Ф22 mm规格热轧带肋钢筋二切分轧制生产实践
2018-03-17展宝磊郭静棣孙永涛
展宝磊,郭静棣,孙永涛
1 前 言
山钢股份莱芜分公司棒材厂二轧车间以热轧带肋钢筋为主导产品,产品覆盖Φ16~Φ36 mm规格;以160 mm×160 mm连铸方坯为原料,年生产钢筋100万t。为增加产量,提高效益,减少消耗,棒线产品多采用多切分工艺轧制,但一般为Φ20 mm以下小规格品种。为了进一步释放产能,决定开发Φ 22 mm规格二切分轧制工艺以取代现有单线工艺。
2 工艺设计
2.1 孔型设计
1)设计Φ22 mm规格二切分工艺流程为:原料→原料检验→加热炉加热→粗轧→1#飞剪切头→中轧→2#飞剪切头→精轧→控制冷却→3#飞剪分段→冷床冷却→冷剪定尺→包装→检验→入库。
2)工艺布置。山钢股份莱芜分公司棒材厂二轧车间轧线工艺布置为粗轧6架闭口轧机平立交替布置,中轧4架闭口轧机全平布置。精轧6架短应力轧机,其中12#轧机采用立轧,其余架次采用平轧布置。根据设备特点,成功开发了Φ16 mm、Φ18 mm二切分生产工艺,为Φ22 mm规格二切分孔型设计提供了借鉴经验。
3)孔型分析。二切分轧制法是指通过特殊的轧辊孔型和导卫或者其他切分装置,在轧制过程中使轧件在强烈不均匀变形和强迫宽展的同时,沿纵向轧制成两根截面相等轧件的材料加工方法[1]。目前,国内较为常见的切分系统为:平轧孔—立轧孔—哑铃孔—切分孔—椭孔—成品孔。二轧车间精轧布置符合此种形式,而且Φ16 mm、Φ18 mm二切分也为此种系统。为了保持孔型的共用性,Φ22 mm二切分采用现有中轧10#圆形料。
①精轧11#孔型需要将10#圆形料通过大压下量变形为扁料,11#孔型需要大压下量和自由宽展两方面特点,因此将11#轧机应用无孔型轧制。②精轧12#孔型起到控制11#扁料宽度和整形作用,因此其孔型应采用延伸率较小的立箱形孔,立箱形孔侧壁角度小,能较好控制11#长方形料宽展,使轧出后的料形稳定,形状规整。③精轧13#预切分孔型是保证后序切分孔型顺利切分坯料的过渡孔型,其目的是减小切分孔型的不均匀性,使切分楔完成对弧边方轧件的压下定位,并精确分配对称轧件的断面面积,减小切分孔型的负担。大规格切分相对于小规格来说,更要准确设计中间预切圆弧的尺寸。④精轧14#切分孔型是利用切分楔继续对预切分轧件的中部进行压下,轧出与孔型形状相同的轧件,使连接带厚度符合将两个并联轧件撕开的需要。⑤精轧15#孔型根据14#切分后圆形料和16#成品圆形带肋料前后料型特点,需设计为椭圆孔,即组合为圆—椭圆—圆孔型系统,此系统应用广泛且生产实践丰富。⑥精轧16#成品孔型根据GB 1499.2—2007标准设计。
4)孔型设计。根据对精轧各个道次孔型特点的分析,合理设计Φ22 mm规格轧带肋钢筋二切分精轧孔型,如图1所示。
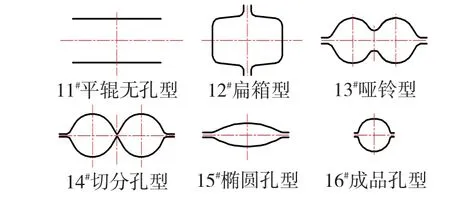
图1 Φ22 mm规格热轧带肋钢筋二切分精轧孔型
5)Φ22 mm规格二切分孔型设计要点。
