拉舍尔涤纶毛毯预膨化工艺探讨
2018-02-26范保勇
范保勇,冯 杨
(连云港飞雁毛毯有限责任公司,江苏连云港 222062)
拉舍尔涤纶毛毯是由拉舍尔双针床经编机用涤纶低弹丝做面丝编织坯布,坯布经剖割机剖开后,由定形机进行高温热风膨化收缩,然后经过刷毛、烫光、印花、汽蒸、水洗、烘干拉幅、后整理、包边包装等工艺加工而成。拉舍尔毛毯毛高通常是6mm~12mm,在编织时分为面丝和底丝,面丝通常为涤纶低弹丝,又名DTY,这种丝具有5%~8%弹性。底丝一般采用涤纶全牵丝,又名FDY,弹性几乎为0。当前,生产过程中的高温热风膨化收缩工艺都是在定形机上完成,定形机以蒸汽或热油为热源,经热交换器形成热风,对坯布面丝热烘膨化收缩[1]。
定形机是通过热风加热对涤纶丝膨化收缩,本方案是用电加热不锈钢辊,由不绣钢辊体直接和涤纶丝接触。本方案预膨化工艺流程:织造→剖割→检验→膨化(辊体加热)→刷毛→烫光→打卷→印花→渗透→烘干→汽蒸→水洗→脱水→花布定形烘干→刷毛→烫光→烫剪→切布→包边→(剪花)→检验→包装→入库。
同原方案相比,本方案采用一台装有电加热管的不绣钢圆柱形辊体设备对坯布绒面膨化,膨化的方法就是让拉舍尔坯布涤纶坯布绒面和辊体表面直接接触,辊体内部装有电加热管,可装6~8根电加热管,辊体由电机带动运转,转速定为150r/min~250r/min,见图1~图3。

图1 膨化辊主视图
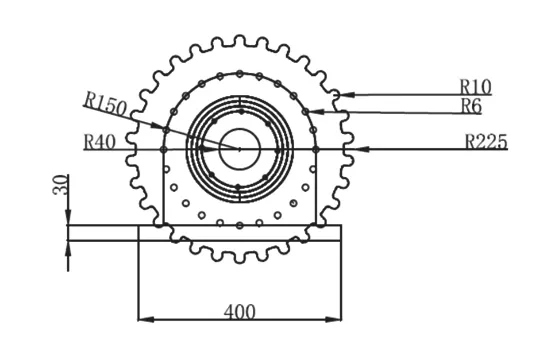
图2 膨化辊侧面图
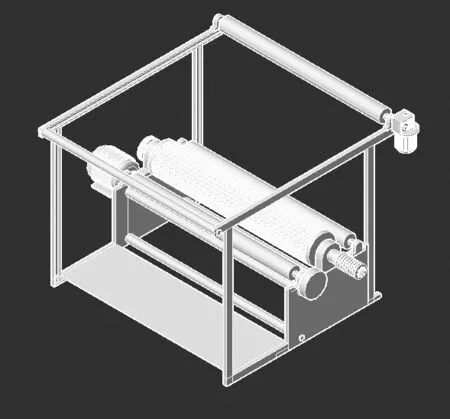
图3 膨化机简图
1 生产工艺
1.1 织造、剖割与检验
本产品织造工序在拉舍尔双针床经编机上进行,成品毛毯毛高在6mm~12mm之间,具体毛高根据产品克重及不同市场风格要求来确定,面丝一般采用大有光涤纶低弹丝(DTY)。细度/复合数为300D/144F、300D/96F,编织方式为半穿或满穿,底部穿纱方式为满穿,底丝原料采用涤纶全牵丝(FDY),细度/复合数为150D/36F、100D/36F。
剖割是指将双针床经编机上织造完成的坯布从中间切开分成双幅,一般采用立式剖割机或卧式剖割机,要求进布对位准确,剖割刀口在两层中间,刀口要锋利,进布张力均匀一致,保证布面平整无毛刺。
1.2 白坯布膨化、刷毛与烫光
1.2.1 膨化
纤维膨化为本方案的技术关键点。采用辊体加热来膨化纤维是一种新的尝试,坯布表面直接和热辊体接触,调整压力来控制纤维和辊体接触深度,通过走布速度控制纤维和辊体接触时间,对经编毛毯纤维高温膨化。根据坯布平方米克重不同,最高温度设定为180℃~210℃,膨化热辊体转速设定范围200r/min~400r/min,布速设定为 12m/min~16m/min。膨化热辊体低速运转有助于辊体沟槽深入纤维根部,加强纤维膨化功能。要做到纤维根部基本松散,纤维头部散开,整根丝具有收缩卷曲状,这样就达到涤纶丝高温膨化松散目的,利于后道工序的刷毛、烫剪,赋予成品很好的弹性,手感密实而膨松。
1.2.2 刷毛与烫光
