马氏体不锈钢电阻点焊接头回火脉冲工艺研究
2018-03-06梁建超宋仁峰
罗 震,梁建超,李 洋,郭 璟,张 禹,宋仁峰
马氏体不锈钢电阻点焊接头回火脉冲工艺研究
罗 震1, 2,梁建超1, 2,李 洋1, 2,郭 璟1, 2,张 禹1, 2,宋仁峰3
(1. 天津大学材料科学与工程学院,天津 300350;2. 天津大学天津高新技术重点实验室,天津 300350;3. 鞍山钢铁矿业设计研究院,鞍山 114004)
针对AISI420马氏体不锈钢的焊后脆性问题,研究了回火脉冲对电阻点焊接头力学性能的影响.分别在普通焊接循环100,ms、600,ms后施加2,kA回火脉冲,研究熔核区微观组织变化和点焊接头抗拉剪载荷能力,结果表明:当焊接电流较低时,只有在较长时间间隔(600,ms)后施加回火脉冲,熔核区显微硬度与接头力学性能才有明显变化;当焊接电流较高时,两种回火脉冲工艺均能明显提高接头力学性能.回火脉冲促进熔核区马氏体分解为铁素体与碳化物,使断口微观断裂特征从准解理断裂转变为韧窝断裂.
电阻点焊;AISI420马氏体不锈钢;回火脉冲;马氏体低温回火
电阻点焊因其成本低、操作简单、易于实现自动化等优点,广泛应用于汽车工业中,主要应用于汽车车架、车门及车顶等部分的焊接装配中,点焊接头质量的优劣对汽车安全性起到了决定性的作用[1-2].采用不锈钢作为汽车制造材料不仅能够减轻车身重量,而且能够增加汽车强度和寿命.马氏体不锈钢是一种具有高强度、高硬度和良好的耐腐蚀性金属结构材料[3],但是马氏体不锈钢淬透性、淬硬性较高,导致其焊接困难.Kurt等[4]研究了马氏体不锈钢作为汽车结构材料的焊接性,发现点焊接头熔核区主要由韧性差的孪晶马氏体组成,力学性能较差不能满足相关标准.
大量研究表明在电阻点焊焊接循环后施加回火脉冲可以改善有淬硬倾向材料接头的力学性能.例如,Duan等[5]通过对Q235钢点焊后施加横向电流能够促进熔核区晶核再结晶,诱导柱状晶向等轴晶转变,显著增加焊点的显微硬度和接头的抗拉剪能力.本文通过对AISI420马氏体不锈钢电阻点焊焊接热循环中施加回火脉冲,改善其焊后力学性能;研究了点焊后施加回火脉冲时间对熔核区组织性能的影响.
1 试验材料与方法
试验材料为1,mm厚AISI420马氏体不锈钢,其供货状态为退火态,由铁素体和晶界处析出的一次碳化物组成.试样尺寸如图1所示.
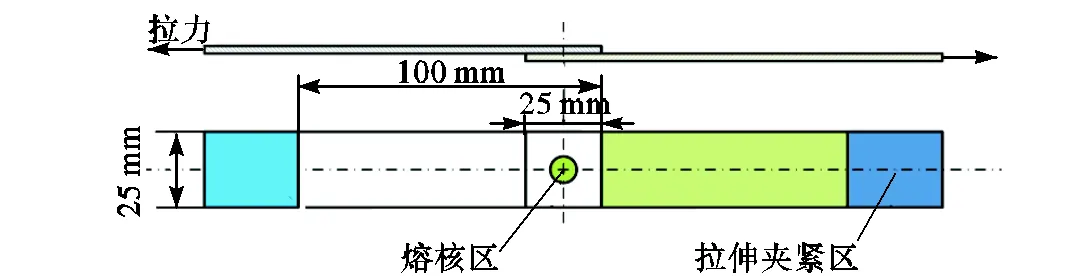
图1 拉剪试样尺寸
将试样分成A、B、C 3组进行实验,其中A组焊后不加回火脉冲,B组焊后间隔100,ms加回火脉冲,C组焊后600,ms加回火脉冲.A、B、C各组分别焊接6对试样,3对进行金相观察和硬度测试,3对进行拉伸试验.采用DN-80型固定式点凸焊机进行焊接,采用球面电极,球面半径为50,mm,电极直径为16,mm.焊接电流为4~7,kA,间隔1,kA;回火脉冲电流为2,kA.焊接时间为200,ms,回火时间为50,ms;电极压力为3,kN.施加回火脉冲过程如图2所示.
