一种工业机器人实训系统的设计与开发
2018-03-15钱晓忠
钱晓忠 郭 琼
(无锡职业技术学院 控制技术学院,江苏 无锡 214121)
1 概述
工业机器人是集现代制造技术、新型材料技术和信息控制技术为一体的代表性产品,是衡量一个国家科技创新和高端制造业水平的重要标志之一,在支撑现代制造业发展中扮演着重要角色。近年来随着我国制造业的不断转型升级,市场工业机器人释放出巨大的需求。工业机器人的大量应用必然面临相关人才短缺的问题,包括机器人操作维护、安装调试、系统集成与应用类人才[1-5]。
由于工业机器人种类繁多,且涉及传感器融合、人机交互、认知和学习系统、视觉系统、抓取和操作、移动和运动技术及系统集成等多学科、多门类技术[1],因此对相关人才的培养也提出了较高的要求,开发和研究各种合适的学习与培训的软硬件资源,培养工业机器人技术及应用方面的人才尤为迫切。
工业机器人实训系统如图1所示。该系统是2015年全国高等职业院校技能大赛工业机器人技术应用赛项平台,硬件采用工业元器件设计,即是一种真实的工业机器人的具体应用,也能在此平台上进行综合实训和功能开发。系统包括码垛机器人、AGV机器人和关节机器人,工作流程设计如下:
(1)码垛机器人根据库位选择顺序,依次取出工件,并将工件放置在输送设备AGV小车上。
(2) AGV将工件输送到自动生产线入口处,通过辊道对接,自动进入托盘生产线。
(3)工件经过托盘生产线拍照工位时,由智能相机自动识别工件位置和类型,并将数据发送给主控PLC处理。
(4)关节机器人按照主控系统的指令和数据从托盘生产线上抓取工件,并按工件分类摆放要求在工作盒流水线上完成分拣任务。
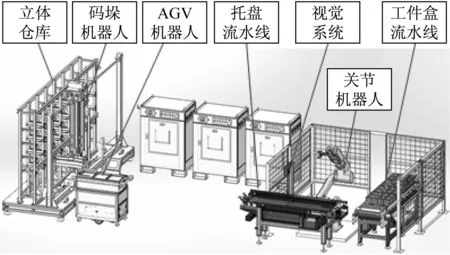
图1 工业机器人实训系统
该实训平台基于工业设计理念,既能体现现代生产过程,又具操作性和实用性。平台的综合应用和功能开发,能让学生亲身体验工业机器人真实作业和实际应用,摆脱生产设备在生产过程中不能随意更改工艺和控制功能的束缚,有利于大学生新技术新知识的学习,激发大学生再学习的兴趣和创新能力的培养。
2 系统架构
2.1 系统层级
如图2所示,工业机器人实训系统可分为设备层、控制层和管理层三个层级。考虑实训平台面向高职自动化类、机电类学生,将系统的设备层及控制层作为学习范畴,侧重机械/电气装置的认识、安装调试及控制系统功能开发等过程控制系统(PCS)所涉及的内容,为工业机器人及其关联设备的维保、调试、示教编程等提供应用型人才;管理层可作为后续欲开发和延伸的领域。
