肉羔羊育肥秸秆配合颗粒饲料加工工艺参数优化
2018-03-10孔令卓
张 杰,李 浩,孔令卓,苏 剑,马 娟,冯 斌
0 引 言
新疆是农业大省,小麦、玉米、水稻等农作物秸秆资源在农作物资源中占有很大的比例。据查新疆2015统计年鉴[1],2015年新疆各种农作物秸秆产量达到3 661.2万t,其中玉米、小麦、水稻三大作物秸秆产量累计达到了1 945.55万t,占到同年新疆秸秆总产量的53.14%,其中玉米秸秆达到 1 269.8万 t,占同年新疆秸秆总产量34.68%;小麦秸秆达到634.15万t,占同年新疆秸秆总产量 17.32%。如何处理每年大量的农作物秸秆一直是困扰农牧民的问题。将农作物秸秆进行饲料化利用,是目前新疆实现家畜舍饲、保护环境、解决人畜争粮、促进畜牧行业又好又快的发展有效途径[2]。
秸秆配合颗粒饲料制粒技术利用专门的机械设备按照秸秆颗粒饲料生产工艺组成秸秆配合颗粒饲料生产线,将秸秆单独或与精料混合造粒,把秸秆加工成颗粒饲料或配合颗粒饲料产品,既可以充分、合理的利用当地廉价秸秆饲料资源,提高秸秆饲料的利用率,又可长途运输,实现的秸秆饲料产品的商品化,使秸秆增值、农民增收[3-6]。通过检索国内外相关文献得知,现阶段,秸秆制粒技术的研究热点和难点体现在以下几个方面:降低生产能耗、提高生产率与颗粒成品品质、延长制粒设备使用寿命等。近年来,国内外一些学者对影响秸秆配合颗粒饲料成型品质的工艺进行了相关研究。如Mani等[7]研究了压缩力、颗粒大小和水分含量对牧草生物质颗粒饲料力学性能的颗粒密度,压力、颗粒大小和含水率对麦秸、玉米秸秆及软草颗粒密度影响显著。Serrano等[8]研究发现当大麦秸秆颗粒含水量为19%~23%时,制粒效果最好。Relovaa等[9]对加勒比松木屑生产颗粒饲料的变量参数进行了优化,得到了颗粒尺寸、含水率和操作压力的最佳组合。李佳丽等[10]研究了不同草粉添加比例对颗粒饲料加工质量的影响,得出了草粉添加比例对颗粒饲料加工质量有显著影响(P<0.05)的结论。王际英等[11]研究了进料速度、调质器温度和主机频率 3个工艺参数对饲料颗粒物理性状的影响,试验得出降低饲料颗粒粉化率、降低颗粒饲料吸水性和改变饲料颗粒的密度可以通过提高进料速度、调质器温度和主机频率来达到。已有研究仅针对秸秆制粒原料或制粒设备等单因素工艺参数,对于在卧式环模制粒机制粒的基础上,同时将以秸秆为原料的原料参数和制粒机参数共同作为影响因素,对秸秆制粒成型影响的研究较少。
玉米秸秆一般用于肉羊的非生产期,小麦秸秆一般用于肉羊的生产期,如怀孕、产肉、产奶阶段。羔羊育肥是农区肉羊的主要产肉方式,宜喂小麦秸秆。项目组在以精粗配比、含水率、粉碎长度、喂料速度为试验因素,以密度、成型率、粉化率为试验指标的玉米秸秆配合颗粒饲料成型影响的研究中发现,精粗配比、含水率是影响秸秆颗粒饲料质量的关键因数[12]。但试验没有考虑颗粒饲料加工中人力和能耗成本,加工成本间接体现在生产率和吨产品能耗上,吨产品能耗也是节能减排的重要体现。为此,本文以小麦秸秆为基础原料,以颗粒饲料质量和颗粒饲料加工成本为研究目标,考虑到肉羊是反刍动物,在保证颗粒质量的前提下,秸秆粉碎长度以颗粒成型孔径最大为宜,设计了以原料精粗配比、无聊含水率、喂料速度为试验因素,以密度、成型率、粉化率、纯工作小时生产率、吨产品能耗为试验指标的试验方案,研究不同工艺参数组合对指标的影响规律,为提高制粒机生产率、秸秆颗粒饲料成品品质、降低用户生产成本等提供科学依据。
1 材料与方法
1.1 试验原料
肉羊羔羊育肥饲料的配比按照 NY5150-2002[13]规定使用。基础原料,即粗饲料组成以小麦秸秆为主。精料组成参考混合精料配方[12]。试验用原料均购自乌鲁木齐县水西沟乡周边。
1.2 主要仪器设备
试验所需的主要设备 9FQ-42秸秆饲料粉碎机及9KWH-250型环模秸秆颗粒成型机均选用由新疆农业科学院农业机械化研究所研制的定型设备。