采用WDW-100微机控制电子式万能试验机对焊后试样进行剪切拉伸试验,拉伸速度为5,mm/min;采用光学显微镜(SZX12,Olympus Corp.)观察接头形貌,测量并对比不同参数下熔核大小(腐蚀剂用Villela试剂:1,g苦味酸,5,mL HCl,100,mL酒精);采用扫描电镜(S-4800,Hitachi Ltd.)观察接头断面形貌;采用HV-1000A型显微硬度计测量接头横截面处的维氏硬度,施加载荷为200,mg,加载时间10,s.

图2 施加回火脉冲过程示意
2 结果与讨论
2.1 金相组织及硬度分析
图3所示为典型的AISI420马氏体不锈钢电阻点焊接头断面的低倍金相组织,由内向外依次是熔核区、热影响区和母材.熔核区是点焊完全融化并重新凝固的区域,由于在随后冷却过程中该区域紧贴电极(具有较高的热导率),冷却速度较快,不能得到铁素体和一次碳化物的平衡组织.根据Alizadeh-Sh等[6]的研究,直接点焊后熔核区有粗大的孪晶马氏体和δ铁素体组成.
图4中(a)、(b)、(c)分别对应焊接电流为5,kA时A、B、C 3种工艺下熔核区等轴晶区域的微观组织.图4(c)表明焊后间隔600,ms添加回火脉冲,熔核区组织发生明显的回火转变,马氏体转变为回火马氏体(渗碳体和铁素体)[7].
图5是3种焊接工艺下接头横截面处硬度分布,熔核区硬度较高,从热影响区到母材区硬度依次降低.熔核区硬度最高,是因为在直接焊后很高的冷却速率下,熔核区的冷却速率超过了形成马氏体的临界冷却速率;热影响区向母材过渡硬度逐渐降低,这是因为热影响区靠近熔核区部分升温速率太快且冷却速率快,碳化物溶解不充分,从而使热影响区向母材过渡时碳化物的含量逐渐减少,导致热影响区靠近熔核区部分硬度较高[6].

