新型POM/PE合金喂料的流变特性
2018-03-15,,,,,,
,,,,,,
(合肥工业大学化学与化工学院,安徽 合肥 230009)
1 引 言
金属粉末注射成型是一种新型粉末冶金近净成型技术[1-2],其中粘结剂是金属粉末注射成型中的灵魂[3-4]。粘结剂具有两个最基本的功能:提高喂料的流动性和保持产品形状[5-6]。喂料的流变性能是影响成型制品质量的一个关键性因素[7-11],可通过喂料体系的粘度、强度和热稳定性来评价流变性能[12-13]。
目前对粘结剂的分类,还没有明确的界限[5,14]。工业上应用较多的粘结剂体系主要有蜡基、聚醛基等,这些粘结剂体系都各有优缺点。蜡基粘结剂体系主要由石蜡和聚烯烃组成,聚烯烃包括LDPE、HDPE、PP等。蜡基粘结剂熔点低,粘度低且粘度随着剪切速率的增加迅速减小,高流动性,注射温度范围宽,成本低,粉末装载量高。但是,蜡基粘结剂在热脱脂时热变形温度低,保形性差,易坍塌,需支撑材料;粘度低,易产生两相分离以及在注射成型时易发生喷射和出现焊纹,石蜡冷却时体积收缩率比较大。
聚醛基粘结剂压坯强度高,保形性好,无两相分离,但是,其喂料粘度过高,需专门脱脂设备,投资大,成本高。
本文利用聚合物共混的原理,发挥POM的高刚性和LDPE的流动性,改变POM/LDPE的配比,研究出一种高流动性、高强度、高粉末装载量的新型POM/PE合金粘结剂。
2 实验部分
2.1 实验原料
实验所用原料如表1所示。
表1 实验所用原料
2.2 实验方法
2.2.1粘结剂及喂料的制备 粘结剂各组元按不同的配方称量,经高速混合机混合,挤出机180℃挤出,得到a、b、c三种粘结剂并制备成颗粒状。配方如表2所示。
表2 三种粘结剂的配方
a、b、c分别与金属粉末经转矩流变仪共混制备成不同的喂料,分别记为A、B、C。
2.2.2流变实验 用ZRZ-1452型熔融指数仪,毛细管口模为Φ2.095×8.000mm,分别在185、190、195及200℃,负荷2.16、3.8、5、7.5及10kg下,测定喂料熔融指数。其原理类似于毛细管流变仪,根据熔融指数仪的参数和熔融指数计算得到喂料的流变参数。一般的熔融指数仪测定的流动曲线总是位于流变仪测定曲线的上方,这主要由于熔融指数仪所用的毛细管长径比远小于40,挤出时存在入口效应,即有一个压力降。但是如果在相同测定条件下进行喂料流动性能的相对比较,则可不作入口校正而使测定简单、方便[15]。
剪切应力和剪切速率的关系如下:
τ=ΔP·R/2L
(1)
γ=4Q/(πR3)
(2)
式中:τ为熔体在管壁处受到的切应力,Pa;γ为管壁处的剪切速率,单位为s-1;ΔP为毛细管两端压差;R为毛细管半径;L为毛细管长度;Q为样品体积流量。
将熔融指数仪的指数、喂料熔融指数和密度代入式(1)和式(2),得到:
τ=dG/(πD2L)
(3)
γ=4MI/(75πd3ρ)
(4)
式中:d为毛细管直径;G为负载重量;D为活塞头直径;L为毛细管长度;MI为喂料熔融指数;ρ为喂料密度。
从“如果没有人爱我,我的人生就很悲惨”这种负性认知,到“没有别人的爱,没有别人的陪伴,也可以开心快乐”这种正性认知,悠悠扬扬跨越了非此即彼、以点概面、负面预测等多个“认知陷阱”。她能做到,你也可以!