试验所需的主要仪器:电子分析天平,型号为JA2003,上海菁海仪器有限公司制造;游标卡尺购于乌鲁木齐锦度科学仪器有限公司;电动振筛机由浙江省上虞市学勤纱筛厂生产;电热式真空干燥箱购于北京永光明医疗仪器有限公司;标准筛购买于乌鲁木齐锦度科学仪器有限公司;饲料颗粒粉化率测定仪,型号为ST136,由济南盛泰仪器有限公司制造;水分测定仪,型号为MB23,购买于奥豪斯仪器有限公司。
1.3 试验因素及试验指标的确定
影响颗粒成型的因素很多,如精粗配比、喂料速度、含水率、间隙、偏心距、压辊半径、环模直径、模孔形状、物料类型等[14-20]。本文在保持制粒设备基本技术参数不变的基础上选取物料含水率、原料精粗配比及喂料速度作为试验因素,以颗粒饲料密度、成型率、粉化率、纯工作小时生产率及吨产品能耗作为试验指标,研究各个因素对各指标的影响规律。颗粒饲料密度是饲料生产中的一个重要指标,反应了颗粒饲料的适口性,同时影响着颗粒饲料后期存放,过软易碎,过硬适口性差。成型率的高低是制粒机制粒性能好坏的重要指标。较低的粉化率能够有效减少饲料损耗和提高感官品质[21]。纯工作小时生产率是颗粒饲料经济效益的保证。节能降耗对生态环境、经济效益均有着促进作用,是目前生产中努力追求的目标。
1.4 环模秸秆颗粒成型机主要性能指标要求
根据中华人民共和国农业部行业标准 SC/T6020-2002[22]要求,环模秸秆颗粒成型机主要性能指标要求如下(无蒸汽调制情况下):生产能力达到企标或明示参数要求;颗粒成型率≥90%;颗粒密度范围在 900~1 200 kg/m³之间;颗粒粉化率≤13%。
1.5 试验方法
1.5.1 工艺流程
小麦秸秆→晾晒→粉碎预处理→配料→制粒→参数测定
1.5.2 粉碎预处理
试验前对小麦秸秆物料进行粉碎预加工处理。因为本文所研究的秸秆配合颗粒饲料主要针对肉羊羔羊育肥使用,按照畜牧行业饲喂要求,直径小于5 mm的颗粒饲料最为适宜。因此,将麦秸秆物料粉碎至5 mm以下,同时要避免过度粉碎,保证在降低生产能耗的同时提高生产率[21]。
在进行物料粉碎之前,需要对麦秸秆进行杂质清选,剔除物料中的石块、金属碎片、玻璃碎片、发霉变质的小麦秸秆以及土块等杂物。这些杂物的存在不仅会影响制粒工作的正常进行、降低设备的使用寿命,同时也会危害羔羊的健康。
1.5.3 原料精粗比例设定
精粗料的比例配制按照新疆肉羊育肥营养标准[13]执行及经验选取,精料率设定为适合饲用于羔羊育肥用的20%~60%。
1.5.4 物料含水率的测定
含水率的测定按GB/T 6435-2014[23]规定进行,亦可使用精度不低于±1 mg的快速水分测定仪测定。
1.5.5 密度的测定
在制粒机出料口处接取约50粒成型颗粒饲料,自然冷却至不高于环境温度5℃,从50粒成型颗粒饲料中挑选出表面完整的五分之一作为测量样品,用“0”号砂纸将测量样品两端磨平,用游标卡尺测量每一个的直径和长度,称其质量,按式(1)计算颗粒密度,取平均值。每隔5 min取样测定一次,共测3次,计算平均值。

式中ρ为颗粒密度,kg/m³;dm 为单个颗粒样品质量,g;D为单个颗粒样品直径,mm;L为单个颗粒样品长度,mm。
1.5.6 成型率的测定
在制粒机出料口处接取约300 g颗粒样品,自然冷却至不高于外界环境温度 5 ℃,用网孔直径(或边长)为颗粒样品直径0.8倍左右的筛网筛分,然后称量筛上留存的物质质量,按式(2)计算颗粒成形率。每隔5 min取样测定一次,测3次,取平均值。
试验中筛网的振动频率为2 Hz,振幅10 mm,筛选时间60 s。

式中C为成形率,%;sm为筛上物质量,g;1m为颗粒样品质量,g。
1.5.7 粉化率的测定
颗粒粉化率用ST136饲料颗粒粉化率测定仪测定。
取大于 500 g自然冷却至不高于环境温度 5℃的颗粒,用筛孔为0.8倍颗粒直径的的筛网去细粉,称取筛上颗粒500 g,放入测定仪的转箱中,以50 r/min的转速连续转动10 min,取出后用筛网进行筛分,称筛上物质量,按式(3)计算颗粒粉化率。

