二氧化硫气体浸出废旧三元锂离子电池正极材料试验研究
2018-02-28李小梦
李小梦
(广西银亿新材料有限公司,广西 玉林 537624)
镍钴锰三元锂离子电池中含有镍、钴、锰等有价金属,三元正极材料中的金属浸出主要采用的方法是酸浸出及生物浸出。
生物浸出法成本低、能耗低、无污染、工艺流程相对温和,但浸取周期长,浸出条件难控制,尚处于实验室研究阶段。
酸浸出分为无机酸浸出和有机酸浸出,无机酸主要为盐酸、硫酸,有机酸主要为草酸、柠檬酸、苹果酸等。盐酸在浸出过程中产生氯气,作业环境恶劣;硫酸浸出可以获得较高的浸出温度,但浸出效率较低,在实际操作中通常添加还原剂,硫酸浸出过程添加的还原剂有过氧化氢、亚硫酸钠、亚硫酸氢钠等,过氧化氢高温温度性差、易分解,亚硫酸钠和亚硫酸氢钠在实际生产中运用,钠离子的引入会增加生产废水处理的负担。而有机酸浸出法存在有机酸价格高、金属难以从浸出液中分离等问题。
二氧化硫是大气的主要污染物之一,工业上一般使用氢氧化钠吸收二氧化硫尾气。本文采用二氧化硫尾气作为浸出剂和还原剂,将其直接通入浆化后的废旧三元锂离子电池正极材料浆料中,在不消耗还原剂和酸的情况下,以期实现二氧化硫尾气的吸收利用及三元锂离子电池正极材有价金属的回收。
1 二氧化硫气体浸出原理
二氧化硫气体溶于水,形成亚硫酸。亚硫酸的形成提供废旧三元锂离子电池正极材料中高价金属浸出所需的酸,同时,三元正极材料中高价金属被还原,形成低价金属离子被浸出到溶液中。主要化学反应为:
2 试验研究
2.1 试验原料
废旧锂离子三元正极材料取自江西某锂废旧锂离子电池处理厂,为三元正极废料,主要成分见表1。

表1 三元正极废料主要成分/%
其它试剂:硫酸、亚硫酸钠,均为分析纯。
2.2 试验步骤
(1)依次连接好反应装置:恒温水浴加热装置、电动搅拌、三口烧瓶、二氧化硫尾气发生器、气体流量计、二氧化硫尾气吸收装置等;
(2)称取一定质量的三元正极废料,按一定的液固比制浆后加入三口瓶中内,插电源,使装置运作起来,把温度调节到需要的温度值,等温度达到待定温度时,开始计时并控制;
(3)当反应时间达到待定的反应时间时,停止加热,浆体过滤,滤渣用大量清水搅拌洗涤,滤渣烘干称重并分析Co、Ni、Mn、Li含量。
3 试验结果与讨论
3.1 浆料液固比对金属浸出率的影响
在其他条件不变的情况下,试验考察了浆料液固比对钴、镍、锰、锂浸出率的影响,结果显示,钴、镍、锰、锂浸出率随液固比增大而增大,当液固比为6∶1时,钴、镍、锰、锂浸出率达到最大99.28%、99.25%、99.58%、99.77%。再增大液固比,对金属浸出率提升效果较小。故可确定浆化液固比为6∶1(见图1)。
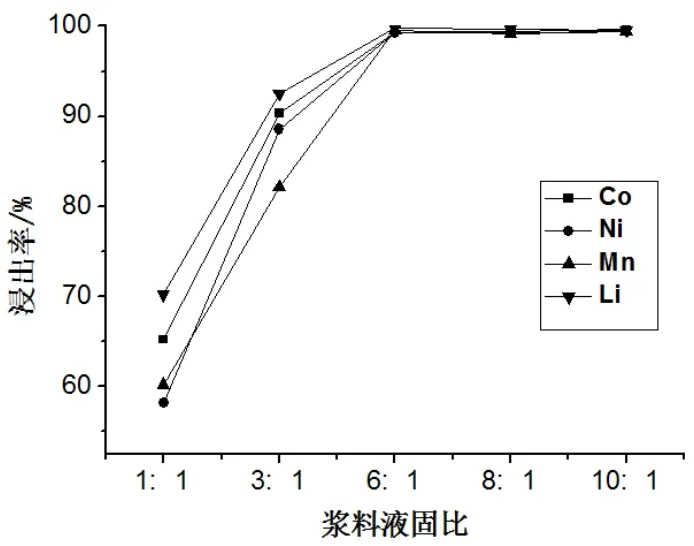
图1 浆料液固比对金属浸出率影响
