基于混料均匀设计的细支烟烟丝尺寸优化
2018-03-10,
,
(1. 山东中烟工业有限责任公司 技术中心, 山东 青岛 266101; 2. 济南大学 化学化工学院, 山东 济南 250022)
卷烟的烟丝由长丝、中长丝、短丝、烟末、梗签、梗块等部分组成,各个部分烟丝的不同尺寸所构成的分布即为烟丝结构。烟丝结构不仅是烟丝质量的一个重要指标,也是影响卷烟产品质量的重要因素[1],因此烟丝结构的测试对卷烟产品的质量控制有重要意义。烟支卷制是整个卷烟生产的重要组成部分,也是衡量卷烟工业发展水平的重要标志,卷烟的物理指标是否符合产品质量标准,对烟支的燃吸品质有很大影响[2]。卷烟物理指标包括熄火、端部落丝量、吸阻、圆周、硬度、质量、长度、总通风率、含末率、含水率和外观等11项[3]。长期以来,国内外研究者对卷烟物理指标的影响因素进行了一些研究,认为主要影响因素是来料烟丝状态和卷制条件[4-6]。
烟丝结构是影响卷烟质量的重要因素之一,目前其测试主要是利用筛分法使不同尺寸的烟丝分离,结果以各层或某层筛网上累积质量占总质量的比例来表示[7]。虽然国内外研究者在常规卷烟物理指标方面开展了不少的研究工作,逐渐改善了卷烟的卷制质量[8-10],但在细支卷烟的不同烟丝结构对卷烟物理指标的稳定性影响方面还缺乏深入和系统的研究;因此,在烟丝结构对卷烟物理指标稳定性影响方面,还需要进行进一步的研究。
本文中在烟丝尺寸分布规律研究成果的基础上,采用带约束条件的混料均匀设计法进行设计优化试验[11-12],并进行试验数据的回归分析及回归方程的优化计算,得到以不同评价指标为标准的最优烟丝尺寸比例,为提高细支卷烟物理指标的稳定性,改善烟丝结构,优化细支卷烟加工参数提供一定的理论参考。
1 材料与方法
1.1 材料与仪器
主要材料包括:“泰山”品牌某规格卷烟全配方烟叶,不含有梗丝、薄片、膨胀烟丝等掺兑物;香精香料,系某规格产品所用料液和香精。
主要仪器包括:YQ-2型叶丝振动分选筛, 郑州烟草研究院; Retsch AS400筛分仪, 德国Retsch公司; 电子天平(0.01 g), 瑞士Mettler公司; 电子秤(10 g), 瑞士Mettler公司; TWES烟支水分和密度检测仪, 德国TEWS Elektronik公司;SODIMAT综合测试台, 法国SODIMAT公司; YDX-2型卷烟端部落丝测试仪,中国科学院合肥智能机械研究所; PROTOS1-8卷烟机, 德国Hauni公司; 济南卷烟厂制丝生产线。
1.2 试验方法
按照“泰山”品牌某规格卷烟正常生产条件下进行试验(切丝宽度为0.85 mm),在烟丝风送至卷烟机预分配室处取样,然后利用烟丝筛分仪,将风送后的烟丝筛分为不同尺寸规格的烟丝,根据有限制的混料均匀设计方法,不同长度的烟丝按照不同比例(X1+X2+X3+X4=1)进行配比,即X1为长度大于6.70 mm烟丝所占比例,X2为长度为>4.32~6.70 mm烟丝所占比例,X3为长度为2.50~4.32 mm烟丝所占比例,X4为长度小于2.50 mm烟丝所占比例,然后进行掺配卷制。烟支规格:滤嘴、光烟的长度分别为30、 67 mm, 周长为17 mm。
根据正常卷烟生产风送后的烟丝筛分后的尺寸分布,参考影响卷烟单支质量、烟支密度、吸阻、硬度及其稳定性影响的最大尺寸区间的分布规律[13],确定3层筛网孔径分别为6.70、 4.32、 2.50 mm, 并确定各烟丝长度的比例范围为0≤X1≤0.14, 0.20≤X2≤0.35, 0.30≤X3≤0.50, 0.20≤X4≤0.35。根据该约束条件, 采用DPS数据处理系统有限制的混料均匀设计方法得到优化试验方案(见表1)。

表1 混料均匀设计方法优化的试验方案
卷烟物理指标按照文献[14]中描述的方法进行测定。
2 结果与讨论
2.1 不同混料组合卷烟物理指标
烟丝及卷烟样品物理指标检验结果见表2。根据表中的物理指标,结合消费者对物理指标对感知需求,优先以吸阻标准偏差作为优化标准。
2.2 数学模型分析
将试验混料数据X1、X2、X3、X4输入DPS系统中,运用二次多项式逐步回归分析,建立4个因素与卷烟物理指标Y之间的回归函数模型,并对回归方程进行显著性检验。通过求得函数模型的最小值,寻求最优烟丝比例混料方案。


表2 烟丝及卷烟样品物理指标检测结果





通过上述回归分析可以看出:除硬度、总通风率标准偏差和端部落丝量外,其他物理指标达到最小值时,长度大于6.70 mm的烟丝比例均小于0.08;除质量、 硬度标准偏差外, 其他物理指标达到最小值时, 长度小于2.50 mm的烟丝比例均小于0.3; 当主要物理指标达到最小值时, 长度为>4.32~6.70、 2.50~4.32 mm的烟丝比例之和为0.5~0.8, 其中长度为2.50~4.32 mm的烟丝比例略高。
各物理指标的偏相关系数及检验值见表3,除端部落丝量和填充值外,其余物理指标的偏相关系数均大于0.9,方程显著性较高。