式中X为颗粒饲料粉化率,%;sm为筛上物质量,g。
重复进行2次试验,计算结果的平均值。根据SC/T 6020-2002中方法测定。
1.5.8 纯工作小时生产率的测定
根据中华人民共和国农业部行业标准 SC/T 6020-2002[22]要求,从制粒机出料口处接取颗粒样品,每隔5 min接取颗粒饲料一次,接料过程中记录接料时间,每次接料不少于1 min,然后称其质量,重复3次。按式(4)计算生产能力,取平均值。

式中CQ 为纯工作小时生产率,kg/h;m为每次接取的颗粒样品质量,kg;CT为每次接取颗粒样品的时间,min;H为颗粒样品的含水率,%。
取5次重复测定的算术平均值。
1.5.9 吨产品能耗的测定
按式(5)计算吨产品能耗。

式中M为吨产品能耗,kW·h/t;N为整机负载功率(含主电动机、喂料器电动机),kW。
1.5.10 三因素正交试验
通过前期大量的单因素试验,将各因素的水平进行初选和减少水平数,选择有代表性的部分因素水平开展正交试验[24]。暂不考虑各因素之间的交互作用影响,试验选用四因素三水平正交。利用正交表L9(34),设计包含9个水平组合的试验方案,找出较优的生产条件[24]。
选取物料含水率、原料精粗比、喂料速度作为三因素,设计正交试验,因素和水平选择见表1[24]。
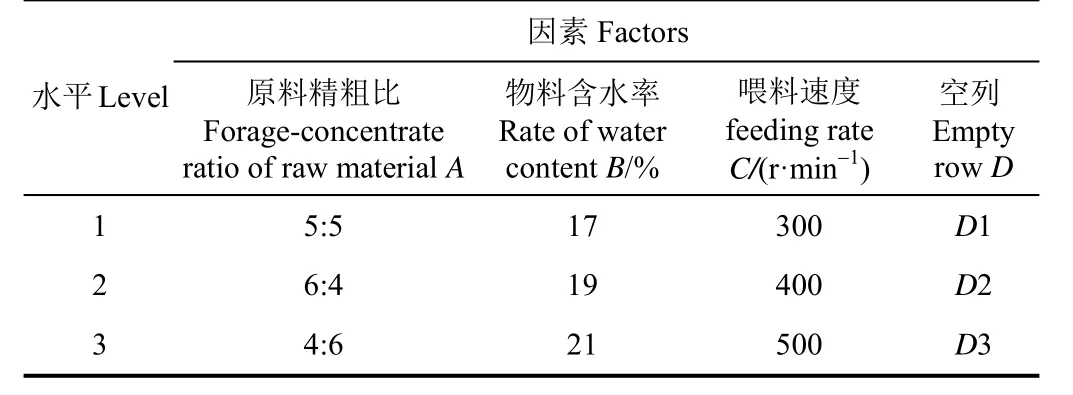
表1 因素水平编码表Table 1 Factor levels coding table
1.6 数据统计处理方法
试验数据经办公软件进行整理后,运用正交试验法、极差分析法、方差分析法及综合平衡法对数据进行分析及最优生产条件优化。
2 结果与分析
2.1 影响颗粒饲料成型效果的单因素试验
2.1.1 物料含水率对颗粒饲料成型效果的影响
根据新疆肉羊羔羊饲喂习惯及饲喂周期,试验中,首先选择原料精粗料配比6∶4,喂料速度300 r/min,且保持不变,研究物料含水率的变化对试验结果的影响。
利用 MB25水分测定仪测得麦秸秆含水率在 9%~11%范围内。因颗粒饲料含水率在14%便于存放,且不影响羔羊食用。将含水率单因素试验下限设为14%,以2%为梯度以此递增。试验结果见图1。
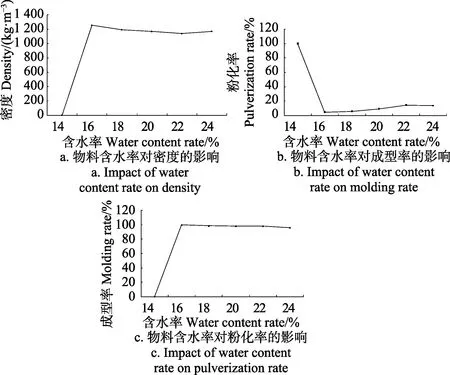
图1 物料含水率对颗粒饲料成型效果的影响Fig.1 Impact of water content rate on molding effect of particles feed
试验过程中,物料含水率为14%时,颗粒不成型,物料挤成粉末状流出,同时伴有烟尘产生,成型率均为0,粉化率100%,颗粒密度无法检测。分析原因得出,物料含水率过低导致物料在压制室中与压模和压辊的摩擦力加大,物料不易成型。随着物料含水率的不断增加,物料在压制室中与压模和压辊的摩擦力减小,物料成型易挤出,颗粒密度与成型率上升,粉化率降低。从试验结果中得出物料含水率为 16%时,颗粒饲料的密度为1 255.27 kg/m³,超出行标SC/T 6020-2002[22]中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料密度范围(900~1 200 kg/m³);物料含水率为22%时,颗粒饲料的粉化率为14.60%,物料含水率为24%时,颗粒饲料的粉化率为13.58%,均超出行标SC/T 6020-2002[22]中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料粉化率范围(≤13%)。因此将物料含水率14%,16%,22%,24%试验剔除。为使试验结果更加精确,重新确定物料含水率范围17%~21%。