烫光效果的好坏,与设备、烫光的方向、速度有关,前道工序即织造、剖割、坯布高温定形对烫光效果也有一定的影响。通常采用双辊刷毛机或六辊刷毛机进行刷毛,刷毛进布方向为顺毛进布,布速5m/min~7m/min。高温烫剪烫光的目的是烫直纤维,消除纤维的内应力,使弯曲的纤维烫直,均匀反射光线而产生光泽。烫光压力要适当增大,以使纤维充分伸直,绒面就会更加光滑细腻。根据涤纶玻璃化温度的特点,应当把烫光温度控制在200℃,速度在8 m/min,烫光隔距要尽量小,能使烫辊尽量烫直纤维根部,把弯曲的纤维烫直。如果烫光不足,毛毯在使用或存放过程中就会产生回捻现象,严重影响毛毯质量。
1.3 印花、渗透、烘干与汽蒸
选用自动磁棒印花机,毛毯的印花是印在毛绒上的,上浆量应控制在1 000g/kg左右,也就是一公斤坯布用一公斤色浆,太少会导致白芯、露底、印花渗透不均匀,太多会使色浆渗透到毛根底部,色浆进一步会沾到磁棒印花机的导带上,造成反沾现象。同时,印花布会脱离导带,导致花版对不准,影响印花质量。磁棒印花机采用平网印花,印花时花板紧压在坯布上,用磁力棒经向刮印。为了保证色浆均匀地向毛根方向渗透,渗透压力大小根据布的厚度进行调节,一般控制在保证色浆渗透到毛高2/3处左右。印花后必须立即进入松式筛网烘干机进行预烘干,烘干温度为140℃,再进入高压锅中进行蒸化固色。汽蒸温度为130℃,汽蒸时间根据颜色不同一般在 15min~45min[2]。
1.4 水洗与定形烘干
水洗的主要目的:去除印花糊料;洗净染化料浮色;改善手感及消除静电。
工艺条件见表1。
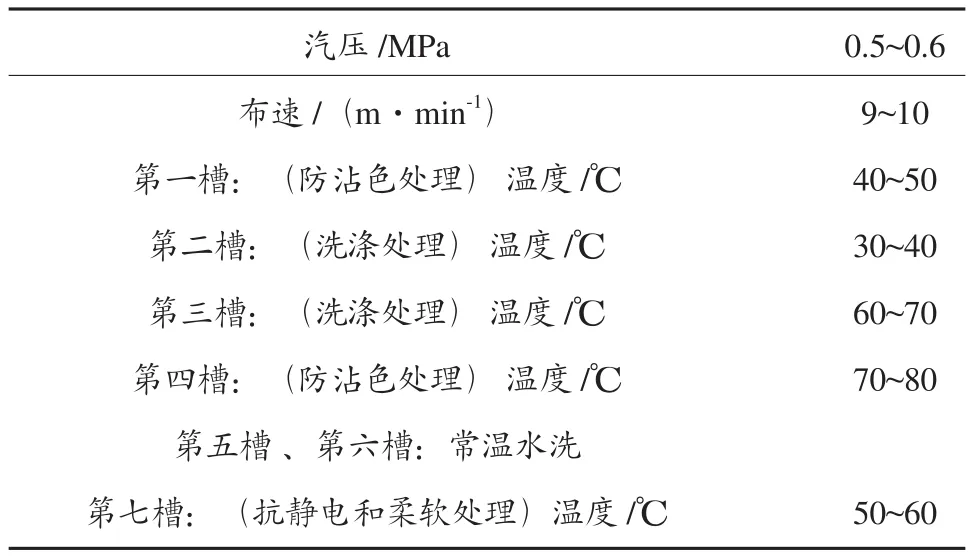
表1 工艺条件
定形烘干则是根据成品要求将坯布拉幅成规定尺寸,同时烘干坯布以便于刷毛、烫光烫剪。
1.5 刷毛、烫光与烫剪
刷毛是刷开涤纶纤维的捻度,使纤维松散,以利于烫光及后道工序的加工。刷毛应由浅到深,循序渐进,隔距掌握从大到小,车速一般以5m/min~6m/min,毛面连刷4台,密度较高的毯面要刷更多或降低车速,刷毛是整个整理过程中的难点。
刷毛原理:产品上的毛纱,通过刷毛辊上包覆的弹性针布的高速打击,把长丝捻度逐渐刷开。
刷毛工艺:采用4台一组。
隔距:4.0、3.5、3.0、2.5、2.0、1.5、1.2、1.0mm。
速度:4m/min。
由于涤纶比较耐高温,烫光温度设定的比较高(190±5)℃,剪毛则是根据实际毛高调整剪毛的高度,剪去绒面的须毛。经过以上处理后,绒面整齐富有弹性、手感丰满、色彩鲜艳,花型线条流畅,均匀一致,吻合性良好,立体感极强,属高档毛毯。
1.6 切布、包边、检验与包装入库
毯面经过刷毛、烫光烫剪后就可以切布,用包缝机对毯片包边,检验合格后包装入库。
2 预期效果
(1) 膨化均匀光泽度好。膨化热辊体在膨化纤维的过程中低速运转,深入到纤维根部,并起到对纤维端部上光作用,布面具有一定的光泽,见图4~5。
图4 膨化前

图5 膨化烫光后
(2) 温度调节更准确、方便。
(3) 设备成本低,价格只有高温定形机1/3左右。
(4) 用人少,占地面积少。本方案只要一个工人就可以完成操作。设备长度不大于4.5m,宽度不大于3.5m,占地约为高温定形机的1/7。
3 结语
经过实际生产,该方案取得明显的效果。首先,提高了效率,降低了生产成本。企业用工成本越来越高,而且招工也很困难,方案实施后能够舒解一部分压力。其次,坯布克重达到600g/m2以上,采用这种膨化工艺,不仅膨松度达到要求,而且坯布在后道的刷毛、烫光后,布面光泽更亮,绒面手感更滑爽。目前,企业生产的拉舍尔毛毯克重达1 666 g/m2,市场需求量大,为企业带来了良好的经济效益。
