普洱茶(熟茶)精制加工与压制过程控制因素分析
2018-03-07郑际雄
郑际雄
云南中茶茶业公司,650200
一、普洱(熟茶)散茶精制
1.普洱(熟茶)散茶工艺流程
晒青茶后发酵:晒青毛茶—潮水—渥堆发酵—适时翻堆,解块(3~6次)—摊凉干燥—起堆—筛分、风选、除杂、定级—普洱(熟茶)散茶(毛堆)。
后发酵是云南大叶种晒青茶在特定的环境条件下,经微生物、酶、湿热、氧化等综合作用,其内含物质发生一系列转化,而形成普洱茶(熟茶)独有品质特征的过程[1]。普洱(熟茶)散茶外形肥嫩紧实显毫或肥大粗壮,色泽红褐,陈香显露或带甜香、糯米香、桂圆香等。不得有霉味、酸馊味、烟味、沤味。滋味浓醇甘爽或醇和回甘,叶底红褐肥嫩匀整为品质较佳;滋味淡薄,叶底老嫩混杂欠匀或粗老为次;酸涩、酸苦为劣变茶[2]。叶底手捏压软腐最次且不耐储存,陈化后滋味变寡淡,失去普洱茶仓储陈醇转化及在一定时期内“越陈越香”的价值。
2.普洱(熟茶)毛茶的收储管理
普洱(熟茶)毛茶按原料不同采制季节分为春茶、夏茶。以春茶发酵品质最佳,是高档产品的主要原料。夏茶发酵的品质介于春秋之间,一般不单独用作产品,由于性价比高,多拼配使用。秋茶内含物质低于春、夏茶且秋茶制作的熟茶除香气较高扬外,同比无优势,一般不生产普洱(熟茶)茶。
因此,各批次入库的毛茶须按产地、供应商、生产季节,发酵度等进行编码、建立审评记录,对各个原料品质做到“心中有数”。普洱(熟茶)毛堆茶入库前采用振动筛筛制,确定各筛号茶比例并按可做出的主级别茶来命名并归堆。比如,五级茶为主的毛堆茶按五级归堆验收。结合加工取料的要求,入仓库储存,为拼配付制打好基础。
3.普洱(熟茶)毛茶的拼配方法
拼配,就是指通过评茶师的感官经验和拼配技术把具有一定共性而形质不一的产品,拼合在一起的作业[3]。“扬长避短、显优隐次、高低平衡、成本可控”的原则贯穿整个拼配的始终,以保持产品品质稳定,控制成本,最大限度发挥原料的经济价值。拼配过程中如何使品质要素、消费者需求及销售收入、获利诉求的结合达到最佳,是拼配技术的关键也是企业的核心竞争力之一。
不同产地、季节的原料品质各有特点,源于内含物质组分的差异性[4],外形好内质差的毛茶可与外形差内质好的毛茶拼和付制,取长补短。此外,发酵程度的掌握多凭“发酵师”的经验,尚属于“看茶做茶”,缺乏标准化操作,形成的品质差异主要表现在内质方面,拼和可显优隐次使内质上互相调剂。
4.普洱(熟茶)散茶精制加工流程
传统普洱熟茶多销往港澳地区,形条索粗壮肥大,完整,精制加工方法比较简单,6、7、8级以1.5cm筛孔,9~10级以2cm筛孔平圆筛撩头,本身茶0.2cm平圆筛割脚对样加工即可,销往港澳地区的散茶最高级别为六级。随着普洱茶消费市场的扩大,更高级别、更好品质的普洱茶需求大增。目前各茶厂的原料、设备、筛路及筛网组合不一,甚至同级不同质,而且自1991年后普洱茶精制加工规范未经重新修正。因此,对普洱熟茶精制加工工艺进行改进和规范有着现实意义。
普洱茶(熟茶)的精制与其他茶类的精制有很多不同。首先,为保证普洱茶(熟茶)发酵程度相对均匀,使用的是同级别毛茶渥堆发酵,简化了后续精制加工流程;其次,渥堆发酵过程中多次翻堆,解块机解块,茶条多次被不同程度切断、理直,所以分筛时除茶头外,不再切茶。
普洱茶(熟茶)精制机械联装生产线由毛分、滚切、抖筛、拼和、复筛、静电除杂、风选、色选机调匀色泽、拣剔等联机组成。按照成品茶品质要求分别进行取料、拣拼和小样与标准样(或加工基准样)对样审评合格后交付生产车间严格按所定级别工艺技术标准加工。工艺设定为单级付制,多级回收,机械设置为先圆后抖,以提高抖筛效率,抖得净而且对锋苗基本无影响也不影响剔除筋梗。对于以级别散茶或散茶小包装形式销售的产品必须精制分清级别以符合国标及标签标识等质量安全标准。但是,有些茶厂的产品行销市场多年、配方固定、品质稳定,也可根据产品配方按需精制,不分出具体级别以简化后续的紧压茶产品生产工艺,降低成本,提高原料使用效率。例如下关茶厂采取单级付制、单级回收、先抖后圆分出筛号茶(平圆筛组合4、5、7、9孔,4孔筛面为一号茶,9孔底为五号茶)经风选、拣剔后按成品配方分别拼和成面茶和芯茶,按比例压制为规格成品[4]。