图3 熔核区宏观组织
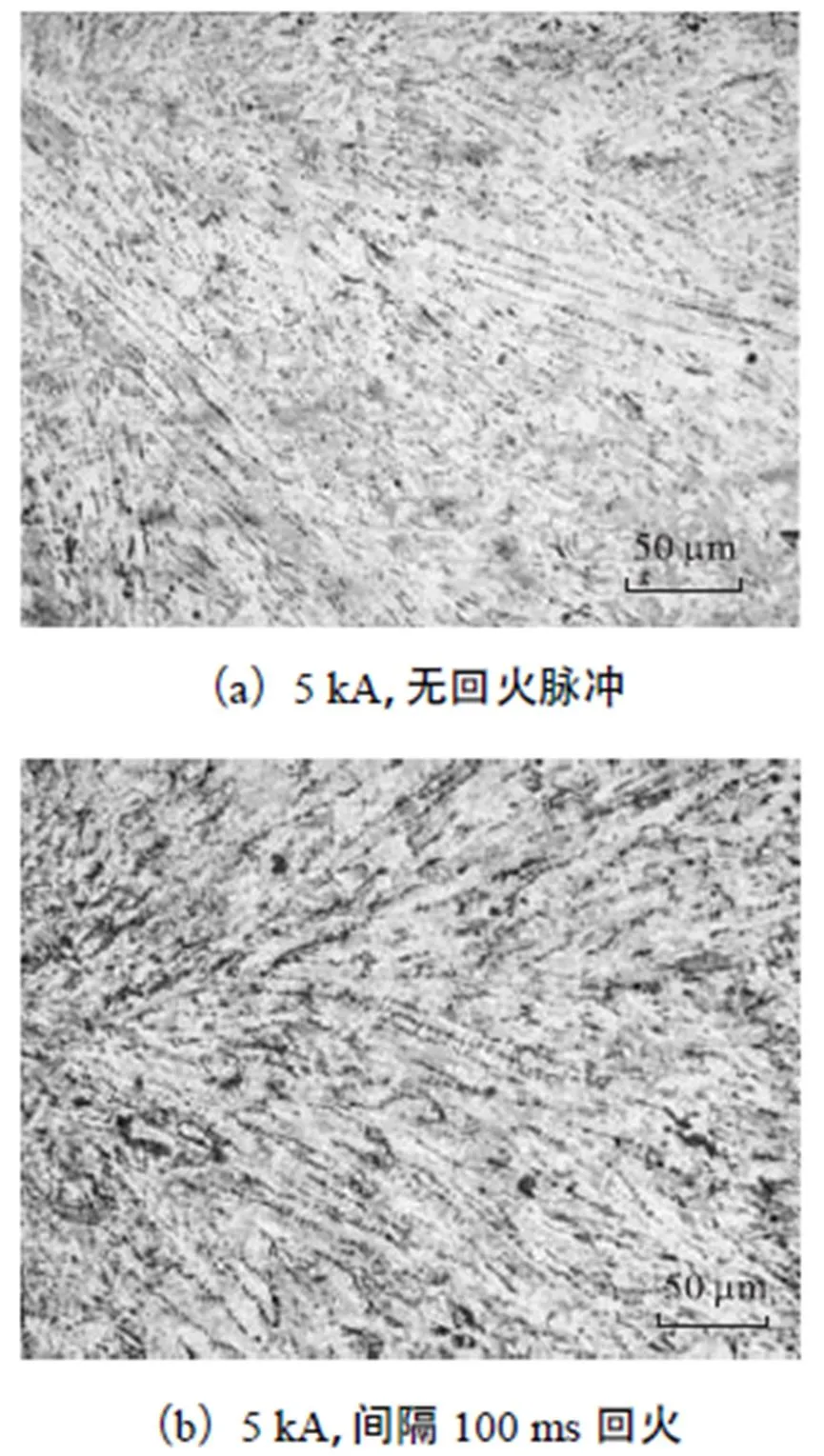
此外,从图5中还可以看出,不加回火脉冲所得点焊接头熔核区的硬度最高,最高硬度为630.7,HV;焊后间隔100,ms再加2,kA回火电流时,熔核区硬度变化不明显,最高硬度为630,HV;焊后间隔600,ms再加2,kA回火电流时,熔核区硬度有明显降低,最高硬度为611.6,HV.对比图4(a)、(b)可以发现,间隔100,ms加回火脉冲组织没有明显变化,且由于硬度也没有发生变化,所以该条件下没有发生回火转变.从图4(c)中可以看出,焊后间隔600,ms再加回火电流时,接头组织发生明显转变,这是由于熔核冷却已经比较充分,此时发生了明显的回火转变,所以熔核区硬度有明显降低[8].
2.2 力学性能
图6(a)、(b)分别为对焊接电流为5,kA和8,kA下A、B、C 3种工艺的接头进行剪切强度试验所获得的拉伸曲线,焊接电流为5,kA时3种工艺的最大拉伸力分别为3,804.5,N、3,661.5,N和4,854.0,N;焊接电流为8,kA时3种工艺的最大拉伸力分别为4,330,N、4,693,N和5,264.5,N.图6(c)是焊接电流对接头峰值载荷及熔核直径的影响,为提高试验准确度、减小误差,每个电流下的试样分别进行3次拉伸试验,取平均值作为其峰值载荷;同样地,熔核直径也为3组试验的平均值.图6(c)表明,接头的峰值载荷和熔核直径均随焊接电流的增大而增大.