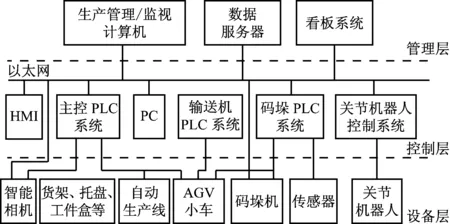
图2 系统层级
设备层由码垛机、自动生产线、传感器检测系统、AGV、关节机器人、货架、托盘及工件盒等基础设备组成。
控制层主要负责各类设备的控制和数据交换、数据共享等工作。
(1)主控PLC系统。负责和上位机直接交换信息;用于自动生产线等设备的控制;与工业机器人、智能相机等系统信息交互及实现远程操控功能。
(2)码垛PLC系统。控制码垛机X/Y/Z轴三个方向的变频器运动,采集库位信息及码垛机位置,接受主控PLC的调度和信息交互。
(3)输送机PLC系统。通过光电开关与码垛/主控系统之间实现数据通信。获得货物输送信息,将货物按照给定路径从立体仓库运送到自动生产线指定入口处,以便货物进入自动生产线运输辊道,并自动返回码垛机系统取货位置等待输送指令。
(4)关节机器人控制系统。接受主控PLC的读/写访问,按照主控PLC给定的定位信息,抓取托盘生产线上的工件,并将工件放置在工件盒生产线上对应的工件盒小格中,完成工件分拣任务。
2.2 硬件组态
码垛PLC、主控PLC、码垛机变频器及HMI等选择带有以太网接口的设备,硬件组态如图3所示。

图3 硬件组态
图3中码垛PLC_1和主控PLC_2选用S7-1200 PLC。该产品定位中低端小型PLC,适合中小型项目的开发与应用,集成了PROFINET接口,可用来编程、HMI通讯及CPU间的通讯;还支持开放的以太网协议,可与第三方设备通讯[6-8]。
选用3台G120变频器实现码垛机行走、升降、货叉三个驱动机构外加货物检测、库位定位及安全检测等元件完成自动搜索和自动出货功能。G120变频器采用模块化设计,功率模块内置以太网通讯功能,可借助调试软件Starter或操作面板模块完成对变频器的参数设置[9-11]。
HMI用于码垛系统操作、入库信息录入和库位信息监视等功能,选用支持工业以太网接口的TP700智能型触摸屏,能与各种主流PLC通讯,且人机界面友好、环境适应性强[12]。
系统中的关节机器人和智能相机支持以太网通信,将设备的以太网接口通过交换机接入实训系统网络,并作为服务器接受主控PLC的读/写数据访问。
2.3 码垛PLC与主控PLC的通信设计
S71200PLC的PN口支持Modbus TCP协议,提供“MB_CLIENT”和“MB_SERVER”两条指令。“MB_CLIENT”指令作为 Modbus TCP 客户端通过 S7-1200 CPU 的 PROFINET 接口连接进行通信,通过该指令,可以在客户端和服务器之间建立连接、发送请求、接收响应并控制 Modbus TCP 服务器的连接;“MB_SERVER”指令将处理 Modbus TCP 客户端的连接请求、接收 Modbus 功能的请求并发送响应。