定义 9 设(U,A∪D)是一个覆盖决策系统,U={x1,x2,…,xn}, B⊆A, U/D={k=1,2,…,l}。如果对RSθ,η(A,D)中任意的粒规则(xi)A→Dk有(xi)B→Dk⟹(xi)A→Dk (这时有(xi)B→RSθ,η(B,D)), 则称RSθ,η(A,D)能被RSθ,η(B,D)蕴含, 并记这种蕴含关系为RSθ,η(B,D)⟹RSθ,η(A,D);否则称RSθ,η(A,D)不能被RSθ,η(B,D)蕴含,并记为RSθ,η(B,D)⟹/ RSθ,η(A,D)。
从表2中可以看出,物料含水率为17%、21%时,颗粒饲料各指标均符合行标SC/T 6020-2002中各指标范围。为使试验结果更加精确,综合考虑前期试验结果,最终确定取物料含水率17%、19%、21%为正交试验含水率因素值。

表2 试验结果Table 2 Test results
2.1.2 原料精粗配比对颗粒饲料成型效果的影响
试验中,选择喂料速度300 r/min,且保持不变,物料含水率选择含水率单因素试验上限 21%,研究原料不同精粗配比的变化对试验结果的影响,结果见图2。

图2 原料精粗配比对颗粒饲料成型效果的影响Fig.2 Impact of forage-concentrate ratio on molding effect of particles feed
从图2中可以看出,随着小麦秸秆所占比例的增加,颗粒饲料的密度降低,且在6∶4与5∶5之间下降幅度较大,但试验结果均符合行标SC/T6020-2002[21]中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料密度范围(900~1 200 kg/m³);成型率有所变化,但变化不大,同样试验结果符合行标 SC/T6020-2002[22]中规定成型率范围(≥90%);粉化率在8∶2与6∶4之间变化幅度较大,且精粗配比为8∶2时的粉化率为19.35%,超出行标SC/T6020-2002[21]中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料粉化率范围(≤13%)。因此,将正交试验中原料不同精粗比例的因素值范围确定为 6∶4,5∶5, 4∶6。
2.1.3 喂料速度对颗粒饲料成型效果的影响
试验中,物料含水率、原料精粗配比 2因素的水平保持不变,旨在研究喂料速度的变化对颗粒成型效果的影响。喂料速度由变频器的相关参数调节。根据9KWH-250型环模秸秆颗粒成型机生产率确定喂料速度的选择。以300 r/min为试验下限值,以100 r/min递增。
试验物料仍为麦秸秆与玉米粒的混合粉料,物料的含水率取试验上限值 21%, 精粗配比选择肉羊饲用使用范围较大的6∶4。
从图 3中可以看出随着喂料速度的增加,颗粒饲料的密度逐渐降低,成型率与粉化率在喂料速度为600 r/min时变化幅度较大。当喂料速度为低速时,物料在压制室中与环模、压辊间的摩擦作用减小,环模温度上升较慢,制粒时间加长,从而导致颗粒密度大,成型率高,粉化率低。随着喂料速度的提高,颗粒密度降低、成型率升高,粉化率降低。但当喂料速度达到600 r/min时,成型率大幅度降低,粉化率大幅度升高。分析原因得出:当喂料速度过高时,物料开始打滑,环模、压辊与物料之间的摩擦力增大,导致制粒不连续,使得成型率下降、粉化率升高。试验结果得出,喂料速度为600 r/min时的粉化率值为15.98%,超出SC/T 6020-2002中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料粉化率范围(≤13%)。因此,后续正交试验中将喂料速度因素值600 r/min去除。
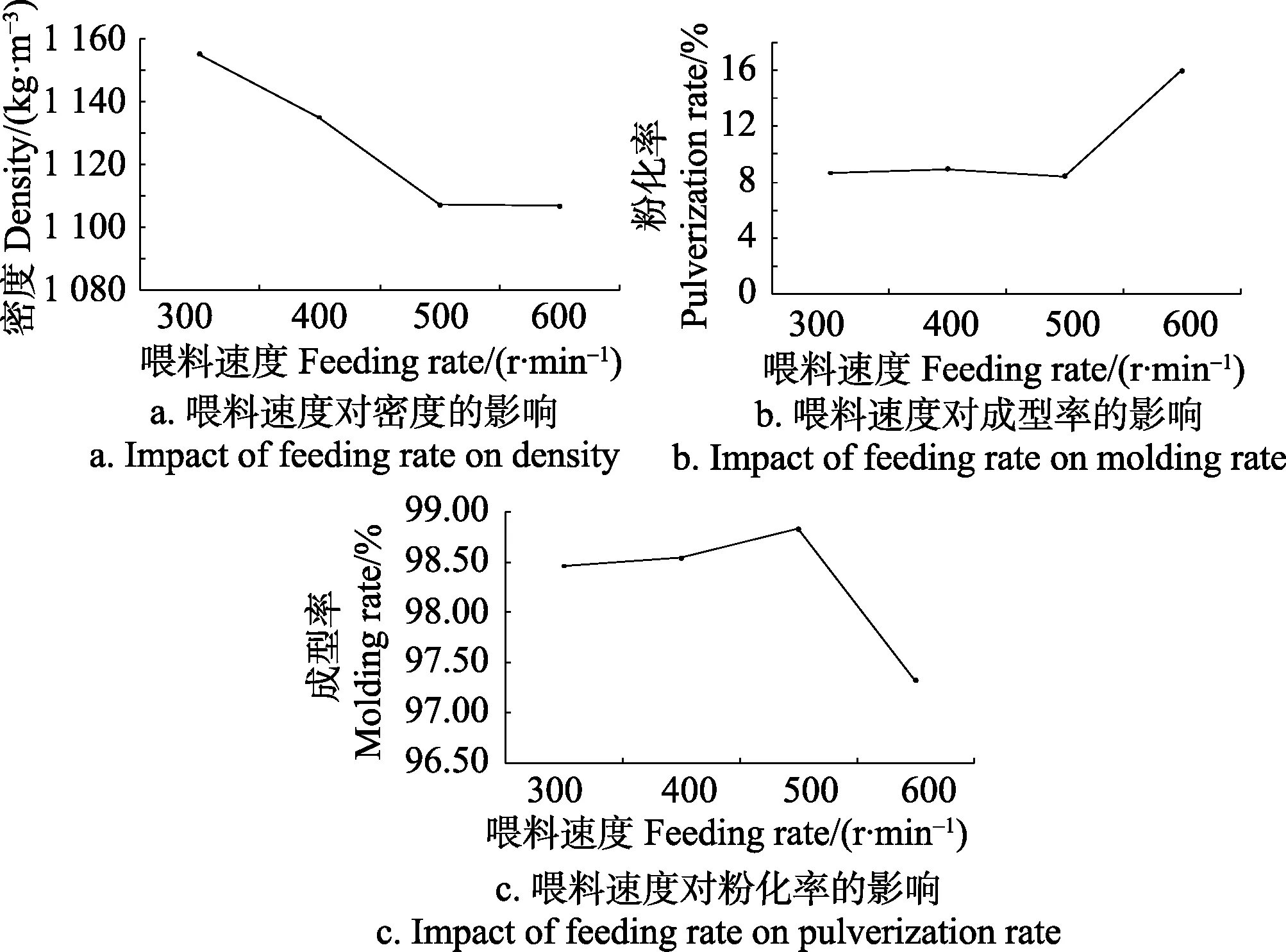
图3 喂料速度对颗粒饲料成型效果的影响Fig.3 Impact of feeding rate on molding effect of particles feed