3.2 浆料初始酸度对金属浸出率的影响
试验在液固比为6∶1及其他反应条件不变的情况下,考察了浆料初始酸度对钴、镍、锰、锂浸出率的影响。调节浆料初始酸度分别为pH1.0、2.0、3.0、4.0、5.0、8.8(原始酸度)进行浸出,各组试验的金属浸出率均大于99%。由此可知,钴、镍、锰、锂浸出率受浆料初始酸度影响较小,当三元正极废料浆体处于原始酸度(pH为8.8)时,钴、镍、锰、锂浸出率均已达到99%以上。
故可确定浆料初始酸度pH为8.8即可,不需要调节浆料初始酸度。
3.3 浸出温度对金属浸出率的影响
试验在液固比为6∶1、浆料初始酸度pH为8.8及其他反应条件不变的情况下,考察了浸出温度对钴、镍、锰、锂浸出率的影响。
反应温度考察了室温21℃、40℃、50℃、60℃、70℃情况下金属的浸出率,不同温度下试验的金属浸出率均大于99%。
由此可知,钴、镍、锰、锂浸出率随温度变化而变化得不明显,当反应温度为室温21℃时,钴、镍、锰、锂浸出率已分别达到99.32%、99.12%、99.45%、99.26%。故可确定反应在室温下即可。
3.4 浸出时间对金属浸出率的影响
试验在液固比为6∶1、浆料初始酸度pH为8.8、浸出温度为21℃及其他反应条件不变的情况下,考察了浸出时间对钴、镍、锰、锂浸出率的影响。试验得出以下结果。
由图2看出:在浸出时间为3h以内,钴、镍、锰、锂浸出率随浸出时间的增大而明显升高,当浸出时间达3.0h以后,钴、镍、锰、锂浸出率升高趋势变缓甚至接近终止,故可确定反应时间3.0h为宜。
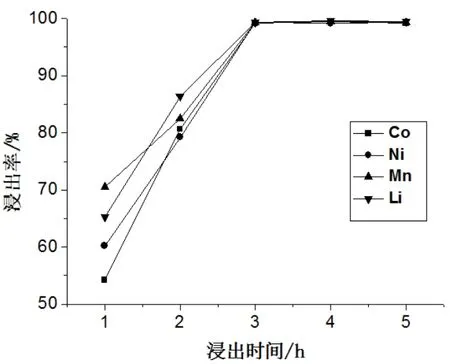
图2 浸出时间对金属浸出率影响
3.5 二氧化硫理论倍数对金属浸出率的影响
在液固比为6∶1、浆料初始酸度pH为8.8、浸出温度为21℃、浸出时间为3h的条件下,试验考察了二氧化硫通入的理论倍数对钴、镍、锰、锂浸出率的影响。试验得出以下结果:
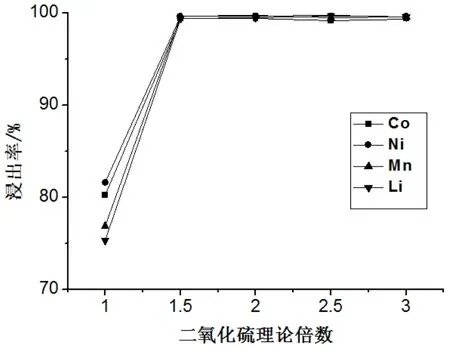
图3 二氧化硫理论倍数对金属浸出率影响
由图3看出:钴、镍、锰、锂浸出率随二氧化硫理论倍数的增大而增大,当二氧化硫理论倍数为1.5时,钴、镍、锰、锂浸出率较高,均大于99%。再增加二氧化硫理论倍数,对金属浸出率影响较小。综合考虑,确定二氧化硫理论倍数为1.5。
4 结论
(1)采用二氧化硫气体浸出废旧三元锂离子电池正极材料的钴、镍、锰、锂是可行的,不仅实现了在不消耗还原剂和酸的情况下对钴、镍、锰、锂的浸出,还实现了二氧化硫尾气的吸收利用、变废为宝。
(2)浸出的最佳工艺条件为:浆料液固比6∶1、初始酸度pH8.8、浸出温度21℃、浸出时间3.0h,二氧化硫用量为理论倍数1.5倍,此时,Ni、Co、Mn、Li的浸出率均达到了99%以上。