主控PLC与码垛PLC通信时,主控PLC作为客户端,调用两次“MB_CLIENT”功能块指令,分别实现对码垛PLC系统的读/写功能,在读/写功能切换时关键点是分时控制两个功能块[13-14]。
图4是主控PLC的通信写指令程序,其中192.168.8.112为码垛PLC 的IP地址,MODBUS TCP通信端口设为502,将主控PLC数据块DB5的内容 写入码垛PLC中;图5是码垛PLC的通信程序,只需使用“MB_SERVER”指令,接受主控PLC的客户端读/写访问即可,并将主控PLC读/写的数据暂存放在数据块DB2中。

图4 主控PLC写指令程序
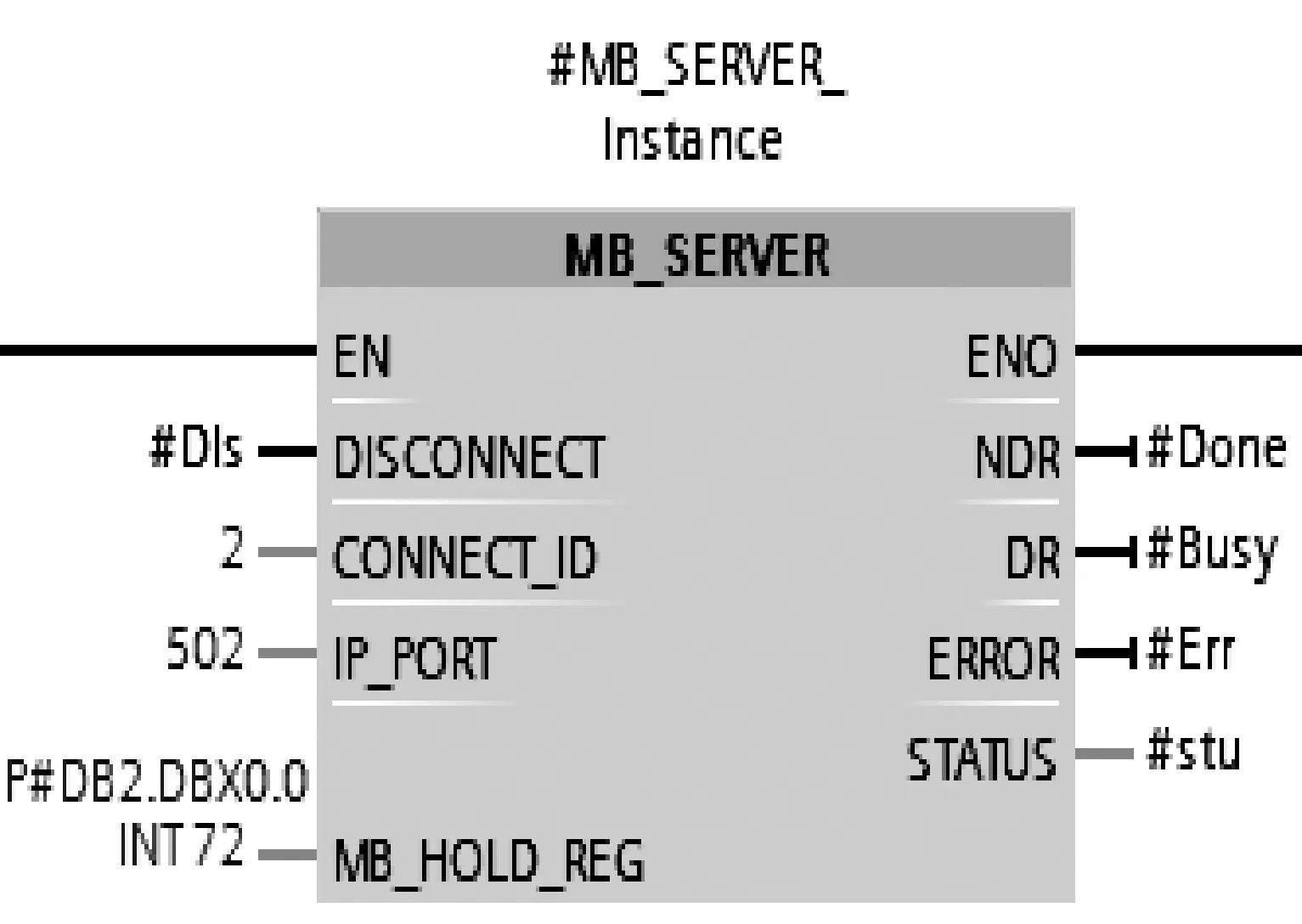
图5 码垛PLC通信程序
3 按需取货功能设计
3.1 设计思路
立体仓库在工业实际应用中具有自动出入库、仓储调度、库存盘点等功能,其中自动出入库的一般工作流程如下[15]:
(1)操作人员事先在计算机系统中做好物料的归类和仓储位置的选择,然后将相关指令发送给仓库系统,仓库系统按照指令通过搬运和输送设备将物料堆放到指定货架的指定位置上实现物料入库存储。
(2)操作人员在计算机系统中输入出货任务,并发送给仓库系统,仓库系统自动搜索库位及物料信息,通过码垛机将所需物料从库位上取出,并由输送设备输送到指定位置。
(3)仓库系统对物料的出入库和库存状态自动更新。
考虑实训平台结构及使用对象,结合实际仓库系统出入库流程和管理过程,按需取货功能设计思路如下:
(1)立体仓库货物入库时在HMI上进行工件类型登记和录入系统;
(2)在HMI界面输入出货工件名称等相关数据,即输入工件在流水生产线上的分拣要求;
(3)主控系统将本次分拣所需工件信息传送给码垛系统;
(4) 码垛系统按照事先设置的库位编码,扫描和搜索库位信息,得到所需工件的库位编号并出货,由AGV输送到指定位置。
(5)码垛系统对物料的出入库信息和库存状态自动更新。
3.2 入库信息录入
受实训系统结构限制,库位托盘没有RFID或条码等标签,故在HMI上设立入库信息录入界面,这也是立体仓库实际应用中的一种入库方式。通过人工将当前库位的工件信息录入系统中,并将入库信息告知码垛系统,便于码垛系统按照需求信息自动搜索出货,录入界面如图6所示,立体仓库有4行7列共计28个库位,数据类型设置如图7所示。
