基于热压罐工艺的电磁防护复合材料机箱研制
2018-02-15王富强郭子民梁绍伟
王富强,郭子民,刘 鹏,梁绍伟,郇 峰
(1. 中国电子科技集团公司第三十三研究所, 山西 太原 030006;2. 电磁防护技术山西省重点实验室, 山西 太原 030006)
引 言
机载标准化机箱是用来装载和保护电子设备的小型机箱,安装方便,可进行模块化机载搭接。其集成度高,内部结构紧凑,减重要求高,并具有高抗振、抗冲击性能和较高的电磁屏蔽性能,主要用来承载系统设备,并使内部电子设备免受外部环境影响。
目前该类装备大多以铝制拼接结构为主,虽有一些非金属乃至碳纤维复合材料的机箱产品,但大多不具备电磁屏蔽功能。随着标准化机箱所处的外部环境的复杂化,加之装备性能提升的迫切性,尤其是提高系统机动性能的需求,在实现轻量化的同时保证系统的可靠性是该类产品研制的一个重要目标。
本文针对模块化机箱减重和电磁屏蔽需求,将镀镍碳纤维和碳纤维增强复合材料作为机箱主材,利用热压罐成型工艺制备了电磁防护复合材料机箱,并对成型工艺的可行性进行了验证,以得出一种新型轻质屏蔽机箱的设计、制造方法。
1 机箱材料和结构
1.1 机箱材料
机箱主体材料采用T700 6K碳纤维平纹预浸布、镀镍碳纤维单向布和镍基延展金属层[1]。材料具有密度低、强度高、导电性能优异的特性,经过相应的铺层设计之后,满足了机箱设计所需的强度、环境适应性和电磁防护要求[2]。
1.2 机箱结构