根据幂律方程:
τ=K·γn
(5)
η=K·γn-1
(6)
式中:K为熔体的粘度系数;η为熔体粘度。对方程(6)等号两边取对数,用lgη与lgγ作图,得到剪切速率和剪切粘度的关系。
温度与喂料表观粘度的关系如下:
根据Arrhenius方程[9]:
η=η0exp(E/RT)
(7)
式中:η0为在一定剪切速率下与材料性质所相关的常数;R为气体常数;E为粘流活化能;T为绝对温度。分别以lnη为纵坐标,1/T为横坐标作图,线性回归即可求出E值与η0值。
喂料的综合流变性能关系式如下:
(8)
式中:E、R、T、η、η0同上。
2.2.3三点弯曲性能测试 三点弯曲测试按国家标准YB/T5439-2006进行,测试在新三思CMT4104万能拉力机上进行,位移速率为0.4mm/min。用下式计算经注射、脱脂、烧结后所得样品的抗弯强度:
σ=FL/4W
(9)
式中:σ为抗弯强度;F为最大弯曲载荷;L为跨距;W为抗弯截面系数(mm3)。
抗弯截面系数W按式(10)计算:
W=bh2/6
(10)
式中:b为试样宽度(mm);h为试样高度(mm)。
3 结果与讨论
3.1 喂料的流变性能
3.1.1流变曲线 三种喂料分别在190、195及200℃下,剪切应力与剪切速率的关系和剪切粘度与剪切速率的关系如图1、图2所示。
从图1可见,随着剪切应力的增大,喂料的剪切速率增大,且在一定范围内呈对数线性关系。
通过线性回归可以求得喂料在不同温度下的非牛顿指数n,结果如表3所示。
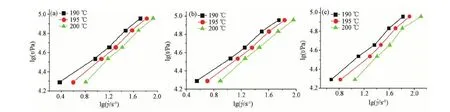
图1 三种喂料的剪切应力与剪切速率的关系 (a) A; (b) B; (c) CFig.1 Relationship between shear stress and shearing rate of three feedstocks
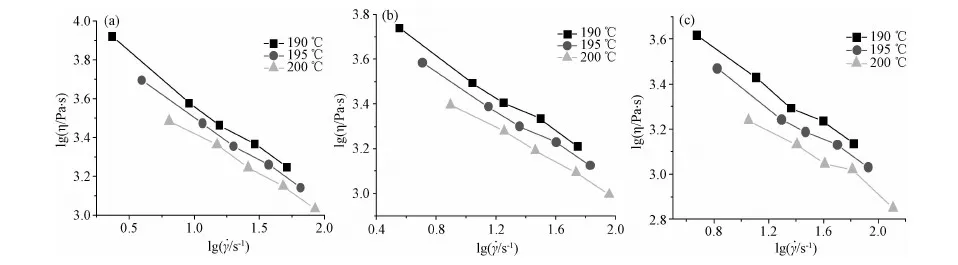
图2 三种喂料的粘度与剪切速率的关系 (a) A; (b) B; (c) CFig.2 Relationship between viscosity and shearing rate of three different feedstocks
Temperature/℃ABC190050205510595195056705990613200058306140643
n=1时,流体为牛顿流体;n<1时,流体为假塑性流体;n>1时,流体为膨胀性流体。非牛顿指数可以体现流体对于剪切速率变化的敏感程度,在假塑性流体中,n值越大,表明流体粘度随剪切速率的变化速度就越慢。通常情况下,要求n>0.2,且越小越好。从表3中看到n值随温度的变化很小,表明喂料具有较好的线性相关性;n值均小于1且与1差距较大,显示喂料较强的非牛顿特性。
同时,表3中三种喂料的n值随着温度升高均不断变大,这是因为在粉末装载量相同的情况下,温度升高,粘结剂中的分子链运动能力增强,粘度减小,粘结剂对剪切速率变化的敏感程度减弱,因而n值增大[16]。
3.1.2温度与喂料表观粘度的关系 在7.5kg负载下,三种喂料lnη~1/T的关系如图3所示,E值与η0值如表4所示。
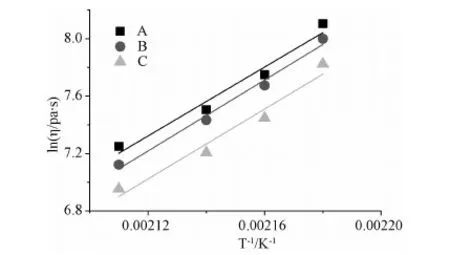
图3 三种喂料的lnη~1/T关系图Fig.3 Relationship between lnη and 1/T of three feedstocks

ABCE/kJmol-199846102899101275η01327×10-80549×10-80683×10-8
粘流活化能表示大分子向空穴跃迁时克服周围分子的作用所需要的能量,体现喂料粘度受温度影响的大小。粘流活化能的数值越小表明温度对粘度的影响越小,能够避免注射成型时发生变形或其他缺陷,有利于金属粉末的注射成型。
从表4中可以看出三种喂料的粘流活化能较小且较为接近,同时,由于三种喂料是由非极性高分子粘结剂与17-4PH不锈钢金属粉末混合而成,柔性链高分子材料本身对其温度敏感性较小,所以三种喂料在注射成型过程中不易产生缺陷而影响最终制品的性能。
3.1.3喂料的综合流变性能 190℃下计算得到的αSTV值如表5所示。