每个库位数据包含gsHouseData[i]. Type和gsHouseData[i]. CatNo两个元素。gsHouseData[i].Type用于存放库位工件类型,gsHouseData[i].CatNo用于标记按需出货时的出货顺序,在出货过程中进行标记和改写。库位信息录入结束,单击“录入完成”,立体仓库库存信息进入系统。

图6 立体仓库库位信息录入界面
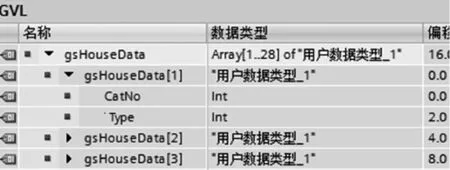
图7 库位数据类型设置
3.3 需求信息录入
依据工艺流程,系统按顺序自动完成工件出库、输送、识别、抓取、分拣任务,所有工序、所有设备有序配合。
如图8所示为工件分拣任务所需工件的信息录入界面,共计七种类型的工件。每次任务为完成三个工件盒的分类摆放,每个工件盒8个小格,每个小格可叠放两层工件,录入数据类型设置如图9所示。

图8 工件需求信息录入
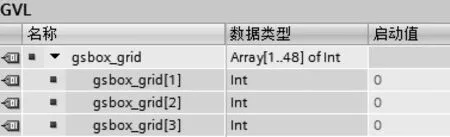
图9 需求数据类型设置
主控系统将工件分拣信息写入码垛机器人和关节机器人。码垛机器人按照分拣的顺序和工件类型依次出库,关节机器人按照分拣要求放置工件。
3.4 程序设计要点
主控系统提取录入工件需求信息,包括放置的位置、类型和数量。工件位置信息提供给关节机器人抓取工件并将工件放置在指定位置;工件类型和数量提供给仓库系统按需出货。由于放置多层,且在工件盒流水线上没有设置缓冲区域,故要求仓库系统按最终关节机器人放置工件的顺序出货。程序流程图设计如图10所示。
由流程图可见,设计程序时要点如下:
(1)对仓储位置编码,仓库系统采集库存信息和工件需求(分拣)信息;
(2)仓库系统扫描仓储信息,当满足“库位有货”“库位工件与需求类型一致”且“该库位未有出货标记”,则标定该库位出货顺序;
(3)计算库位(1-28号)坐标,码垛机到指定出货位置取货,并将工件放置在AGV小车上。
(4)系统按需取货动作完成,等待下一次按需取货指令。
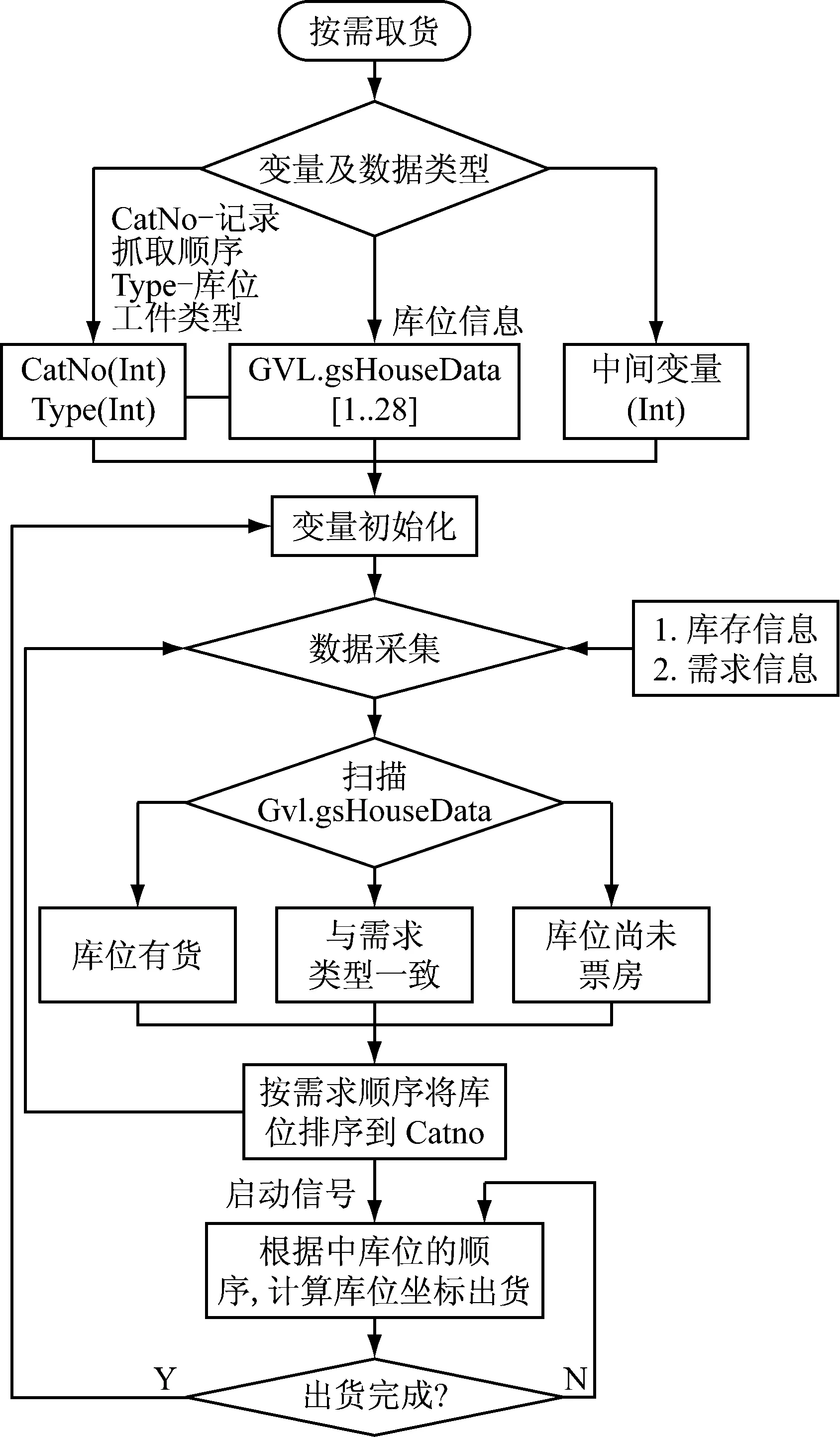
图10 按需取货功能流程
4 结语
工业机器人系统“按需取货”实训功能按照在知识点上逐渐扩展和递进、在功能上逐步接近实际应用的思路开发,很好地诠释了工业机器人的应用、系统集成及数据融合的理念,提高了实训系统自动化应用水平,有利于学生对工业机器人及与外围设备集成应用的控制流程的理解和逻辑思维的训练,学习内容与实际应用逐渐贴合。