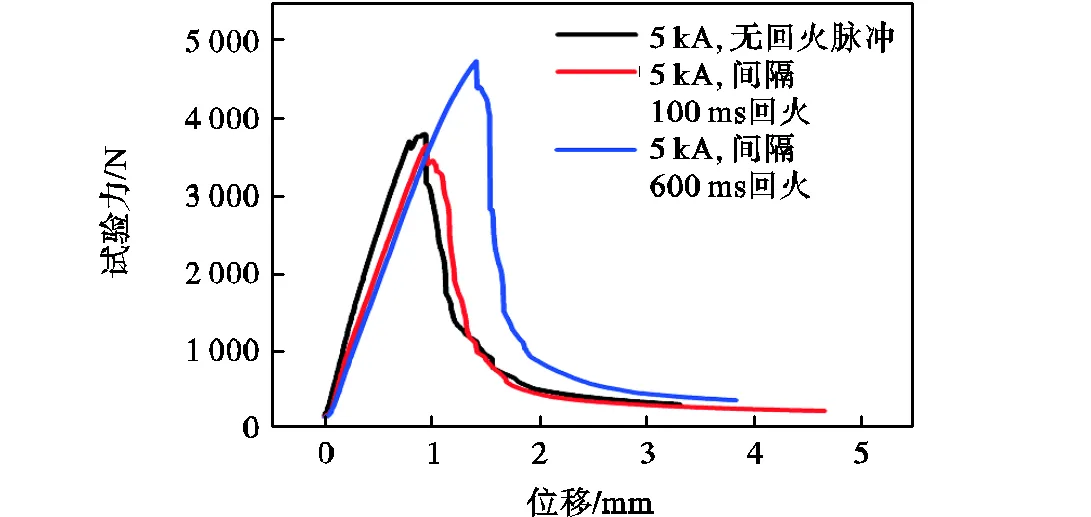
(a)5,kA下3种工艺下拉伸曲线
(b)8,kA下3种工艺下拉伸曲线

(c)接头峰值载荷、熔核直径与电流关系
从图6(a)中对比5,kA下3条曲线可以发现,只有间隔600,ms施加回火脉冲时力学性能有明显改善,相应地从图6(c)中可以发现5,kA下只有间隔为600,ms时峰值载荷明显增大;对比图6(b)中8,kA下3条曲线发现,间隔100,ms、600,ms施加回火脉冲时力学性能都有明显改善,图6(c)中两种间隔下峰值载荷都有明显增大.
由于接头峰值载荷与熔核直径随焊接电流的变化趋势一致,所以综合图6(a)、(b)、(c)分析,上述现象主要是受熔核直径尺寸的影响.焊接电流为5,kA时熔核较小,冷却时与电极接触面积小,散热能力差,间隔100,ms时散热不充分,且回火时电流密度较高,热输入较大,熔核温度升高较多.再根据图7所示的Fe-C伪二元相图(13%,Cr)及接头处组织的变化可以推测在焊接电流为5,kA、焊后间隔100,ms加回火脉冲时,回火后的峰值温度高于熔核区组织奥氏体化温度(900,℃),没有发生回火转变.间隔600,ms时,熔核冷却比较充分,再结合接头处金相组织的变化可以推测出回火温度没有超过奥氏体化温度,发生回火转变,所以焊接电流为5,kA时,只有在600,ms间隔接头性能有被改善.当焊接电流为8,kA时,熔核直径较大,与电极接触面积大,冷却时散热较为充分,且回火时电流密度较小,热输入少,接头升温较小,结合接头金相组织变化可以推测8,kA时两种间隔下回火温度都没有超过奥氏体化温度,都发生了马氏体回火转变,熔核区中的马氏体析出大量的细小碳化物颗粒,形成回火马氏体.由于回火马氏体基体中弥散分布的碳化物能起到弥散强化的作用,显著提高了接头的抗拉强度,所以这两种间隔下接头抗拉剪能力都有明显改善.