αSTV是一个评价流体的综合流变性能的流变指数,αSTV包括了流体粘度、粘度对剪切速率的敏感性以及粘度对温度变化的敏感性这几个主要流变参数对其性能的影响。αSTV的数值越大,则说明其综合流变性能越好[10][17]。从表5中可以看出喂料B的αSTV要大于其他两种喂料,说明喂料B的综合流变性能最优。将A、B、C三种喂料注射成制品,再经热脱脂烧结,测得其抗弯强度如表6所示。

表5 三种喂料的αSTV

表6 三种制品的抗弯强度
由表6可见,喂料B制品的抗弯强度较高,因此,综上喂料B 的粘结剂配方较优。
4 结 论
1.新型POM/PE合金喂料呈假塑性流体,喂料的剪切粘度随着温度的增加及剪切速率的增加而减小,并且非牛顿指数n值远小于1,说明此喂料具有较好的充模性,适用于注射成型。
2.三种喂料的粘流活化能较小且较为接近,说明三种喂料的粘度对温度变化的敏感程度小,在注射过程不易产生缺陷而影响最终制品的性能。
3.配方为:POM 30%、LDPE50%、EVA6%、SA 3%、PW11%时制成喂料的综合流变性能最好,成型制品的强度最高。
[ 1] 钟世云.粉末注射成型技术及其发展[J]. 中国塑料, 2005, 19(11): 12~19.
[ 2] 蔡青山, 马运柱, 刘文胜. 粉末近净成形技术研究现状[J]. 粉末冶金工业, 2011, 21(6): 48~52.
[ 3] 贺毅强,陈振华,陈志钢,乔斌. 金属粉末注射成形的原理与发展趋势[J]. 材料科学与工程学报, 2013, 31(2): 317~322.
[ 4] 曲选辉, 颜寒松, 黄伯云. 金属粉末注射成形粘结剂的发展[J]. 粉末冶金技术, 1997, 15(1): 61~65.
[ 5] 李笃信, 唐 嵘, 李益民,等. 金属粉末注射成形粘结剂及其研究进展[J]. 粉末冶金材料科学与工程, 1999, 4(4): 281~287.
[ 6] 李益民,K.A.Khalil,黄伯云.金属注射成形 17-4PH 不锈钢脱脂保形性研究[J].稀有金属材料与工程, 2005, 34(1): 23~26.
[ 7] 染叔全,黄伯云.粉末注射成型流变学[M].长沙:中南大学出版社,2000, 49~66.
[ 8] 李益民, 曲选辉, 黄伯云. 金属注射成形喂料的流动行为及粘度参数的测定[J]. 稀有金属材料与工程, 1997, 2(61): 41~43.
[ 9] 马运柱, 赵亚旭, 等. 钨基合金系挤压喂料粘度与流变特性研究[J]. 稀有金属材料与工程, 2010, 39(11): 1979~1983.
[10] 刘斌, 余磊, 骆接文. 316L 不锈钢粉末注射成形喂料流变性能的研究[J]. 粉末冶金工业, 2011, 21(3): 36~39.
[11] 付杰, 尚峰, 李化强, 等. Ni-Al2O3粉末注射成形喂料的流变学研究[J]. 粉末冶金工业, 2016, 26(1): 20~23.
[12] I Subuki, Z Abdullah, R Razalim M H Ismail. Rheological Study of Feed Stock for NiTi Alloy Molded Parts [J].Materials Science & Engineering, 2015, 1(100): 1~6.
[13] M. I. Ramli, A. B. Sulong, et al. Stainless Steel 316L- hydroxyapatite Composite Via Powder Injection Moulding: Rheological and Mechanical Properties Characterisation [J]. Material Research Innovations, 2015, 18(S6): 100~104.
[14] 曹贺坤, 任崇荣, 周正发, 任凤梅, 徐卫兵. 高分子在陶瓷注射成型中的应用和进展[J].上海塑料, 2008, 1:5~8.
[15] 周德慈, 陈忠汉. 用简易的熔体流动速率测试评价不同牌号HDPE的流变性[J].汕头大学学报(自然科学版), 1996, 11(2): 65~75.
[16] 孔俊, 徐卫兵, 周正发. 聚乳酸基注射陶瓷喂料的流变特性[J]. 塑料制造, 2011, Z1 (13): 62~64.
[17] 曹贺坤, 周正发, 任凤梅, 徐卫兵. ZrO2陶瓷注射成形的流变特性[J]. 佛山陶瓷, 2009, 2(148): 12~15.