该系统还可做进一步的研究和开发,例如增加立体仓库仓储系统IWMS,既扩充了系统功能,又增加了实训系统的外延;可作为自动化、机电类专业综合学习的平台,也可为计算机、物流类学生研究上位系统及仓储系统提供应用载体和数据平台。该系统由于综合技术强且贴近生产实际,无论是学生还是教师投入学习和研究的积极性非常高,工业机器人应用类人才培养效果显著,且教师执教能力得到了明显的提高。
[1] 辛国斌,田世宏.国家智能制造标准体系建设指南[M].北京:电子工业出版社,2016(6):165-169.
[2] 蒋庆斌,朱平,陈小艳,等.高职院校工业机器人技术专业课程体系构建的研究[J].中国职业技术教育,2016(29):61-64.
[3] 印松,唐矫燕.工业机器人综合实训平台[J] ,实验室研究与探索,2016(2):55-58.
[4] 孟明辉,周传德,陈礼彬,等.工业机器人的研发及应用综述[J].上海交通大学学报,2016(7):98-101.
[5] 胡洪钧,谢立敏,梁晓,等.工业机器人实验项目与实践[J].实验技术与管理,2015(9):201-203.
[6] 崔坚.TIA 博图软件-STEP7 V11编程指南[M].北京:机械工业出版社,2012(6):193-203.
[7] 冯博,徐淑华.SIMATIC S7-1200可编程控制器技术特点[J].机械与电子,2010(23):120-121.
[8] 王兵,徐淑华.基于S7-1200PLC的变频调速恒压供水系统[J].青岛大学学报,2011,26(2):18-22.
[9] 华闰祺,徐海峰.SINAMICS G120变频器的2线、3线控制[J].电气自动化,2013,35(5):38-40.
[10] 赵德龙,娜仁莎,李振军.浅谈西门子SINAMICS G120系列变频器及应用[J].电气传动,2012,42(1):53-56.
[11] 谢宸伊,李云生,芦光荣,等.自动化立体仓库控制与管理系统的实现[J].自动化应用,2016(8):69-70.
[12] 昌希武,颜高彦.基于PLC控制洁净恒温烘柜机电一体化设计[J].中国高新技术企业,2013(18):7-8.
[13] 百度文库.基于S7-1200CPU集成 PN口的ModbusTCP通信快速入门[EB/OL].(2016-12-11)[2017-11-20].www.wenku.baidu.com.
[14] 胡孔元,朱华炳,张希杰,等.基于工业机器人的汽车齿轮轴磨削自动化系统设计[J].组合机床与自动化加工技术,2014(9):97-101.
[15] 李立江,何玲,文建周,等.智能电能表智能仓储和配送系统建设分析[J].产业与科技论坛,2012,11(21):86-87.