2.2 多因素正交试验
由表 3可知,原料精粗配比、物料含水率、喂料速度三因素对颗粒饲料的密度、成型率、粉化率、纯工作小时生产率及吨产品能耗均有不同程度的影响。极差反应各因素对指标影响大小,由极差分析可知,各因素在几种水平下,物料含水率对颗粒饲料密度、成型率及粉化率影响显著,原料精粗配比对颗粒饲料成型率、粉化率均有较显著的影响,喂料速度对颗粒饲料纯工作小时生产效率影响显著。利用极差分析法分析三因素对成型性单一指标、纯工作小时生产率及吨产品能耗的影响,暂不考虑误差列对指标的影响。
1)影响密度的因素。由正交试验表4中密度的极差值(R值)大小可以看出,原料含水率对颗粒饲料密度的影响最大;其次是原料不同精粗配比;不同喂料速度对其的影响最小。获得最高密度的试验是 4号试验,工艺条件为A2B1C2。
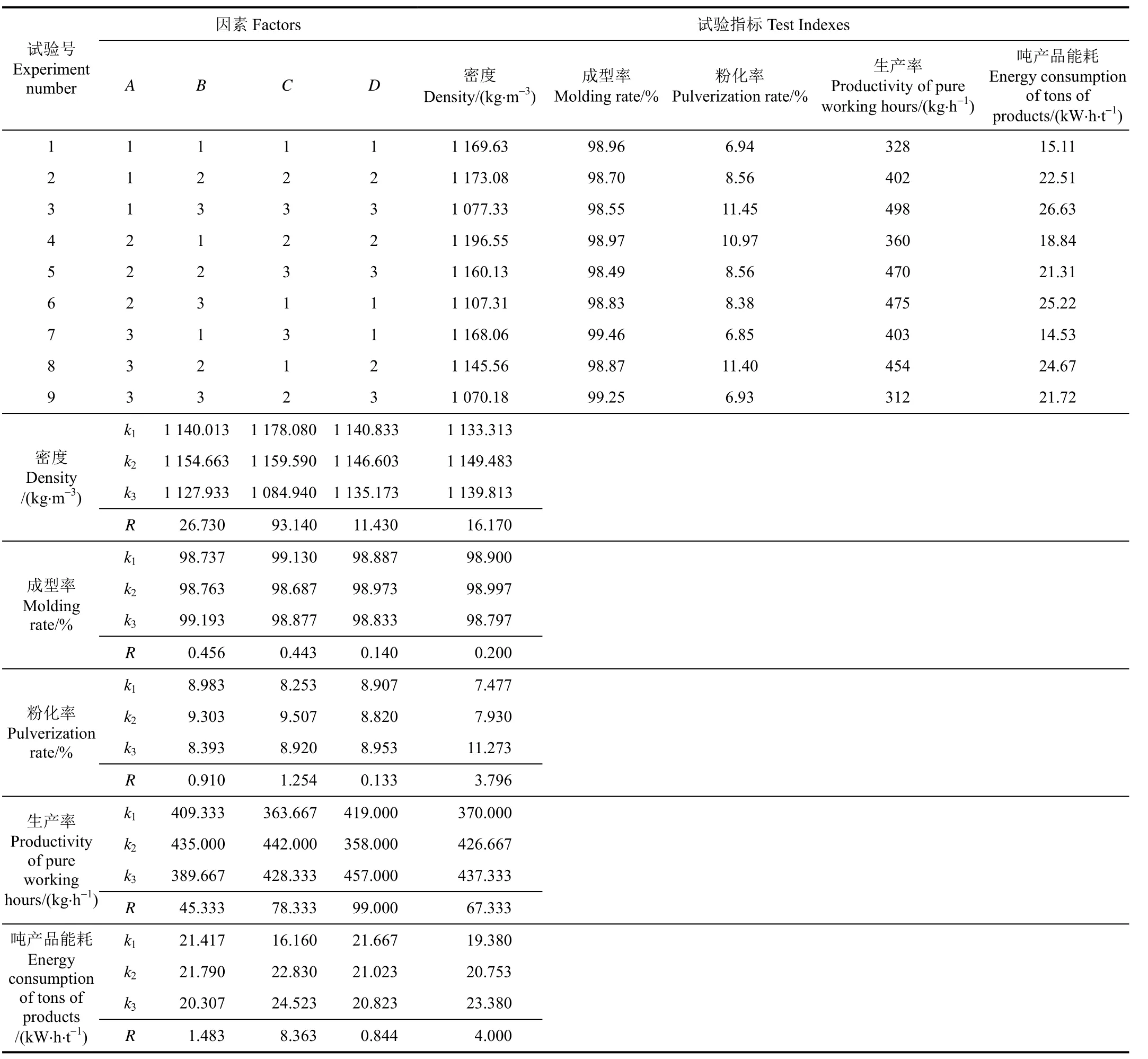
表3 四因素三水平正交试验数据分析计算表Table 3 Four factors and three levels test data analysis and calculation table
2)影响成型率的因素。由正交试验表4中成型率的极差值(R值)大小得出,原料不同精粗配比对颗粒饲料成型率的影响最大;物料含水率对颗粒饲料成型率的影响位居其次;不同喂料速度的影响最小。获得最高成型率的试验是7号试验,工艺条件为A3B1C3。
3)影响粉化率的因素。由正交试验表4中粉化率的极差值(R值)大小可以看出,影响颗粒饲料粉化率的最大因素是物料含水率;原料精粗配比的影响略低于物料含水率,位居第二位;不同喂料速度的影响最小。粉化率最低的7号试验工艺条件为A3B1C3。
4)影响纯工作小时生产率的因素。产量反应了制粒机的生产效率,纯工作小时内制粒速度越快,则制粒机的生产效率越高[3]。由正交试验表4中纯工作小时生产率的极差值(R值)大小可以看出,影响纯工作小时生产率的最大因素是喂料速度;物料不同含水率的影响位居第二位;最后是物料不同精粗配比。纯工作小时生产率最高的3号试验工艺条件为A2B2C3。
5)影响吨产品能耗的因素。由正交试验表4中成型率的极差值(R值)大小可以看出,物料含水率是影响吨产品能耗的最大因素;其次是原料不同精粗配比;不同喂料速度的影响最小。吨产品能耗最低的 7号试验工艺条件为A3B1C3。
2.2.2 各因素对各指标影响的试验结果方差分析
正交试验的极差分析方法与其他同类分析方法相比有着简单直观、计算量小的优点,但极差分析不能估计误差对指标影响的大小,同时不能精确的估计各试验因素对试验结果影响的重要程度。且从正交试验表中可以看出,由误差列对各指标的影响数值已经超出可忽略不计的范围,尤其是对粉化率的影响,更是排在三因素之前。因此引入方差分析来弥补极差分析的不足。
利用DPS数据处理软件对以颗粒饲料密度、成型率、粉化率、纯工作小时生产率及吨产品能耗为指标的正交试验结果进行方差分析,得到如表4所示的结果。
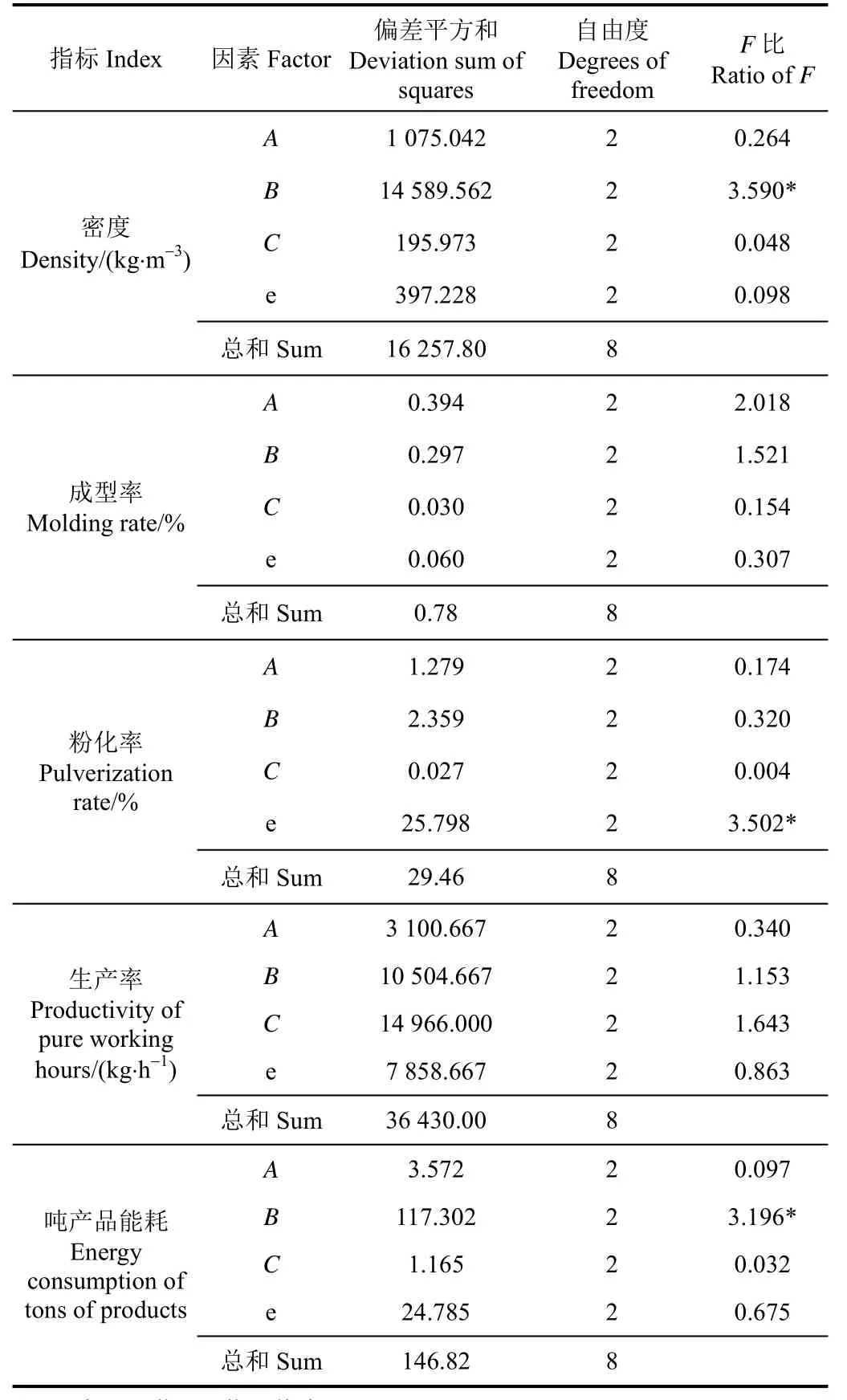
表4 三因素对颗粒饲料密度、成型率、粉化率、纯工作小时生产率及吨产品能耗影响试验结果的方差分析Table 4 Analysis of variance of three factors affect test result in density、molding rate、pulverization rate、productivity of pure working hours and energy consumption of tons of products of particles feed