如图1所示,机箱分为机身、上顶板和下顶板3个部分,采用热压罐工艺进行一体成型。成型后在上下顶板的边缘密封部位开槽以铺设导电橡胶,与从机身导电引出的配合面进行导电搭接[3]。
机箱箱体部位使用压延金属网作为机箱材料导电引出层,然后在其表面涂刷环氧基的导电涂层,再配合盖板的导电橡胶进行电气密封。
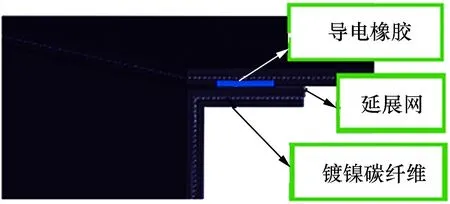
图1 机箱电磁密封结构示意图
2 机箱制造工艺
与传统金属机箱的制备工艺不同,复合材料机箱需依托成型工装或模具辅以相应的成型工艺进行制造[4]。常见的制备技术有很多,其工艺各有特点。热压罐工艺能够成型复杂结构的蒙皮、壁板和壳体等,能较大程度地发挥材料自身的力学性能,因而在军工、航天等领域得到非常广泛的应用。
热压罐成型方式主要是利用热压罐内部的高温压缩气体产生压力,对复合材料坯料进行加热加压以完成固化成型。机箱的设计制造过程包括机身成型模具设计和制作、铺层设计和固化成型。
2.1 机箱机身成型模具设计和制作
机箱上下顶板结构比较简单,本文主要对机箱机身部分成型模具的设计和制作进行详细介绍。图2为成型模具的结构示意图。考虑到批量化生产的模具成本和效率,机箱模具仅通过外壳模具来限制产品的外部尺寸。这样铺层简单,操作简便,便于进行预埋件处理,可大大减少生产工作量,提高工作效率,成本较低。
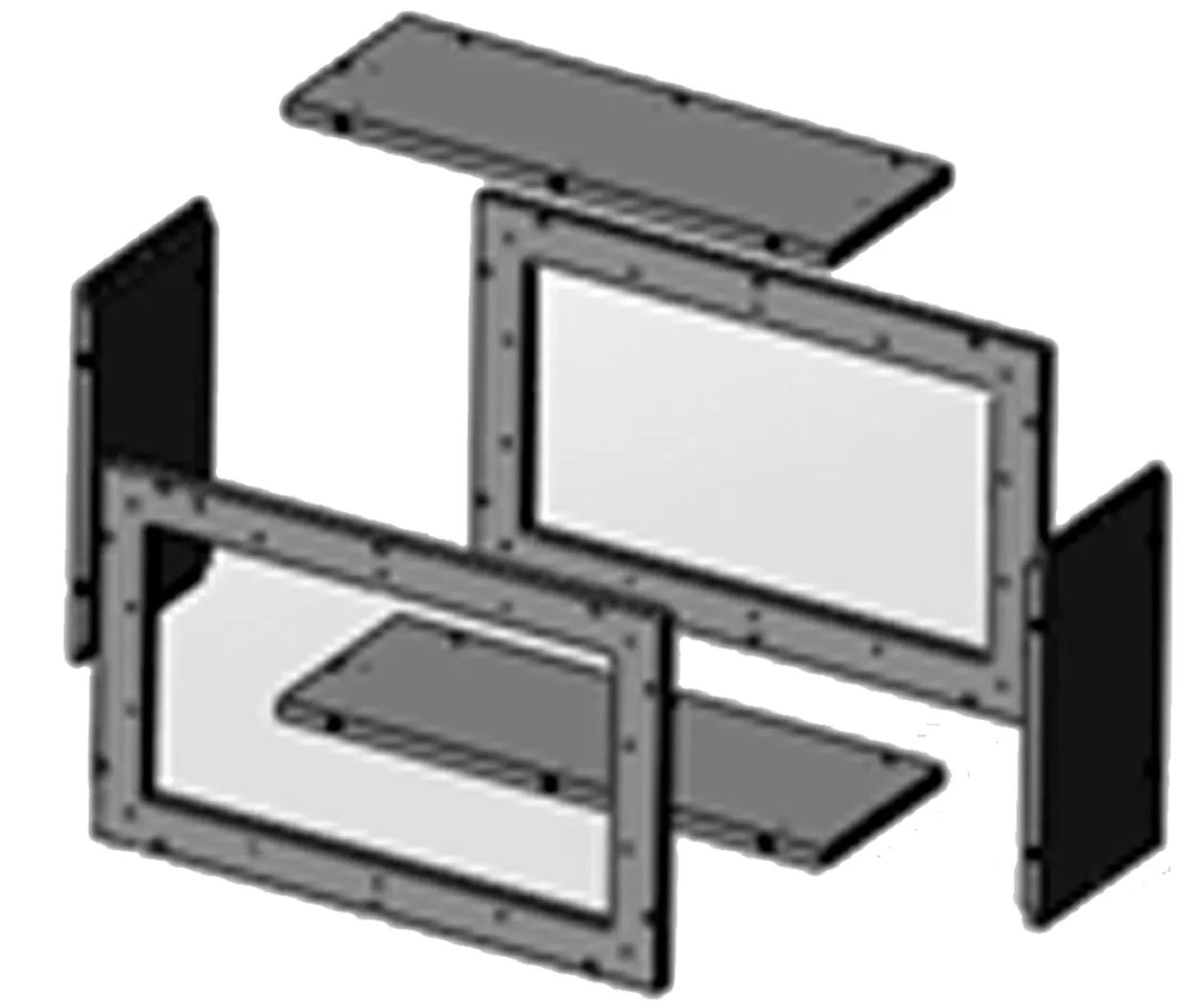
图2 成型模具结构示意图
2.2 铺层