图7 Fe-C伪二元相图(13%Cr)
2.3 断口形貌
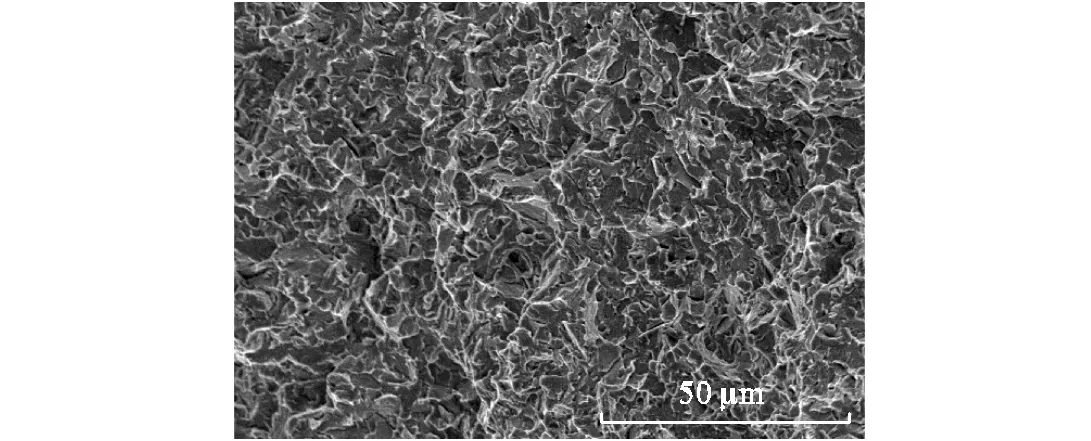
文中所有接头的宏观断裂模式均为部分纽扣断裂[6].当焊接循环后的脉冲电流起到使熔核区组织回火的效果后,其微观断口形貌会发生改变.图8(a)、(b)、(c)分别是焊接电流为5,kA时A、B、C 3种工艺下接头断口的微观形貌.
(a)5,kA,无回火脉冲
(b)5,kA,间隔100,ms回火

(c)5,kA,间隔600,ms回火
图8(a)表明焊后不处理时接头微观断裂方式为准解理断裂(脆性断裂);图8(b)表明焊后施加脉冲电流没有起到回火效果时,接头微观断裂方式仍为准解理断裂.当脉冲电流起到回火作用时,接头的微观断裂方式由准解理断裂转变为韧窝断裂(韧性断裂),如图8(c)所示.
3 结 论
(1) AISI420不锈钢电阻点焊后熔核区组织中含有大量的马氏体,接头硬度高,峰值载荷低,脆性大,微观断裂类型为解理断裂.焊后添加回火脉冲能够改善接头组织和力学性能,降低熔核区硬度.
(2) 脉冲电流的回火效果受其施加时间及焊接电流的影响.焊接电流较低时,只有在较长时间间隔(600,ms)后施加回火脉冲,熔核区显微硬度与接头力学性能才有明显变化;当焊接电流较高时,两种回火脉冲工艺均能明显提高接头力学性能.
(3) 回火脉冲促进熔核区马氏体分解为铁素体与碳化物,使断口从准解理断裂转变为韧窝断裂.
[1] 杨海峰. 600,MPa、800,MPa级TRIP钢板点焊性能研究[D]. 长春:长春工业大学材料科学与工程学院,2014.
Yang Haifeng. Research of Microstructure and Property of Spot Welded Joint on 600,MPa、800,MPa TRIP Steel [D]. Changchun:School of Materials Science and Engineering,Changchun University of Technology,2014 (in Chinese).