方差分析表明物料含水率对于颗粒饲料密度有显著影响,原料精粗配比、喂料速度对颗粒饲料密度影响不显著;原料精粗配比、物料含水率及喂料速度对颗粒饲料成型率影响均不显著;试验过程中出现的偶然误差和条件误差对于颗粒饲料粉化率有显著影响;原料精粗配比、物料含水率及喂料速度对颗粒饲料纯工作小时生产率影响均不显著;物料含水率对吨产品能耗影响显著,原料精粗配比及喂料速度对吨产品能耗影响均不显著。
2.2.3 综合平衡分析得出最优生产条件
综合平衡的一般原则是:当各指标的重要性不一样时,选取水平应保证重要的指标;当各指标的重要性相仿时,选取水平则应优先照顾主要因素或看多数的倾向。通过综合平衡法分析得到三因素影响主次顺序为物料含水率>原料精粗配比>喂料速度。
从各个指标的计算分析、极差分析以及方差分析来看(表5),因素A对各个指标均有影响,但影响均不显著,且A3出现居多,取A3为好。因素B对各个指标均有影响,尤其对颗粒饲料密度及吨产品能耗影响显著。B1、B2均出现2次,从试验结果中可以看出,B2的粉化率好于B1,B1纯工作小时生产率及吨产品能耗均好于B2。考虑到节能降耗等经济效益问题,且B1与B2的粉化率均达标,因此选取B1。因素C对纯工作小时生产率的影响最好,取C3为宜。因此,本试验可得出秸秆配合颗粒饲料最好的加工条件为A3B1C3。
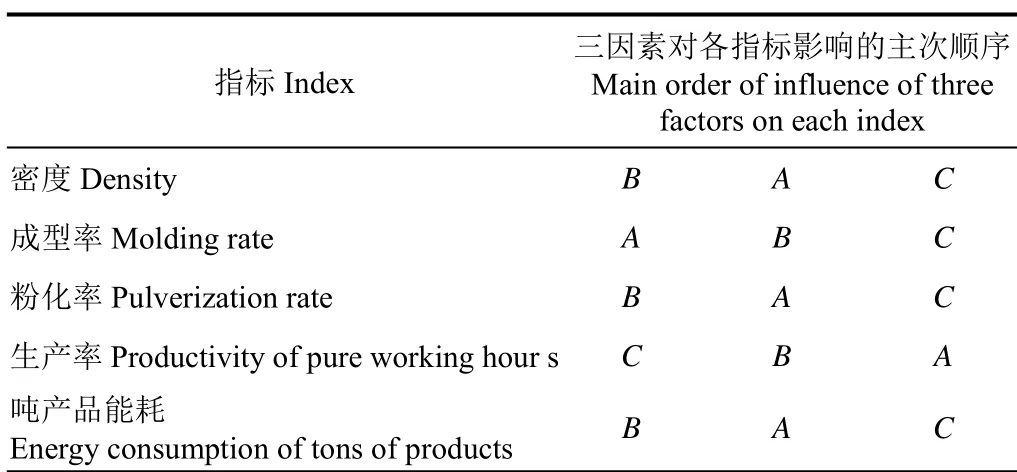
表5 综合平衡分析Table 5 Comprehensive balance analysis
2.2.4 最优生产条件A3B1C3试验结果验证
为保证试验结果具有指导意义,对A3B1C3的加工条件进行了试验验证,即原料精粗配比 4∶6,物料含水率17%,喂料速度500 r/min。试验结果为颗粒密度1 116.48 kg/m³,成型率99.51%,粉化率7.36%,纯工作小时生产率达到716 kg/h。试验结果证明在A3B1C3的生产条件下,颗粒密度符合行业标准要求,成型率与纯工作小时生产率达到最高,粉化率虽然不是最低,但完全符合行业标准要求,说明工艺参数组合优化可靠。
3 讨 论
1)已有的研究文献[25-33]中多将研究重点放在多因素正交试验及最优生产条件的确定上,正交试验中的各因素值多为参考相关文献或凭借经验选值。本文将正交试验中的各因素值的单因素试验均作为研究重点,通过多次单因素试验缩小范围,最终确定最能反映生产中实际情况的因素值形成正交试验,得到了更为系统准确的试验结果。
2)三因素对颗粒饲料粉化率试验结果的方差分析显示,空列误差对粉化率的影响显著。空列误差既有可能是试验过程中的偶然误差引起,同时也可能是本文没有作为影响因素的其他因素导致的条件误差。可以作为研究重点,在后续的试验研究中进行探讨。
3)在引用中华人民共和国农业部行业标准 SC/T6020-2002中规定的技术指标时,本试验选择了无蒸汽调制状态下的技术要求指标。因为本试验是在农机所针对适度规模生产所研制的制粒机结构基础上,以密度、成型率、粉化率、纯工作小时生产率及吨产品能耗五个品质指标开展精、粗料制粒加工工艺参数的试验研究。所研制的设备是服务农牧民为主体的使用者,故为了满足成本低、易操作的要求,试验未考虑蒸汽调制因素。
4 结 论
1)颗粒成型效果最好的原料含水率范围在 17%~21%之间。
2)粉化率在精粗配比8∶2与6∶4之间变化幅度较大,且精粗配比为8∶2时的粉化率为19.35%,超出行标SC/T 6020-2002中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料粉化率范围(≤13%)。
3)随着喂料速度的增加,颗粒饲料的密度逐渐降低,成型率与粉化率在喂料速度为 600 r/min时变化幅度较大。喂料速度为600 r/min时的粉化率值为15.98%,超出行业标准 SC/T6020-2002中规定环模颗粒饲料制粒机在无蒸汽调质情况下颗粒饲料粉化率范围(≤13%)。