由于铺层设计需兼顾力学性能和电性能的综合需求[5],铺层结构在遵循传统复合材料铺层原则的情况下需加入提高其导电性能的功能性铺层[6]。根据产品结构组成分类,铺层的难点在于导电层设计及引出铺层、制孔位置铺层设置及法兰面加工边缘铺层。同时以压延金属网为导电引出层,上翻于法兰面以提供导电连接。
铺层时在复合材料机箱的边缘部分增加与切割方向平行的铺层结构,在开孔部位做多个方向的铺层,导电层的材料选择延展性好,能充分穿透树脂的增强层材料。基本铺层方案为碳纤维平纹布—镀镍碳纤维布—碳纤维平纹布—压延金属网—碳纤维平纹布。铺层时根据产品部位厚度的不同,对铺层的顺序、层数、材料、搭接等做不同的设计。
2.3 固化成型
热压罐成型工艺中最关键的过程为真空袋组合系统制作,其制作需要采用各种辅助材料,如图3所示。
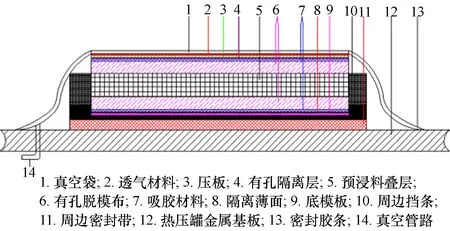
图3 热压罐成型辅料设置
装袋后应进行真空检漏,确认无误后,便可用闭合锁锁住热压罐门,升温固化,固化工艺参数如图4所示。
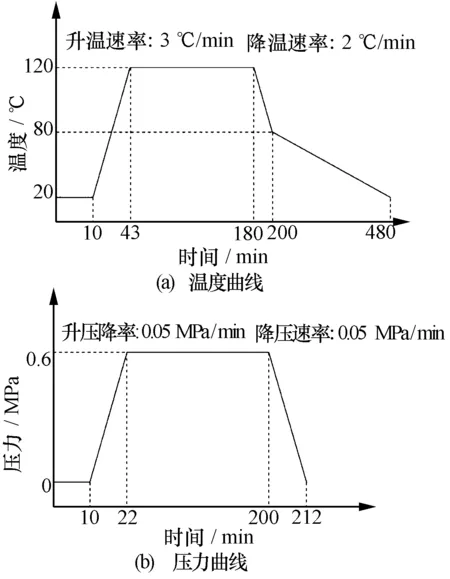
图4 热压罐固化成型工艺参数曲线
3 计算及试验验证
3.1 力学性能仿真分析
由于复合材料机箱采用平纹布的铺层仿真[7],简化认为材料为各向同性材料,所以按照材料的测试结果进行材料参数的输入,基本参数见表1。

表1 材料属性
3.1.1 网格划分
由于没有去掉机箱的部分螺钉孔,所以采用局部网格加通用网格的方式进行网格划分。可以采用六面体网格的规则区域尽量采用六面体网格,实在无法采用六面体网格的部分则采用四面体网格。网格划分之后得到926 834个节点和452 420个单元。