预切分孔:①预切分孔应有足够的压下量,延伸系数应为1.1~1.2;②强迫宽展系数为1.1左右,使轧件得到较充分变形;③为减小切分楔尖所承受的轧制力,预切分楔尖半径设计为3.8 mm。
切分孔:①切分孔的楔子角度应合理。角度过大,连接带必然冗长,就会有切口不净或切不开的问题;角度过小,轧件会形成对切分轮的过大“夹持”力,加大了切分轮负重,切分设备易损坏,而且切分孔型楔角处磨损过快,影响轧辊使用寿命[2]。设计切分顶角60°。②“楔子”尖部圆角过小会加快磨损,易掉疤。随着高硬度轧辊投入,“楔子”相对偏小,更有利于切开轧件,设计圆角半径为0.68 mm。③连接带厚度与辊缝一致,为1.5 mm。④设计延伸系数为1.05~1.15。
2.2 导卫设计
1)关键道次导轮设计。为了保证导卫件对轧件的夹持稳定性,减少扭转,12#进口导轮采用V形导轮,13#进口采用与进口料型匹配的平底V形导轮,14#进口采用V形导轮,见图2。
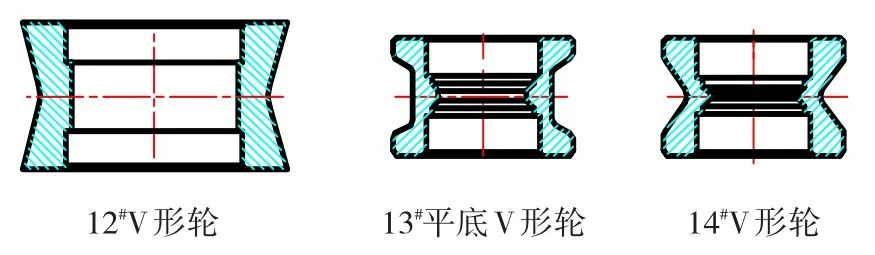
图2 Φ22 mm规格热轧带肋钢筋二切分关键道次导轮
2)导卫配置。根据各个道次料型特点,合理配置各架轧机进出口导卫,编写导卫配置表,见表1。

表1 Φ22 mm规格热轧带肋钢筋二切分导卫配置
3 试生产及问题处理
二轧车间于2017年8月进行Φ22 mm规格热轧带肋钢筋二切分第一次试生产。第1支钢坯顺利通过所有轧机上冷床,但是成品内径尺寸较小,整支轧件处于拉钢状态,双线差较大;轧后对粗轧、中轧放料,同时调整双线差。第2支钢坯成品充满度有提升,但是仍达不到国标要求;对11#、12#、13#、15#料型进行调整。第3支钢坯成品经过轧钢操作台对堆拉关系综合调整,后半支已达到国标要求。第4支坯钢双线线差基本消除,成品完全合格,之后轧机一直顺行,没有轧制废钢。
通过几次生产实践,逐步摸索出生产二切分生产的基本规律,轧制过程趋于稳定,但精轧仍存在一些问题,如料型控制不合理等。为此,对精轧进行技术攻关,具体措施为:1)对粗中轧的来料按工艺进行严格控制,保证11#、12#料型合理。如果12#料型较小,会造成轧件扭转,同时在13#进口来回摆动,造成双线差不稳;12#料型较大,可能造成13#不进,出现轧废。2)14#轧辊使用高硼钢,韧性高、耐磨性好。由于切分楔需要对来料进行切割,受力较大,磨损较快,如压料不及时,轧件中间粘连部分厚度增加,切分轮撕裂轧件时的受力增大,轴承受力随之增大,容易导致轴承损坏。所以选用材质较好的轧辊,更有利于生产的顺行。3)15#、16#孔型对成品的纵筋和内径有直接影响,需要精细化调整,以保证产品的最终质量和负差的稳定。
4 结语
目前,山钢股份莱芜分公司棒材厂二轧车间已经实现Φ22 mm热轧带肋钢筋二切分的批量生产,生产趋于稳定化、常规化、规模化,产品成材率达到101.85%,定尺率达到98.9%,负差控制稳定,质量可靠。Φ22 mm热轧带肋钢筋二切分的生产,进一步释放车间产能,降低各项生产消耗,提高了产品的市场竞争力。
[1] 李曼云.小型型钢连轧生产工艺与设备[M].北京:冶金工业出版社,1999.
[2] 徐春,王全胜,张弛.型钢孔型设计[M].北京:化学工业出版社,2008.