根据取料路径的不同,一般分为本身路茶、长身路茶、圆身路茶、轻身路茶[4]。
(1)各路茶特征
①本身路茶:毛茶直接通过平面圆筛机、抖筛的较细嫩紧结长形茶部分,多芽毫,色泽褐润。
②长身路茶:从本身路茶通过分筛、抖筛、撩筛的头子茶(筛面茶),粗细基本符合标准,长度超标的部分。
③圆身路茶:长身路茶分筛捞头,撩筛撩头,紧门筛头各种粗秃茶头及头子茶部分。
④轻身路茶:以上各路经风选扇出的轻质茶,即子口茶。
(2)各路茶加工工序
①本身路及长身路茶制法:长身路茶加工工序除开始及中间较本身路茶多一道切断工序外,其他工序与本身路茶加工工序相同,合并总结如下:毛茶—毛分—分筛—紧门筛—撩筛—静电除杂—风选—人工拣剔—归堆定级。
②圆身路茶(筛头)制法:茶坯—风选—切断—紧门筛—分筛—撩筛—人工拣剔—归堆定级。
③轻身路茶制法:茶坯—抖筛—风选—人工拣剔—归堆定级。
“高级别茶粗取,低级别茶细取”即高级别茶分筛时筛号可比正常筛分放大0.5孔,可以提取更多的紧直条茶,提高制率。低级别茶分筛时筛号可比正常筛分收紧0.5~1.0孔,可使外形大小更均匀,生产中常用网组合见表1。
各筛号半成品(茶坯)的拼配方法:先选定基准茶(本身茶)然后依次拼入同筛号其他路茶的上中下段茶,对照标准样符合后,结合复筛以紧门筛(比同级茶面张要求收紧0.5孔)使外形匀齐,同时根据级别不同选用12~18孔筛网抖去筋梗,后续工序处理成为成品。
二、普洱(熟茶)紧压茶加工工艺
普洱(熟茶)紧压茶加工工艺流程为:定级普洱(熟茶)散茶—按配方拼配—静电除杂—风选除片割细碎末—拣剔梗杂—投料—蒸压定型—缓烘提香干燥—摊凉—包装成品。

表1 生产中常用网组合
紧压茶外形有圆饼形、碗臼形、方形、柱形等形状和规格,质量卫生指标符合国家强制性标准要求。其品质特征为:外形色泽红褐,形状端正匀称,松紧适度,不起层脱面,洒面茶应包心不外露,内质汤色红浓明亮,香气独特陈香,滋味醇厚回甘,叶底红褐[1]。
1.原料拼配与预处理流程
原料拼配与预处理流程图见图1。按成品配方将各个组分的级别茶拼和,由于生产厂家不同,净度不一,拼和的茶坯要先通过静电除杂机除去毛发、扫帚毛、塑料带等。按茶叶身骨轻重调整风量进行风选,除去非茶类夹杂物(隔沙口),割除细碎片末提高净度,再用色选机进行色选使茶坯色泽调和均匀,选出的芽毫回拼使茶坯符合成品茶含毫量要求。以上工艺流程可根据茶叶净度适度调整。
为保证成品口感统一,经过上述处理的茶坯中常取出一定比例作为面茶用于盖面盖底,通常为整批茶坯的40%~50%,通过筛号比同级茶收紧0.5孔的紧门筛,捞头割脚整理外形,人工拣净片梗等使面茶条索匀齐,成品外形条索清晰,色泽褐润,芽毫显露,提高“卖相”。
2.紧压成型
主要是通过蒸茶活化茶叶内含果胶质的粘结作用与机械压力作用,将蒸透的茶倒入袋模揉制塑形,置模具中紧压成型。
具体操作如下:
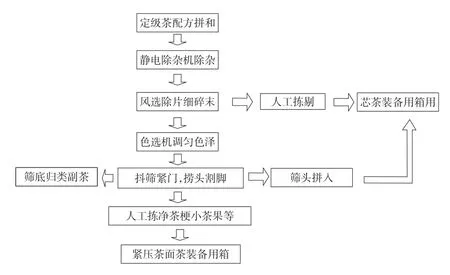
图1原料拼配与预处理流程
(1)原料预处理。普洱(熟茶)散茶的生产是晒青茶后发酵过程,在微生物分泌的酶类及自身酶类作用下,发生一系列内含物质的转化,果胶质含量下降造成紧压茶生产中茶条的粘结作用大大减小,实践中待压制的原料要进行潮水使茶叶吸水软化,便于高温蒸汽使残留的果胶质活化,利于紧压成型。潮水量要根据茶叶等级、发酵程度、含水量、储存年份而定。高级别茶,发酵程度偏轻,潮水后原料含水量控制在16%~18%,储存2年以上的再增加1%~2%。中低级别茶,发酵程度正常或偏重,潮水后原料含水量控制在20%~22%,储存2年以上的再增加2%~3%。潮水拌匀后洁净布覆盖堆积或装入塑料周转箱中静置4~6h付制。注意已潮水的原料不能堆积时间过长,避免原料发酵放热滋生霉菌或者出现酸馊味。潮水完成后的面、芯茶分别放入工作台上设置的料槽。