3.1.2 边界条件设定
按照机箱的安装环境对机箱插槽表面施加固定约束,对机箱盖板与机箱翻边处的接触采用绑定约束。约束边界条件和接触边界条件如图5所示。

图5 边界条件
3.1.3 模态分析结果
试验机箱的前5阶模态结果见表2。

表2 前5阶模态自振频率
3.1.4 PSD加载分析
随机振动分析也称为功率谱密度分析,是一种基于概率统计学的谱分析技术,是将时间历程的统计样本变为概率谱密度函数(PSD),反映的是随机载荷的频率成分。PSD加载模态分析数据如图6所示,其中,L1=1.2g2/Hz,F1=107.5 Hz,F2=2F1,F3=3F1,F4=4F1。
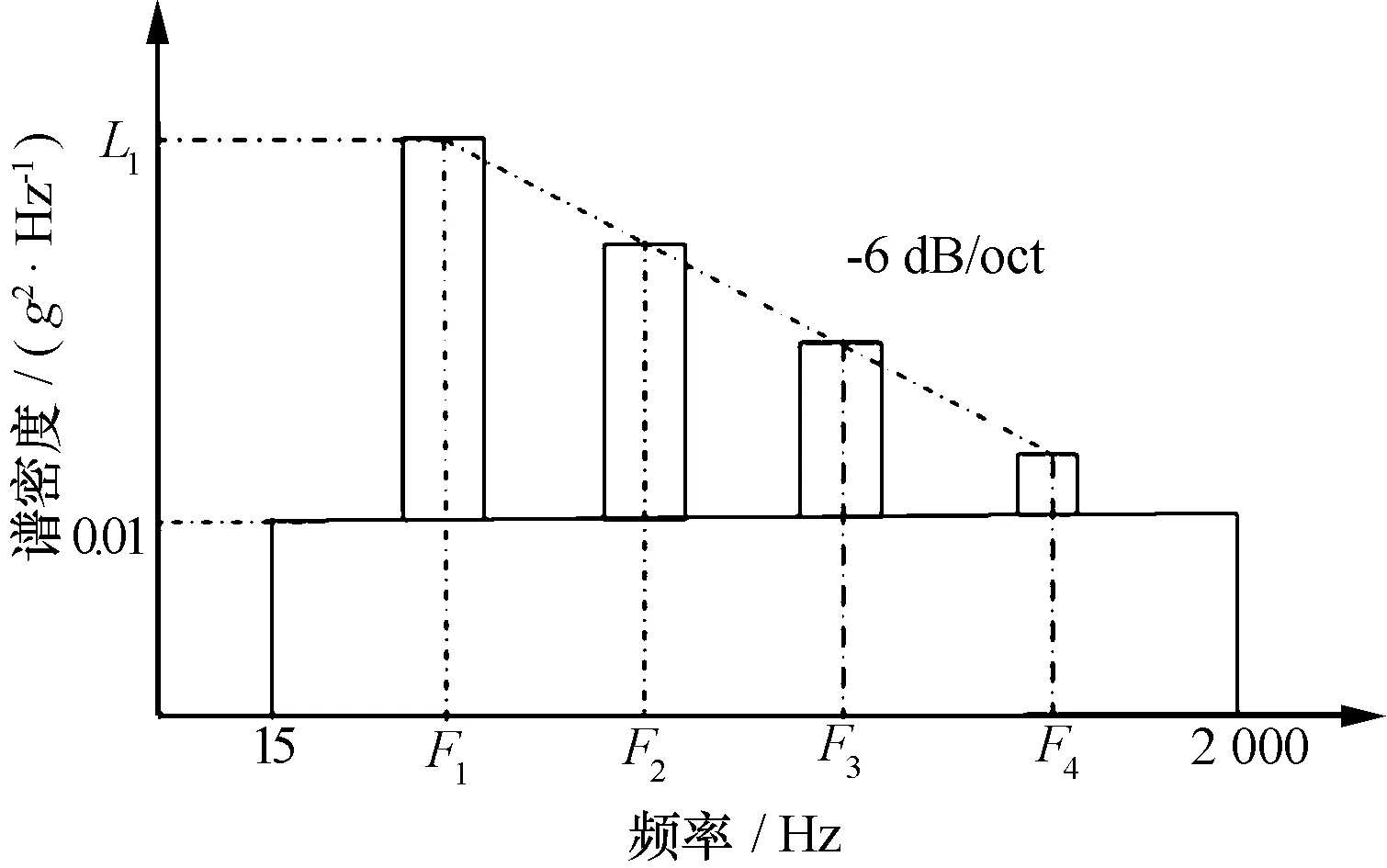
图6 PSD加载数据
1)X方向(垂直于约束面方向)加载。如图7(a)所示,当PSD加载为X方向时,应力集中主要出现在相对面的边缘,为了避免应力集中的出现,应在边缘部分增加圆角,以减小应力。其余部分的应力远远小于碳纤维的强度,可以满足强度要求。
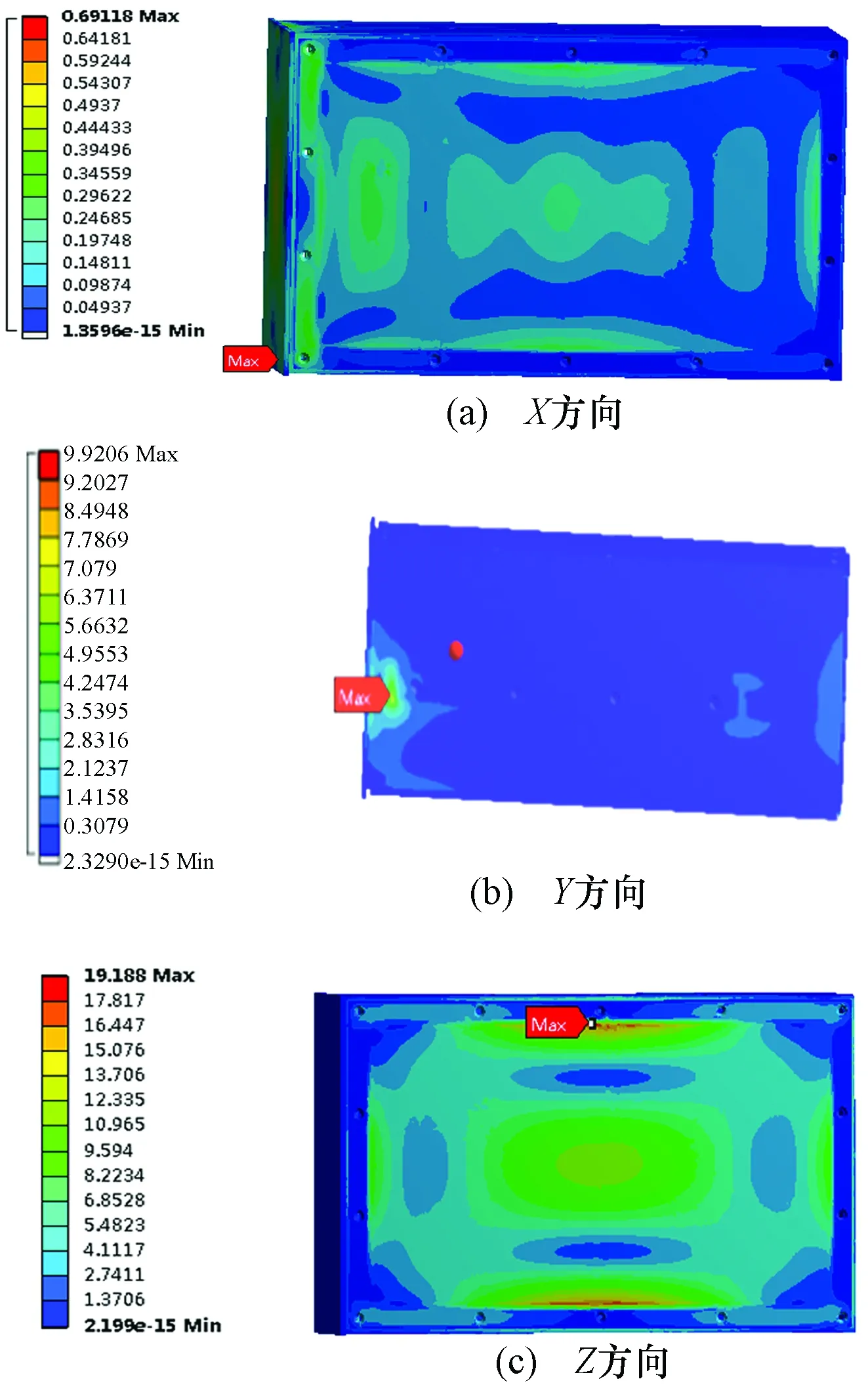
图7 X、Y、Z方向加载应力云图
2)Y方向加载。Y方向的加载应力分布如图7(b)所示。在Y方向的加载过程中,应力集中出现在中间四面体的边缘处,最大应力约为9.2 MPa,应力集中没有出现在螺钉连接部位,其余各个面的应力分布较小。