4)通过方差分析得出:物料含水率对于颗粒饲料密度、颗粒饲料纯产品能耗有显著影响,对成型率、颗粒饲料纯工作小时生产率影响均不显著;原料不同精粗配比、不同喂料速度对颗粒饲料密度、颗粒饲料纯工作小时生产率、颗粒饲料纯产品能耗影响不显著;试验过程中出现的偶然误差和条件误差对于颗粒饲料粉化率有显著影响。
5)通过综合平衡法分析得到三因素影响主次顺序为原料含水率>精粗料配比>喂料速度。推出秸秆配合颗粒饲料的最好的加工条件为A3B1C3,即原料精粗配比4∶6,物料含水率17%,喂料速度500 r/min。
6)在A3B1C3的生产条件下,颗粒密度符合国家行标要求,成型率与纯工作小时生产率达到最高,粉化率虽然不是最低,但完全符合国家行标要求。试验结果证明,通过正交试验得出的最优生产条件,基本符合实际生产情况,说明工艺参数组合优化可靠。
[1] 杨建中,吴红岩,谢立荣. 新疆农作物秸秆资源利用概况及畜牧业加工利用初步研究[J]. 新疆畜牧业,2016.(12):16-18.
[2] 刘善斋,杨海珑,王力生,等. 强化玉米秸秆颗粒饲料加工技术的研究[J]. 中国牛业科学,2015,41(5):30-33,37.
[3] 朝鲁孟其其格. 混合草颗粒制粒技术及饲用价值评价的研究[D]. 呼和浩特:内蒙古农业大学,2010.Chaolumengqiqige. Study on Granulating Technology and Forage Value Evaluation of Mixed Grass Particles[D].Hohhot: Inner Mongolia Agricultural University, 2010. (in Chinese with English abstract)
[4] 孙林,吴晓光,任秀珍,等. 针茅草颗粒加工研究[J]. 中国草地学报,2014,36(5):107-112.Sun Lin, Wu Xiaoguang, Ren Xunzhen, et al. Study on processing technology of Stipa grass pellets[J]. Chinese Journal of Grassland, 2014, 36(5): 107-112. (in Chinese with English abstract)
[5] 朝鲁孟其其格,贾玉山,格根图,等. 草颗粒加工、贮藏及利用技术研究与应用[J]. 中国草地学报,2010,32(4):98-102.Chaolumengqiqige, Jia Yushan, Ge Gentu, et al.Research and application of processing, storage and utilization technology of mixed grass particle[J]. Chinese Journal of Grassland,2010, 32(4): 98-102. (in Chinese with English abstract)
[6] 王晓光,贾玉山. 苜蓿与玉米秸秆不同比例混合草颗粒营养价值评价[J]. 中国草地学报,2011,33(1):90-96.Wang Xiaoguang, Jia Yushan. Evaluation of nutrition value of mixed grass pellet[J]. Chinese Journal of Grassland, 2011,33(1): 90-96. (in Chinese with English abstract)
[7] Mani S, Tabil G, Sokhansanj S. Effects compressive force,particle size and moisture content on mechanical properties of biomass pellets from grasses[J]. Biomass and Bioenergy.2006, 30: 648-654.