(2)称茶。每生产前必须对称量的衡器进行校正和查验是否准确,使用过程中也须经常查验校正。根据成品配方使用的面、芯茶比例及水分含量与加工损耗计算,称取相应数量(含损耗)的原料茶。按原料等级不同,压制357g、400g饼茶或者250g砖茶,357g饼茶通常潮水后的原料投茶量为[357+(60~63)]g,400g饼茶通常潮水后的原料投茶量为[400+(60~63)]g,250g砖茶则为(250+50)g。
(3)蒸茶时间的调控。将称好的茶按先芯茶后面茶的顺序投入蒸茶桶中,再放入内飞一张,以少许茶压住内飞。蒸茶的温度在94~100℃。蒸茶时间:高级别原料蒸汽透出蒸茶桶面即可,时间5~10s[4],中低级原料及多年陈化的老料适当延长蒸茶时间至15~20s,茶叶软化即可压制。蒸茶过程水分增加7%~8%。特别注意茶叶蒸不透则压制成型脱模时易造成松边掉面,增加不合格品率。蒸茶时间过长,茶叶吸收水分过多,压制后条索欠清晰,色泽欠润泽,影响美观,成品形体紧密,干燥时间延长增加了能耗,也不利于成品的后期陈化及饮用时取茶。
(4)紧压与脱模。将三角布袋模套在蒸茶桶上快速倒置将蒸好的茶倒入袋模,上下提抖2~3下,收齐收紧袋口,顺时针手工揉茶使面芯茶均匀分布,然后打结扎紧袋口置压茶机模具中压制成型。在操作上要控制压力每平方厘米压力为294~343N,定型时间1~2s,正向及反向各压一次,可避免厚薄不匀。然后退压,置木质或者不锈钢架上进行摊凉,以散发热气和水分,待冷却后脱去袋模,必要时配置风扇加速茶坯冷却。注意茶坯尚热脱袋模易松边掉面,降低合格率。
(5)干燥。合格茶坯置木质或者不锈钢架上入烘房进行干燥。干燥的时间随气温、空气相对湿度、茶坯含水率等不一。温度要掌握先低后高的原则,视茶叶原料级别高低,储存年份等控制在45~55℃[4],时间60~72h。注意烘干初期的12h须缓烘,升温不能太快,不然茶坯会变形或外干内湿似“面包”香气沉闷,易滋生霉菌。有些厂家采取高温快烘,当温度超过60℃时就会产生茶坯龟裂、松边掉面等现象,对内质影响很大;成品饮用时易出现口干、燥喉现象。
检测茶坯水分含量已降至标准干度≤12%以下可移出烘房,摊凉6~8h使茶坯冷却至常温,各部分水分均匀稳定,检测水分等合格方可包装。注意出烘后摊凉时间不能过长,不然茶坯水分挥发过多及内含物质转化损耗,易造成成品重量不足,增加成品不合格率。
(6)包装。传统云南普洱(熟茶)紧压茶内包装用棉纸,要求清洁无异味,符合食品安全标准要求。外包装用笋叶(或牛皮纸袋)每7个饼包为1筒,用篾丝(或塑料线)捆扎6道,谓之“七子六篾”。砖茶4片为一包,用篾丝捆扎4道(或塑料线“井”字型捆扎),最后分规格装箱。笋叶使用前须清洗干净,洁净布抹干或者摊凉至表面无水方能用于包茶,避免污染产品内包装棉纸或造成茶叶吸湿霉变,增加不合格品率。产品出厂时须对照国标再次检验全部符合规定,盖章并出具报告,整个普洱(熟茶)紧压茶生产过程完成。
三、普洱(茶熟茶)的仓储管理
成品茶堆码托盘上(托盘离地面有15~20cm高度有利茶仓空气微循环)置于洁净,适度通风,避光,无异味,带有防潮、防尘、防虫鼠设施的仓库储藏[1]。根据笔者20余年存茶经验,结合多地茶仓仓储数据及茶品陈醇优化结果表明,最佳仓储温度24~27℃,湿度48%~65%。注意不得和其他茶混放,避免串味而影响普洱(熟茶)茶的风味品质。在上述条件下,普洱茶(熟茶)在一定时期内“越陈越香”品质风味得到进一步提升。
[1]中华人民共和国国家质量监督检验检疫局,中国国家标准化管理委员会.GB/T 22111—2008地理标志产品普洱茶[S].北京:中国标准出版社,2008:2-6.
[2]龚加顺,周红杰.云南普洱茶化学[M].昆明:云南科技出版社,2010:99-100.
[3]夏涛.制茶学[M].3版.北京:中国农业出版社,2015:185-187,298-300,315.
[4]施兆鹏,黄建安.茶叶审评与检验[M].4版.北京:中国农业出版社,2010:65,74.104.