表3 物理指标的偏相关系数检验
2.3 最优混料的确定
通过对以上指标的最优解进行比较,并不能寻找到统一的混料比例。为了确定最优混料比例,本文中结合细支卷烟物理指标稳定性的要求,主要以消费者直接感受到的吸阻稳定性为评价指标,可以得出,X=(0.016 7,0.217 2,0.303 8,0.271 4)的混料比例组合较为适宜。
2.4 优化后混料的检测结果
根据优化后的混料比例进行烟丝混料,制备试样并测试其物理指标,结果见表4。测试结果表明, 该卷烟试样的主要指标优于在产卷烟的物理指标, 同时单箱耗丝量减少了1.6%, 此混料均匀设计方法的合理性和有效性得到验证。
3 结论
1)总结各物理指标的最优解可知, 当吸阻标准偏差最小时, 烟丝长度大约6.70 mm的比例以0.016 7最优, 长度为>4.32~6.70 mm的烟丝比例以0.217 2最优, 长度为2.50~4.32 mm的烟丝比例以0.303 8最优, 小于2.50 mm的烟丝比例以0.271 4最优。
2)除硬度、 总通风率标准偏差和端部落丝量外, 其他物理指标达到最小值时, 长度大于6.70 mm的烟丝比例均小于0.08;除质量、 硬度标准偏差外,其他主要物理指标达到最小值时,长度小于2.50 mm的烟丝比例均小于0.3; 当主要物理指标达到最小值时,长度为>4.32~6.70、 2.50~4.32 mm的烟丝比例之和为0.5~0.8,其中长度为2.50~4.32 mm的烟丝比例略高。
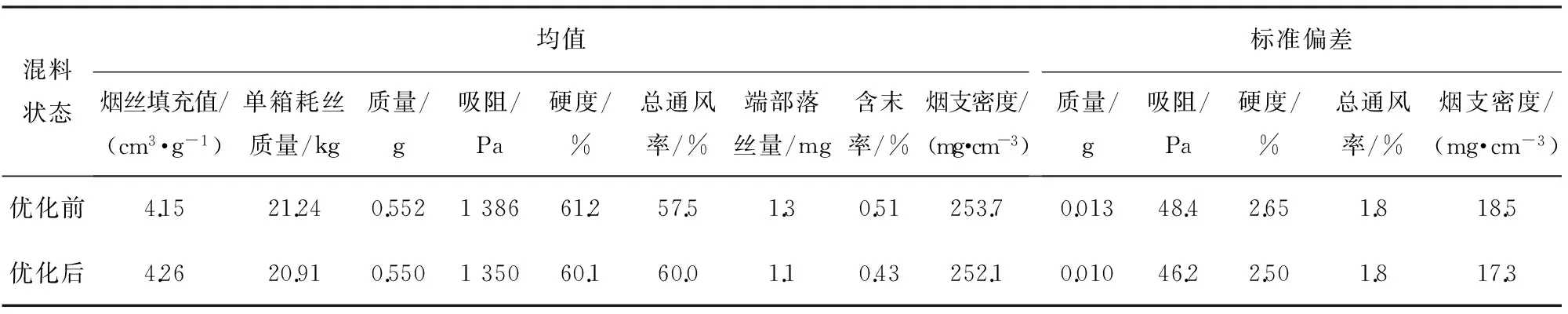
表4 混料优化前、后各指标检测结果
3)利用混料均匀试验设计可以获得烟丝尺寸最优混料比例, 即X=(0.016 7, 0.217 2, 0.303 8, 0.271 4)。优化后的混料比例可以满足卷烟吸阻标准偏差达到最小,同时提高了其他物理指标的稳定性,降低了烟丝消耗成本。
[1] 陈良元. 卷烟生产工艺技术[M]. 郑州: 河南科学技术出版社, 2002.
[2] 黄嘉礽. 卷烟工艺[M]. 2版. 北京: 北京出版社, 2000.
[3] 国家烟草专卖局. 卷烟包装、 卷制技术要求及贮运: GB 5606.3—2005[S]. 北京: 中国标准出版社, 2005.
[4] 武超伟. 影响卷烟单支含丝量的因素分析[J]. 烟草科技, 1997,127(6): 12-13.
[5] 贺万华, 曹兴洪, 朱浩勇, 等. 影响卷烟端部落丝量的因素研究[J].中国烟草学报, 2006, 12(5):30-32.
[6] 孙东亮, 米强, 胡建军. 卷烟卷制质量的稳定性研究[J]. 烟草科技, 2007(4): 9-12.
[7] 国家烟草专卖局. 卷烟工艺规范[M]. 北京: 中央文献出版社, 2003: 2-3.
[8] 姚光明, 石国强, 尹献忠, 等. 烟丝结构对烟丝填充值和卷接质量的影响[J]. 郑州轻工业学院学报(自然科学版), 2003, 18(3): 12-14.
[9] HOOK R G. Review of factors affecting tobacco rod physical properties: Report No. RD. 2214[R]. London: British American Tobacco, 1992.
[10] 李金学, 高尊华. 烟支内烟丝分布对卷烟质量的影响[J]. 烟草科技, 2004, 205(8):11-15.
[11] 方开泰. 均匀设计与均匀设计表[M]. 北京: 科学出版社, 1994.
[12] 唐启义, 冯明光. DPS数据处理系统——实验设计、统计分析及数据挖掘[M]. 北京: 科学出版社,2006.
[13] 申晓锋. 烟丝结构对卷烟物理指标的影响研究[D].郑州: 中国烟草总公司郑州烟草研究院, 2008.
[14] 秦前浩, 刘朝贤, 戴晓军, 等. 卷烟工艺测试与分析大纲[M]. 成都: 四川大学出版社, 2004.