[8] Serrano C, Mondero E, Lapuertab M, et al. Effect of moisture content, particle size pine addition on quality parameters of barley straw pellets [J]. Fuel Processing Technology, 2001,92: 699-706.
[9] Relovaa I, Vignoteb S, Leona M A, et al. Optimisation of the manufacturing variables of sawdust pellets from the Pinus caribaea morelet: Particle size, moisture and pressure[J].Biomass Bioenergy, 2009, 33: 1351-1357.
[10] 李佳丽,郭亚文,杨通,等. 不同草粉添加比例对颗粒饲料加工质量的影响[J]. 饲料工业,2015. 36(7):11-14.
[11] 王际英,李宝山,王世信,等. 不同加工工艺对饲料颗粒物理性状的影响[J].饲料研究,2014(19) :9-13.
[12] 张杰,李浩,孔令卓, 等. 秸秆配合颗粒饲料制粒加工工艺参数的试验研究[J].新疆农业科学, 2017, 54(7): 1313-1322.Zhang Jie, Li Hao, Kong Lingzhuo, et al. Experimental study on processing parameters of granulation of stalk combined pellet feed[J]. Xinjiang Agricultural Sciences,2017, 54(7):1313-1322. (in Chinese with English abstract)
[13] 山东省标准化研究院. 无公害食品肉羊饲养饲料使用准则NY5150-2002[S]. 北京:中国标准出版社,2002.
[14] 莫放,赖景涛,张晓明,等. 玉米秸秆精粗颗粒饲料加工与应用[J]. 粮食与饲料工业,2006. (3):28-29.
[15] 王洪才. 日粮制粒对绵羊利用玉米秸秆的影响[J]. 安徽农业科学,2009,37(11):5003-5004.
[16] 朱中胜,张莹,刘红艳,等. 家禽颗粒饲料加工工艺参数研究进展[J]. 饲料博览,2016,12: 35-38.Zhu Zhongsheng. Zhang Ying. Liu Hongyan. et al The review of process parameters in poultry granulated feed[J].Feed Review, 2016, 12: 35-38. (in Chinese with English abstract)
[17] Li Xuying, Yang Mingshao, Ni Zhihua. The factors to affect the cube formation process of long fibrous stuff[C]. Second International Conference On Sustainable Argricu-lture For Food, Energy And Industry, 2002.
[18] Holm, Jens K., Henriksen, et al.Toward an understanding of controlling parameters in softwood and hardwood pellets production[J]. Energy and Fuels,2006,20(6): 2686-2694.
[19] Huang X, Huang J, Wu J, et al. Notice of retraction the analysis on the grass powder flow field in the impressing roller system[J]. Artificial Intelligence, Management Science and Electronic Commerce, 2011,265(3): 4408-4411.
[20] N. P. Buchanan, J. S. Moritz. Main effects and interactions ofvarying formulation protein, fibber, and moisture on feed manu-facture and pellet quality[J]. Journal of Application and PoultryResearch, 2009, (18): 274-283.
[21] 于翠平,赵红月,黄进,等. 颗粒饲料质量的控制研究[J].饲料研究,2013(11): 83-86.
[22] 中国水产科学研究院. 颗粒饲料制粒机SC/T 6020-2002,[S]. 北京:中国标准出版社,2002.
[23] 中国饲料工业协会.饲料中水分的测定, GB/T 6435-2014[S]. 北京:中国标准出版社,2014.
[24] 赵选民.试验设计方法[M]. 北京:科学出版社,2006.
[25] 刘庆权,聂春宵. 秸秆压块技术的研究[J]. 饲料工业,2000 21(1):11-13
[26] 李忠平. 粉碎粒度对饲料加工生产性能的影响[J]. 饲料工业,2001. 22(4):5-7.
[27] 刘沛民. 提高饲料制粒质量综述[J]. 江西饲料,2003,(3):23-26.
[28] 赵华明,杨昌高. 饲料制粒新技术的应用[J]. 饲料工业,1999,20(10):14.
[29] 黄晓鹏,万芳新,黄建龙等. 基于挤压模拟试验的苜蓿草颗粒成型工艺参数优化[J]. 农业工程学报,2011,27(11):354-358.Huang Xiaopeng, Wan Fangxin, Huang Jianlong, et al.Parameter optimization of granulated alfalfa pelleting process based on extrusion simulation experiment[J].Transactions of the CSAE, 2011,27(11):354-358. (in Chinese with English abstract)
[30] Holm J K, Henriksen U B, Wand K, et al. Experimental verification of novel pellet model using a single pelleter unit[J]. Energy and Fuels, 2007, 21(4): 2446-2449.
[31] Rolfe L A, Huff H E, Hsieh F. Effects of particle size and proeessing variables on the propertics of an extruded catfish feed[J]. Joumal of Aquatic Food Product Technology, 2001,10(3): 21-33.
[32] 王毅,王婕姝,胡江,张幸彦等.基于均匀设计—偏最小二乘回归建模的秸秆型颗粒饲料部分加工参数研究[J]. 南方农业学报,2013,4(11):1878-1882.
[33] 周洪彬,贺 兵,魏建平等. 饲料颗粒品质影响因素探析[J],粮食与饲料工业,2016,2(11):17-49.Zhou Hongbin, He Bing, Wei Jianping, et al. Discussion on the factors influencing quality of feed pellets[J]. Cereal and Feed Industry, 2016, 2(11): 17-49. (in Chinese with English abstract)