使用的φ68.6mm、R2mm模芯的铆合直径要大。
为解决G3/4法兰反卷问题,国际供应商B提供了G3/4铆法兰模模芯图纸,尺寸为φ34.5mm、R1.9mm,大于我公司原来正常使用的φ33.8mm、R1.7mm模芯的铆合直径。按图加工后,虽然解决了反卷问题,但却产生了抗扭性能不足的新问题。
从国际供应商A和国际供应商B提供的模芯工艺尺寸来看,都是从增大模芯卷边槽R半径和铆合直径的途径来解决铆合反卷问题的,通过扭力试验,G2法兰能达到68N·m的抗扭要求,G3/4法兰则达不到27N·m的抗扭要求。
那究竟为什么国内供应商C的法兰不发生反卷,而国际供应商A和国际供应商B的法兰会产生反卷呢?且为什么国际供应商B是G3/4法兰发生反卷,G2法兰不发生反卷,而国际供应商A的G2和G3/4法兰均发生反卷?通过国内供应商C和国际供应商A、国际供应商B的法兰外观的比较,发现最大的不同点在于:国内供应商C的大小法兰卷边内径均是挤压成型;国际供应商B的大法兰是挤压成型,小法兰是车削成型;国际供应商A的大小法兰均是车削成型。
目前,法兰卷边口部内圆的加工分为挤压和车削两种加工方法,如图16所示。

图16 无倒角车削工艺与有R角的挤压工艺
挤压加工比车削加工的工艺更为复杂,投入更大。对法兰质量而言,挤压的特点是内壁光洁,圆周上壁厚均匀一致,法兰整体强度增强,更能克服卷边阻力。挤压工艺还能在卷边口部形成保护性倒角或R角,不光降低法兰对铆合模芯的磨损,延长模具使用寿命,还能降低模芯磨损产生的沟槽对法兰卷边的阻碍。车削的特点是内壁留有刀痕,不够光洁,以致对铆合模芯的磨损严重,法兰的翻边口部无倒角(即清角),铆合时就同刃口一样频繁作用于模芯,使模芯容易产生沟槽,沟槽不断扩大造成卷边不畅,加上卷边部位圆周上壁厚不均匀(国际供应商A的G3/4法兰壁厚相差0.2mm),导致圆周上各点卷边程度不同,法兰整体强度不如挤压型,螺纹部分、卷边部分易受力变形,综合起来容易产生局部反卷或卷边不到位。实际使用中,车削型法兰在铆合前的沾油频率(起润滑作用)要高于挤压型法兰,这一点也足以证明车削型法兰对铆合模芯的磨损要比挤压型法兰大。铆合力对法兰的压迫很大,挤压加工可以提高法兰的抗压强度,这正是车削加工无法达到的。从铆合车削型法兰出现反卷后还能继续铆合挤压型法兰,就可看出挤压工艺的优越性。另外,由于上述挤压和车削两种方法加工成型的法兰的不同形状特性和使用效果,决定着挤压型法兰铆合直径可以比车削型法兰更小,也就是说,挤压型法兰铆合模芯的R槽尺寸可以比车削型的小,且不易发生反卷或卷边不到位,对提高法兰铆合后的抗扭性能更有利。
总而言之,法兰卷边部位内径不光洁,壁厚不均匀,缺乏保护性倒角,整体强度偏弱是除缺少润滑和模具磨损外造成法兰铆合反卷或卷边不到位的主要原因。关于法兰卷边口部倒角(或R角),在国际标准BS EN ISO 15750-3:2008和产品说明书《TECHNOCRAFT CLOSURE SYSTEMS:2010》的图示中均无显示,而在国家标准GB/T 13251—2018的图示中却有显示,并在说明中给定了具体尺寸,这是国家标准优于国际标准的地方。
4 对标准制修订的看法
我国是钢桶生产大国,在钢桶的国际标准制定中要掌握话语权。使用的国家标准不仅要优于现行国际标准,而且要取长补短,改进国际标准和其他企业标准中的不足。标准的制修订,要从模拟、实验和用户实际使用中获取数据,避免相互矛盾相互干涉。
5 结束语
由于钢桶封闭器的国际标准和国家标准都是推荐性而非强制性标准,且标准中部分指标参数不尽相同,存在虽细微但确有影响的差异,造成制造商在公差范围内规格尺寸的不同,给钢桶封闭器生产效率和质量带来不良影响。本文的观点供钢桶封闭器制造商参考,期待众厂家能生产出通用性更高、适应性更广、互换性更强的满足使用性能要求的封闭器产品。