[2] 袁少波,童彦刚. 点焊技术在汽车工业中的应用[J]. 电焊机,2005,35(2):26-30.
Yuan Shaobo,Tong Yangang. Application of spot welding in automobile industry[J].,2005,35(2):26-30(in Chinese).
[3] Isfahany A N,Saghafian H,Borhani G,et al.The effect of heat treatment on mechanical properties and corrosion behavior of AISI420 martensitic stainless steel[J].,2011,509(9):3931-3936.
[4] Kurt B,Orhan N,Somunkiran I,et al. The effect of austenitic interface layer on microstructure of AISI420 matensitic stainless steel joined by keyhole PTA welding process[J].,2009,30(3):661-664.
[5] Duan R,Luo Z,Li Y,et al. Novel postweld heat treatment method for improving mechanical properties of resistance spot weld[J].,2017,20(2):100-105.
[6] Alizadeh-Sh M,Marashi S P H,Pouranvari M. Microstructure-properties relationships in martensitic stainless steel resistance spot welds[J].,2014,19(7):595-602.
[7] 姜 雯. 超级马氏体不锈钢组织性能及逆变奥氏体机制的研究[D]. 昆明:昆明理工大学材料科学与工程学院,2014.
Jiang Wen. Research on Microstructures and Properties in Super Martensitic Stainless Steel and Formation Mechanism of Reversed Austenite[D]. Kunming:School of Materials Science and Engineering,Kunming University of Science and Technology,2014(in Chinese).
[8] 米丰毅,龚雪辉,袁武华,等. 回火温度对0Cr16Ni5Mo马氏体不锈钢组织和性能的影响[J]. 材料开发与应用,2015,8(1):38-42.
Mi Fengyi,Gong Xuehui,Yuan Wuhua,et al. Effect of tempering temperature on microstructure and properties of 0Cr16Ni5Mo maetensitic stainless steel[J].,2015,8(1):38-42(in Chinese).
(责任编辑:田 军)
Tempering Pulse Process of Martensitic Stainless Steel Resistance Spot Welding Joint
Luo Zhen1, 2,Liang Jianchao1, 2,Li Yang1, 2,Guo Jing1, 2,Zhang Yu1, 2,Song Renfeng3
(1.School of Materials Science and Engineering,Tianjin University,Tianjin 300350,China;2.Tianjin Key Laboratory of Advanced Joining Technology,Tianjin University,Tianjin 300350,China;3.Anshan Iron and Steel Group Mining Design and Research Institute,Anshan 114004,China)
To deal with the brittleness of AISI420 martensitic stainless steel after welding,a pulse current was exerted after resistance spot welding,and then the effect of the current on the joints’ mechanical properties was investigated.In order to study the changes in microstructure and tensile-shear loads of joints,2,kA tempering pulse current was exerted after welding 100,ms and 600,ms.The results show that the microhardness and mechanical properties change obviously only when the pulse was exerted after 600,ms interval at low welding current;but the mechanical properties change obviously when the pulse was exerted after both 100,ms and 600,ms intervals at high welding current.Martensite is decomposed into ferrite and carbides,which is promoted by the tempering pulse current.In this case,the feature of the fractured joints at microlevel changes from quasi-cleavage fracture to dimple fracture.
resistance spot welding;AISI420 martensitic stainless steel;tempering pulse;low temperature tempering of martensite
10.11784/tdxbz201703085
TK448.21
A
0493-2137(2018)02-0205-05
2017-03-25;
2017-04-19.
罗 震(1967— ),男,博士,教授.
罗 震,lz@tju.edu.cn.
2017-06-13.
http://kns.cnki.net/kcms/detail/12.1127.N.20170613.1057.006.html.
国家自然科学基金资助项目(51505327,51405334);教育部博士点基金资助项目(20130032110004).
the National Natural Science Foundation of China(No.,51505327 and No.,51405334)and the Ministry of Education Doctoral Fund(No.,20130032110004).