3)Z方向(垂直于盖板方向)加载。如图7(c)所示,在Z方向激励时,中间盖板的应力集中主要出现在中间螺钉孔周围,且最大应力约为17.8 MPa,小于碳纤维复合材料的强度,所以螺钉孔的布置合理,可以满足强度要求。
3.2 复合材料机箱综合指标测试结果
3.2.1 机箱质量
复合材料机箱实物如图8所示,其质量对比见表3。从表3可以看出,与相同结构的铝制机箱相比,碳纤维复合材料机箱减重了0.54 kg,减重幅度达31.4% 。

图8 复合材料机箱实物图

机箱种类质量/kg铝制机箱1.72复合材料机箱1.18
3.2.2 屏蔽效能
按照GJB 151B-2013《军用设备和分系统 电磁发射和敏感度要求与测量》的相关要求,对复合材料机箱实物进行了电磁兼容性能测试, 测试频率范围为 30MHz~18GHz, 试验后的电磁兼容曲线如图9(a)和9(b)所示。测试结果显示,复合材料机箱的电磁兼容性能满足RE102辐射极限值要求。
4 结束语
在利用热压罐工艺进行电磁防护碳纤维复合材料机箱研制过程中取得的成果如下:1) 选用碳纤维、镀镍碳纤维增强材料以及电磁增强材料的混合铺层和整体成型工艺过程质量可控,产品表观较好,在满足强度、刚度等力学性能条件下,复合材料机箱更轻,其质量比同结构铝质机箱轻31.4%以上;2)在机载振动条件下的仿真数据表明,复合材料机箱满足机载振动下的强度要求;3)按照GJB 151B-2013《军用设备和分系统 电磁发射和敏感度要求与测量》的相关要求,对复合材料机箱实物进行的电磁兼容性能测试结果表明,该机箱满足RE102的辐射极限值要求。
